加氫法生產環己烷二甲酸二元酯工藝開發
2019-11-13 07:41:08向明林汪永軍周冬京佘喜春
塑料助劑 2019年4期
向明林 汪永軍 敖 博 杜 鵬 周冬京 佘喜春
(湖南長嶺石化科技開發有限公司,岳陽,414012)
苯二甲酸二元酯類是應用最廣泛的增塑劑,約占全部增塑劑產能的60%,工業上主要用作PVC等橡塑材料的增塑劑和軟化劑,廣泛添加于日用高分子橡塑制品中,如兒童玩具、食品包裝材料、醫療材料、家用及車用裝飾材料。IHS化學的研究報告顯示,2015年~2019年全球增塑劑需求的年均增速將達到3.9%,到2019年,全球增塑劑使用量將升至10 300 kt。
研究表明,鄰苯二甲酸酯是一類環境雌激素物質,具有生殖和發育毒性,影響生物體內激素的正常分泌,具有致畸、致癌、致突變作用。近年來被限制或禁止用于食品接觸材料、兒童玩具等塑料制品的呼聲越來越高。因此,非鄰苯類增塑劑的開發和應用越來越受到人們的重視。近年來,研究發現環己烷二甲酸二元酯類具有媲美鄰苯二甲酸酯的增塑性能和無毒環保的特性,可廣泛用于醫藥、食品包裝、兒童玩具等加工領域,有望成為新一代的環保增塑劑[1-3]。該類增塑劑可以通過氫化法、酯化法和烯烴法的工藝制取[4-5],生產技術主要受巴斯夫、贏創及中國臺灣企業所掌控,暫無采用國產技術進行工業生產的裝置。
湖南長嶺石化科技開發有限公司開發了苯二甲酸二元酯加氫制備環己烷二甲酸二元酯催化劑,并開展了配套工藝技術開發[6]。本文以工業產品鄰苯二甲酸二異辛酯(DOP)、鄰苯二甲酸二異壬酯(DINP)、對苯二甲酸二辛酯(DOTP)為起始原料,采用自主研發的高效加氫催化劑,配套新型液相固定床加氫新工藝,選擇性加氫制備無毒的環己烷二甲酸二元酯增塑劑。在100 t/a氫化產品的中試裝置上進行了加氫工藝研究,確定了反應的最佳工藝條件,并在該條件下進行了催化劑穩定性考察,加氫粗產品經分離提純達到進口產品質量標準。
1 實驗部分
1.1 主要原料
實驗原料為工業級鄰苯二甲酸二異辛酯,DOP,純度≥99.5%;鄰苯二甲酸二異壬酯,DINP,純度≥99.5%;對苯二甲酸二辛酯,DOTP,純度≥99.5%;氫氣,體積分數為99.9%。
1.2 加氫催化劑
本中試試驗采用自主研發的JD-I加氫催化劑,催化劑裝填總量為30 L,其物化參數如表1所示,在使用前需在H2氣氛下150℃還原6 h。

表1 JD-I催化劑參數Tab.1 Parameter of the catalyst JD-I
1.3 分析方法
本試驗主要針對原料、加氫產物、產品、氣體等進行分析,具體分析項目見表2。

表2 分析項目及分析方法Tab.2 Analysis items and methods
2 結果與討論
2.1 加氫單元
2.1.1加氫流程

圖1固定床三段加氫工藝流程示意圖Fig.1 Schematic diagram of three-stage hydrogenation process in a fixed bed
由于該反應屬于強放熱反應,無溶劑稀釋下絕熱溫升較大,三段固定床加氫模式下主要采用產品作稀釋劑,配制不同濃度的DINP原料 (以DINP加氫為例)進行加氫反應。流程如圖1所示:DINP與部分循環回來的產品以一定比例混合,與氫氣混合后一起以上流方式進入第一反應器進行加氫反應,然后第一反應器出口物流與第一補充氫混合后進入第二反應器繼續進行加氫反應,該第二反應器出口物流與第二補充氫混合后進入第三反應器繼續進行加氫反應,該反應物流經氣液分離器進行氣液分離,尾H2進入制氫裝置回用,氣液分離器的液相通過液位調節閥與差壓液位計聯合使用自動出料,一部分進入后續提純單元,一部分作為稀釋溶劑與新鮮DINP混合作為加氫進料。
2.1.2 反應結果
由于苯環飽和反應放熱量大,本中試試驗采用加氫產物作為稀釋溶劑,加氫進料中DINP濃度含量為30%~40%(DOP和DOTP的加氫反應亦在此濃度范圍)。由表3可知,催化劑活性較高,反應空速高,經第一加氫反應器后,入口溫度控制在33~35℃,出口溫度達到70℃,DINP轉化率50%~55%,選擇性達99.8%以上。

表3 第一段加氫反應結果Tab.3 Reaction results after the first stage hydrogenation
以第一反應器出口物流與補充氫混合后(H/O=50(v/v))繼續進入經第二反應器反應,由表4可知,此時DINP總轉化率達93.0%左右,總選擇性達99.80%。
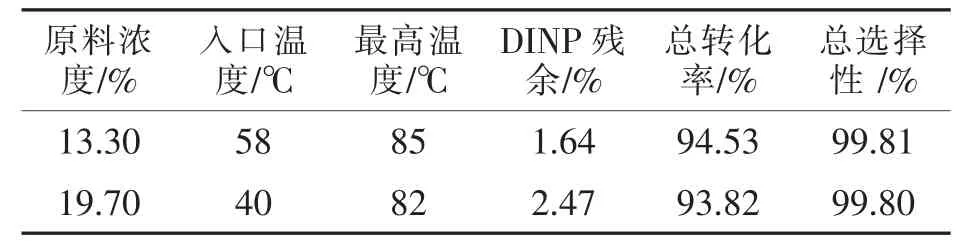
表4 第二段加氫反應結果Tab.4 Reaction results after the first stage hydrogenation
以第二反應器出口物流與補充氫混合后(H/O=10-20)繼續進入經第三反應器反應,由表5可知,此時DINP總轉化率達100%,總選擇性接近99.80%,副產物產生較少。

表5 第三段加氫反應結果Tab.5 Reaction results after the first stage hydrogenation
2.1.3 催化劑穩定性考察

圖2催化劑穩定性考察Fig.2 Stability of the catalyst during reaction time
由于催化劑在小試試驗中表現出優異的催化性能以及穩定性,連續運轉超過8000 h仍未見失活現象。在100 t/a中試裝置上同樣也進行了催化劑活性穩定性考察,由圖2可知,催化劑穩定性較好,連續運轉約2000 h后仍表現出較好的催化活性,轉化率達100%,選擇性依舊保持在大于99.7%以上。
2.2 提純單元

圖3產品提純示意圖Fig.3 Schematic diagram of product purification
加氫粗產品中含有微量的殘醇以及水分,需要進行提純以滿足產品質量。工業上運用水蒸汽真空汽提和閃蒸方法可有效脫除殘醇和水分,如圖3所示。將加氫反應得到的粗產品加熱至一定溫度進入汽提塔上部,汽提塔塔底通入水蒸汽,通過水汽與醇的共沸,帶走酯中少量的醇,所述的水蒸汽流量為酯進量的5%~10%,汽提后的酯從塔底采出,再經干燥塔進一步真空閃蒸,然后從塔底排出。
本中試試驗生產的產品質量如表6所示。

表6 DINP加氫產品提純典型結果Tab.6 Typical results of DINP hydrogenation products
DINP經加氫反應后,會產生少量副產物如單酯、異壬醇、單元酸和水等雜質。由表6可知,經提純后產品純度增加,殘醇和水含量進一步降低,產品質量大幅提高。表7給出了本公司DOP和DOTP加氫、提純后的產品質量情況,可以看出其產品品質均達到國外產品標準。

表7 本公司氫化型增塑劑產品質量Tab.7 Quality of hydrogenated plasticizer products made by our company
3 結論
(1)以工業 DINP、DOP和DOTP為原料,在貴金屬加氫催化劑及配套新型加氫工藝條件下,可生產氫化型H-DINP、H-DOP和H-DOTP環保增塑劑產品。
(2)通過100 t/a的中試試驗,確定了固定床三段液相加氫反應適宜工藝條件為:入口反應溫度35~75 ℃,壓力 5 MPa,重量總空速 0.8 h-1,氫氣與原料的體積比為130∶1,該條件下催化劑連續運行2000 h活性選擇性穩定,原料轉化率達100%(原料殘余<10 mg/kg),選擇性高于99.7%,產品經提純后達到進口產品質量標準。
(3)本新型固定床加氫工藝流程簡單,反應條件緩和,設備投資和運行成本低,可以在已有DINP、DOP和DOTP裝置后補充建設,無需對原有裝置做過多的改造,適用于我國苯二甲酸酯類增塑劑生產企業的產品和工藝結構調整。
猜你喜歡
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
質量技術監督研究(2018年1期)2018-03-26 08:04:36
新農業(2016年20期)2016-08-16 11:56:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14