熱成形鋼板與雙相鋼板焊點失效模式研究
2019-11-19 08:36:40陳煥煥
中國機械工程 2019年21期
關鍵詞:影響
聶 昕 陳煥煥
湖南大學汽車車身先進設計制造國家重點實驗室,長沙,410082
0 引言
熱成形鋼板憑借其高強度、高硬度、質輕、成形能力強、回彈小等特點,能同時滿足汽車輕量化和碰撞安全性能的要求,目前已經逐漸應用在汽車車身關鍵部位。但是熱成形鋼組織為全馬氏體組織,其電阻點焊過程中物理冶金行為與普通高強鋼相比差異較大,其焊接過程容易引發熱影響區軟化、飛濺等問題,焊點質量難以保證,為此國內外學者針對熱成形鋼板點焊性能進行了大量研究。林建平等[1]探索了B1500HS的點焊性能,就焊點的抗剪強度、宏觀形貌以及顯微組織進行了研究與分析,發現焊點基本不存在內部和外部缺陷,點焊性能良好。陳飛等[2]研究了焊接工藝參數對B1500HS熔核直徑及焊點力學性能的影響,得到了最佳焊接工藝參數。此外,考慮到其他參數的影響,IGHODAROA等[3]比較了鍍鋅、鍍鋁硅熱成形鋼的焊點性能,研究發現鍍層對吸能性有影響,但不影響拉剪強度。LIU等[4]研究了拉伸率對熱成形鋼焊點的影響,發現冷作硬化能提高拉剪強度,但失效能下降。還有研究人員采用有限元與實驗相結合的方法,更加深入地研究熱成形鋼板點焊性能。鄭文等[5]利用SORPAS軟件,通過數值模擬定量揭示了熱成形鋼板點焊過程中溫度場、熔核直徑的變化規律,模擬結果與實測結果匹配良好。宇慧平等[6]采用ANSYS建模分析了熔核直徑對焊點靜態強度的影響。目前熱成形鋼板主要用于防撞安全性部件,這些零件必然要與其他鋼種零件焊接,這就要求熱成形鋼板與其他鋼種的焊接性良好。LIANG等[7]通過研究B1500HS和HSLA350焊接時焊點失效模式,得到了合適的焊接參數組合。THIBAUT等[8]研究了B1500HS和DP600焊接時焊點力學性能,發現正拉強度與熔核直徑成線性關系。杜漢斌等[9]以B1500HS和DP780焊接時焊點為研究對象,通過對焊點的熔核特征、熱影響區微觀組織以及焊接缺陷分析,對點焊性能進行了評價。余海燕等[10]針對B1500HS和DP600的焊接設計了正交試驗,發現焊接時間和焊接電流對拉剪強度影響顯著。
目前針對熱成形鋼板和雙相鋼板焊點失效模式的研究較少,主要的研究工作還停留在工藝方面,即研究工藝參數對焊點力學性能、失效模式的影響。本文采用試驗研究與理論分析相結合的方法,深入研究熱成形鋼板和雙相鋼板點焊失效模式,獲得了異種不等厚鋼板焊點的失效評價準則。
1 試驗平臺搭建
1.1 試驗方案
為研究熱成形鋼板與雙相鋼板焊點失效模式,需選擇具有代表性厚度的板材進行搭接。為保證焊點質量,首先使用仿真軟件模擬得到焊接窗口,再預選合適的焊接參數。焊接參數選取后進行點焊試驗,研究焊接參數對焊點質量的影響,同時進行焊點力學性能測試以研究焊點失效模式。根據拉剪試驗,研究焊接參數對焊點拉剪強度的影響;結合金相觀察和硬度測量,完善焊點失效機理,建立焊點力學模型,總結焊點失效準則。
電阻點焊設備選用DSP高頻逆變懸掛直流點焊機,熱輸入穩定,能保證焊接穩定性和焊接質量。電極為直徑16 mm、端面直徑6 mm的錐面電極,材料為Cr-Zr-Cu。材料選擇熱成形鋼板B1500HS和雙相鋼板B340/590DP。
1.2 焊接參數選取
考慮到熱成形鋼板具有高強度高硬度等特點,結合實際生產情況,在此設定電極壓力恒定為4 kN,選定板料厚度、焊接電流及焊接時間作為試驗因素。板料搭接組合如表1所示。
為選定合適的焊接電流及焊接時間,建立電阻點焊有限元模型并進行仿真計算,得到焊接電流和焊接時間窗口,如圖1所示。

表1 基于板厚的板材搭接組合

圖1 焊接窗口:焊接時間、焊接電流-熔核直徑Fig.1 Welding lobe of welding time/weldin g current-diameter of welding nugget
仿真得到的焊接電流窗口狹窄,電流大于8 kA即有飛濺風險。在此設定焊接時間為單一變量,選取5種焊接規范,如表2所示。

表2 焊接規范
1.3 焊點性能試驗
焊點性能試驗過程中,飛濺現象始終存在,這是因為熱成形鋼板表面致密氧化膜的存在使得接觸電阻增大,導致熱輸入量過大而產生飛濺[11]。試驗結束后,采用萬能試驗機進行拉剪試驗,拉剪試樣尺寸如圖2所示。

圖2 拉剪試樣尺寸Fig.2 Dimension of tensile shear test coupon
此外還需要對焊點進行線切割,觀察微觀組織并測量其硬度分布,如圖3所示。

圖3 試樣硬度測量Fig.3 Vickers microhardness measurements
2 焊點力學性能分析
2.1 熔核直徑
焊點試驗結束后將板料沿過焊點中心的直線切割斷面,隨后將斷面試片經鑲嵌后進行研磨拋光,并用10%(體積分數)硝酸酒精溶液進行腐蝕,在金相顯微鏡下進行檢測,測量焊點的焊核直徑,檢測結果如圖4所示。

圖4 熔核直徑隨焊接時間變化趨勢Fig.4 Nugget diameter under different welding time
組合1熔核直徑試驗實測值與模擬仿真值對比如圖5所示。可以發現無論是仿真模擬還是試驗實測,焊核直徑隨焊接時間變化趨勢大致相同。隨著焊接時間的延長,熱輸入量變大,焊核直徑也逐漸增大,當焊接時間增加到一定程度時,焊核直徑增大的趨勢變緩。

圖5 組合1熔核直徑試驗實測與仿真模擬對比Fig.5 Comparison of nugget diameter betwee n measurement and simulation of composite 1
2.2 拉剪強度
不同焊接規范下得到的焊點拉剪強度如圖6所示,隨著焊接時間延長,熱輸入量變大,熔核直徑增大,焊點的拉剪強度也隨之增大。而當熱輸入量過大時,熔核區域過熱,容易產生飛濺縮孔等焊接缺陷,反而降低了拉剪強度。
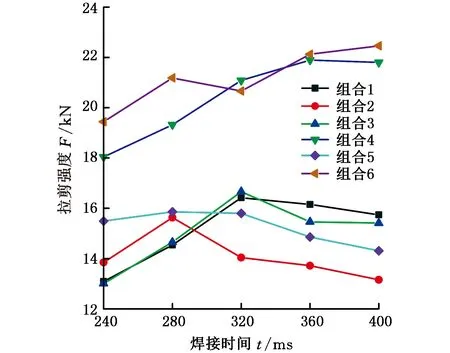
圖6 拉剪強度隨焊接時間變化趨勢Fig.6 Tensile shear strength under differen t welding time
但是整體來看,當選擇合適的焊接電流和焊接壓力后,焊接時間對焊點拉剪強度的影響并不大。因此實際生產中建議采用強規范,即大電流短時間。
同時可以看出,根據組合的不同,拉剪強度大致分為兩個數量級(組合1、2、3、5和組合4、6),可以認為拉剪強度與最薄板的厚度密切相關,拉剪強度由薄板決定。
2.3 微觀組織
進行異種不等厚鋼板焊接時,考慮到母材的厚度及材質區別,熔核及其附近區域的組織及特征是評價其焊接性能的重要依據。
根據結晶形態及微觀組織,可以將焊接區域分為四部分,依次為:熔核區域、B1500HS熱影響區1、B1500HS熱影響區2、B340/590DP熱影響區,如圖7所示。
熔核區在焊接過程中母材完全奧氏體化,快速冷卻后形成板條馬氏體組織(圖7a)。熱影響區因為焊接冷卻速度較慢,奧氏體化后的組織轉變成了細針馬氏體和鐵素體的雙相組織(圖7b,圖7d),不同的是,由于B1500HS熱導率大,所形成的細針馬氏體含量更多。另外在遠離熔核的B1500HS側熱影響區2,馬氏體組織發生了回火轉變,同時有少量的粒狀碳化物析出(圖7c)。該軟化區域強度較低,在拉剪過程時容易產生裂紋。
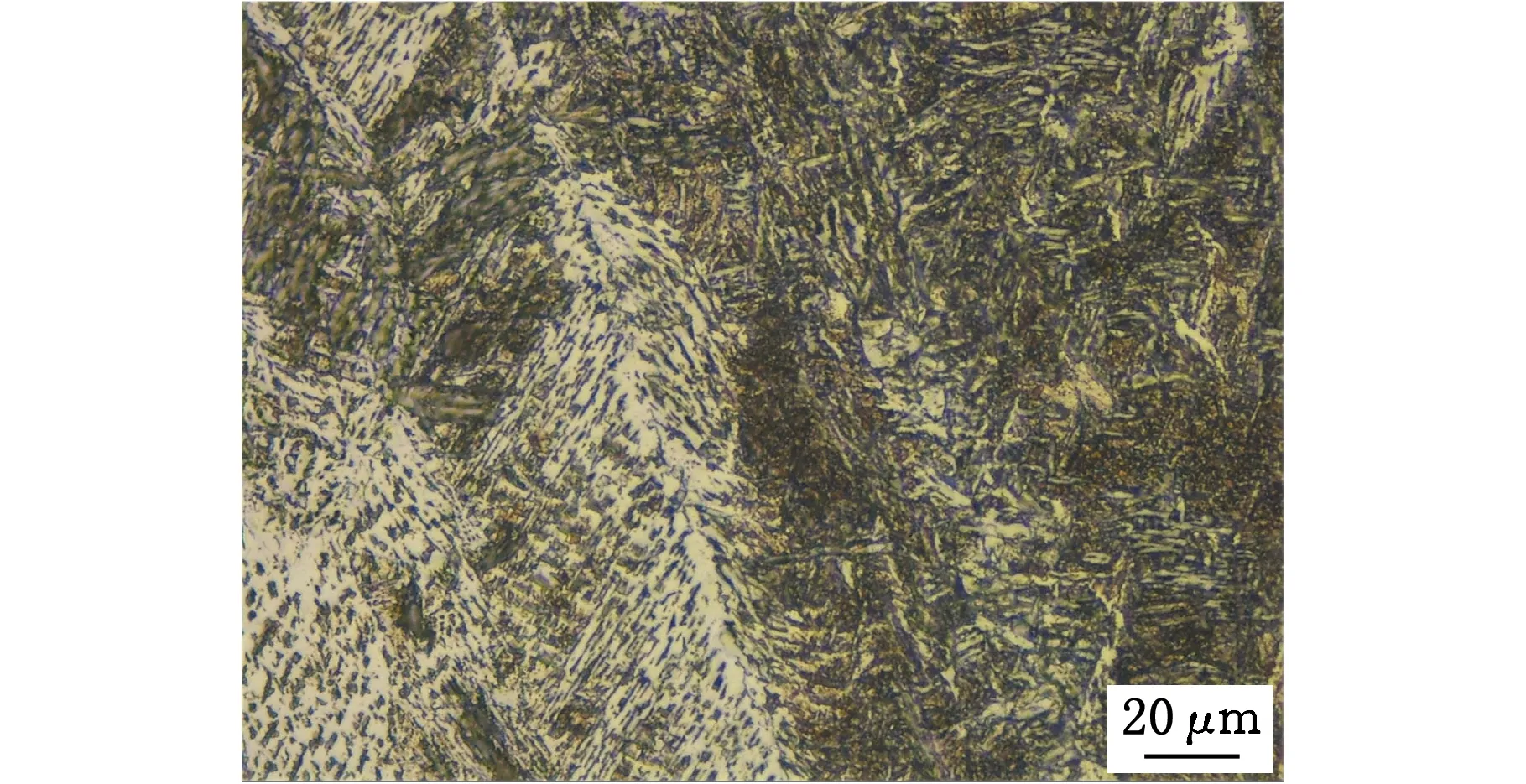
(a)熔核
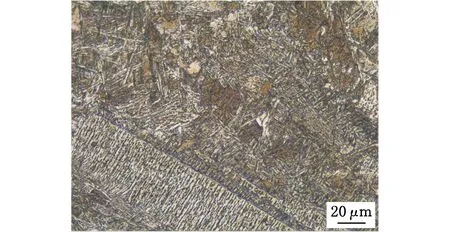
(b)B1500HS熱影響區1

(c)B1500HS熱影響區2
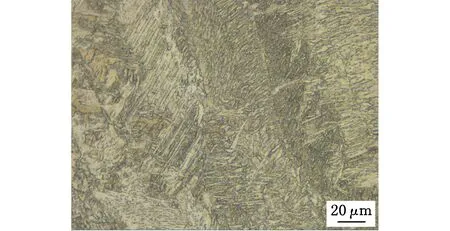
(d)B340/590DP熱影響區圖7 焊點微觀組織Fig.7 Microstructural characteristics of RSW
2.4 硬度分布
硬度分布情況如圖8所示,B1500HS母材硬度為440 HV左右,B340/590DP母材硬度為200 HV左右,經過加熱后冷卻的熔核區域硬度比B1500HS更高,約為450 HV。同時可以看出熱成形鋼B1500HS熱影響區明顯比雙相鋼 B340/590DP熱影響區寬,這是由于熱成形鋼的熱導率、電阻率更大,傳熱速率更快,所以形成的熱影響區范圍更寬。
另外,熱成形鋼B1500HS側熱影響區出現了明顯的軟化與硬化區域,其硬度最高達到了500 HV,最低300 HV,參考圖7微觀組織圖可知,軟化是因為該區域存在回火馬氏體和粒狀碳化物,硬化是因為該區域存在致密的細針馬氏體。相比之下,B340/590DP側硬度分布平均,約為400 HV,最低250 HV。

圖8 焊點硬度分布Fig.8 Hardness profiles of RSW
3 焊點失效模式分析
3.1 失效模式
拉剪試驗后的焊點如圖9所示,其失效模式通常可以分成界面斷裂失效和熔核拔出失效。考慮到異種鋼板焊接,后者又可分為B340/590DP側熔核拔出失效和B1500HS側熔核拔出失效。

圖9 焊點拉剪失效模式Fig.9 Tensile shear failure modes of RSW
拉剪試驗后的焊點失效模式如表3所示。可以看出隨著焊接時間的延長,焊點失效模式從界面斷裂向熔核拔出轉變,其中組合6在規范3下發生了較大的飛濺,影響了失效模式。整體來看,焊接時間較短時焊點傾向于產生界面斷裂,而在較寬的焊接時間區間內易產生熔核拔出。當焊接時間較短時,熔核直徑小,更容易發生界面失效。
3.2 焊點受力分析
拉剪試驗中焊點受力分析如圖10所示,F為拉剪載荷。在拉伸的初始階段,焊核主要受到平行于拉伸方向上的剪應力τ以及垂直于焊核方向上的拉應力σ(圖10a)作用。隨著拉剪載荷的增大,剪應力τ增大,同時板料因為屈服發生翹曲,導致焊核產生一定角度的轉動,焊核周圍由于應力集中,拉應力σ也隨之增大(圖10b)。當載荷繼續增大時,板料在應力集中的作用下產生較大的縮頸,產生裂紋。隨著裂紋向板料延伸,拉應力σ也逐漸增大(圖10c)。

表3 焊點拉剪失效模式
注:失效模式中B340/590DP表示B340/590DP側焊點拔出失效,B1500HS表示B1500HS側焊點拔出失效。

(a)拉伸開始階段

(b)發生翹曲變形

(c)縮頸并產生裂紋圖10 拉剪載荷作用下焊點受力分析Fig.10 Force analysis of RSW under tensil e shear loads
因此發生焊點熔核拔出模式是由于熔核周邊熱影響區受到的拉應力σ達到極限值σmax,發生界面斷裂模式是由于熔核界面的剪應力τ達到極限值τmax。
3.3 失效機理
當發生熔核拔出失效時,對比板厚不同的組合(組合2、3、5、6)可以發現,發生熔核拔出時失效部位都出現在薄板上,說明板厚對熔核拔出失效部位影響很大,這是由熔核偏移造成的。異種不等厚鋼板焊接時熔核會向厚板或導電導熱性差的一端偏移,熔核向厚板的偏移使得熔核更容易從薄板中拔出來。
當板厚相同時,對比組合1、4可以發現,失效部位多發生在B1500HS側。熔核向導熱性差的B340/590DP一側偏移,使得熔核容易從B1500HS側拔出。但是熱影響區所受正拉力也會影響失效產生部位。一般情況下抗拉強度與硬度正相關,圖8中B340/590DP熱影響區最低硬度較B1500HS最低硬度小,故熔核更容易從B340/590DP側被拔出。綜合兩種因素,從實際結果來看熔核偏移造成的影響更大,B1500HS側熔核更容易拔出。
此外B1500HS屈服強度遠大于B340/590DP屈服強度,拉剪過程中B340/590DP最先發生屈服,產生翹曲,抵消了部分應力集中,而B1500HS難以變形,在應力集中的作用下容易出現裂紋,同時B1500HS側熱影響區存在回火軟化現象,使得B1500HS側焊點更容易拔出。
3.4 失效準則
熔核直徑是影響焊點失效模式的最主要因素,考慮到焊點發生熔核拔出失效時拉剪強度、吸能性比發生界面斷裂時拉剪強度、吸能性高得多,因此多以發生熔核拔出的臨界直徑作為判斷焊點是否合格的標準。目前焊點失效評價準則都是以熔核直徑為評價標準,如表4所示。焊點受力模型如圖11所示。

表4 失效評價準則
注:b為平均板厚。

圖11 焊點受力模型Fig.11 Force model of RSW
焊點發生界面斷裂時剪切力為
FIF=πd2τFZ/4
(1)
式中,τFZ為熔核所受的剪應力。
焊點發生熔核拔出時正拉力為
FPF=πdbNσHAZ
(2)
其中,σHAZ為熱影響區所受的拉應力;bN為熔核厚度,在此假設壓痕百分數為20%,故
bN=(1-20%)b=0.8b
(3)
焊點失效模式轉換時,FIF=FPF,即
πd2τFZ/4=0.8πdbσHAZ
(4)
故焊點發生失效模式轉換時的臨界直徑為
(5)
由TRESCA失效準則可知,材料所能承受的極限拉應力是極限剪應力的2倍,簡化得到失效準則:
(6)
由圖8可以發現,熱成形鋼側熱影響區與熔核最小硬度比為2∶3,雙相鋼側熱影響區與熔核最小硬度比為4∶9。故熱成形鋼為薄板或兩者等厚時,失效準則為
dcr=4.27b
(7)
雙相鋼為薄板時,失效準則為
dcr=3.56b
(8)
對比圖4和表3,參考式(7)、式(8)將計算得到的臨界熔核直徑與發生失效模式轉化的實際直徑對比,結果如表5所示。

表5 臨界熔核直徑對比
可以發現除組合3不滿足要求外,其他基本符合要求,可以認為式(7)、式(8)中焊點失效準則能夠準確地預測焊點發生熔核拔出的臨界直徑,得到合格焊點。
4 結論
(1)當選用合適的焊接電流和焊接壓力后,焊接時間對焊點拉剪強度的影響不大,建議實際生產中采用強規范,即大電流、短時間,在保證焊點質量的同時還可提高生產效率。
(2)隨著焊接時間延長,焊點失效模式由界面斷裂失效向熔核拔出失效轉變。
(3)不等厚異種鋼板焊接時,熔核偏移對熔核拔出失效部位影響更大,薄板與厚板焊接時,熔核更容易從薄板拔出;板厚相同時,熔核更容易從熱成形鋼側拔出。
(4)熱成形鋼和雙相鋼焊點失效準則為:當熱成形鋼為薄板或兩者等厚時,焊點發生失效模式轉換的臨界直徑dcr=4.27b(b為熔核直徑);雙相鋼為薄板時,dcr=3.56b。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
