
水泥顆粒級配分析的實踐
2019-11-21 05:54:00蔡文舉
水泥技術 2019年5期
蔡文舉
近年來,隨著水泥工業的發展,人們對水泥的質量提出了更高的要求。水泥顆粒級配是影響水泥性能的主要因素之一,其對水泥水化的影響很大。已有許多水泥企業采用激光粒度分析儀分析水泥顆粒級配,利用所得數據調整優化水泥整體的顆粒分布,進而減少水泥標準稠度需水量,最大程度地改善和激發水泥熟料及其他活性物質的強度性能,減少熟料配用量。
1 水泥顆粒分布對標準稠度需水量的影響
A廠有三種樣品,分別為1號、2號和3號,三種水泥成品原材料和配比一樣,卻出現以下問題:1號和3 號水泥成品標準稠度需水量偏高,2 號水泥成品標準稠度需水量比較正常。樣品的基本性能參數見表1,激光粒度儀檢測的樣品特征參數見表2。
標準稠度需水量一般與水泥顆粒堆積孔隙率有關[1]。水泥顆粒分布越窄[2],用來填充堆積的孔隙的水就越多,在達到相同流動度時,標準稠度需水量就高。表2 中,D10、D50 和D90 分別表示樣品顆粒通過率為10%、50%和90%時,所對應的各自粒徑的大小,(D90-D10)/D50表示樣品的分布寬度系數,n 值是RRSB[3]方程的斜率,它的大小在一定程度上反應了顆粒級配分布的集中程度。n 值越大,顆粒分布相對集中;n值越小,顆粒分布相對寬泛。由表2 可以看出,2 號顆粒分布系數最小,3 號顆粒分布系數最大。2 號成品水泥顆粒分布系數最小,分布寬度系數最寬,整體顆粒堆積孔隙率小,需要水填充的空隙少。從理論上解釋了2 號水泥成品標準稠度需水量較低,3號水泥成品標準稠度需水量較高的事實。所以,若要解決1 號和3 號水泥成品標準稠度需水量較高的問題,就必須增大其顆粒分布寬度,減小顆粒堆積的孔隙率等。
2 水泥顆粒分布對強度的影響
B 廠生產P·II52.5 水泥,生產工藝有純球磨閉路系統和輥壓機聯合粉磨閉路系統兩種系統,配置有四條生產線,分別為1號線、2號線、3號線和4號線。同種物料生產同配比和質量控制指標的水泥,卻遇到了如下情況:帶輥壓機的粉磨系統生產的水泥成品28d強度低于不帶輥壓機的水泥成品,而3d強度相差不大,帶輥壓機的水泥成品后期強度增長率較低。表3和表4分別為四條生產線樣品的性能參數和粒度分布數據。
一般而言,16~32μm顆粒含量的多少對水泥成品的28d 強度影響較大。從表4 看出,四種樣品中該顆粒段含量從大到小依次是:3號>2號>1號>4號,所以3號和2號水泥28d強度高于1號和4號。若想解決1 號和4 號后期強度低的問題,就需要適當增大帶輥壓機閉路磨的循環負荷,適當縮窄顆粒分布寬度,同時在同樣的比表面積下,適當提高16~32μm顆粒含量,改變其水泥的顆粒分布,使其分布更集中,加快水泥水化反應,以提高28d強度。

表1 A廠樣品基本性能參數

表2 A廠激光粒度儀檢測的樣品特征參數

表3 B廠不同粉磨系統生產出的水泥樣品性能參數

表4 B廠不同粉磨系統生產出的水泥樣品粒度數據分布,%
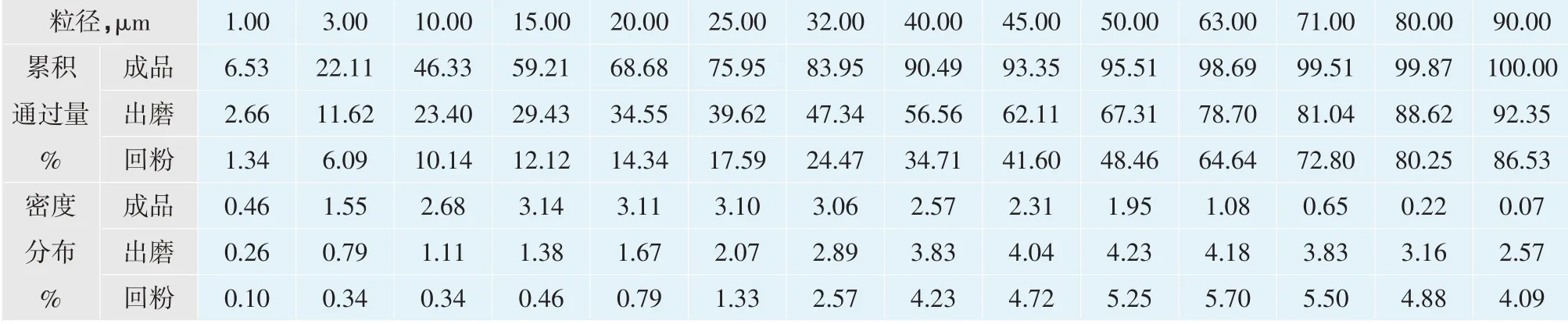
表5 選粉機粒度分布數據
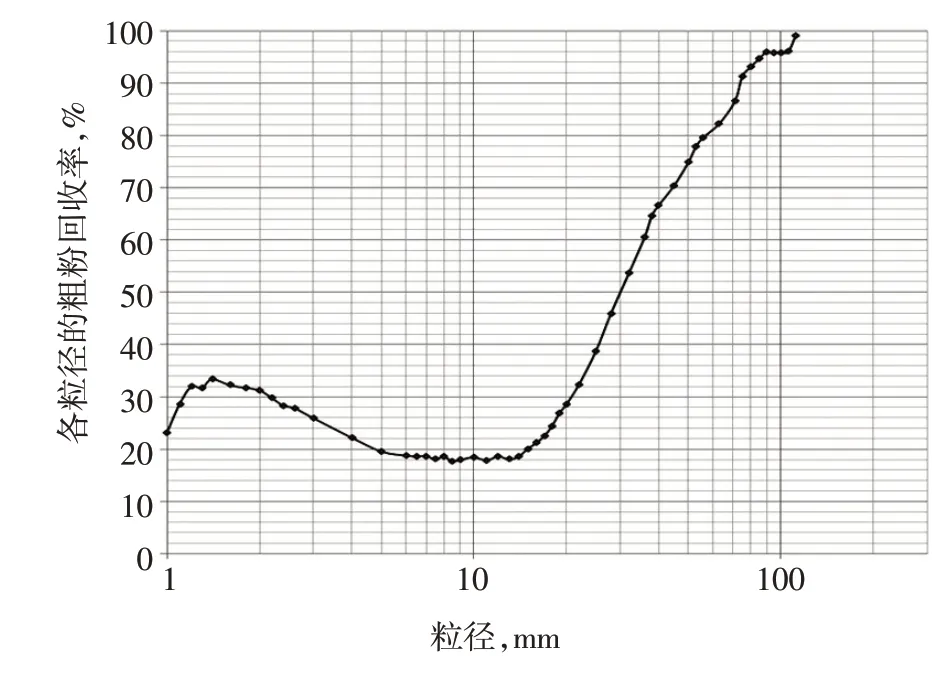
圖1 選粉機特勞姆曲線
3 用特勞姆曲線判別選粉效率
傳統的選粉效率是指在選出的成品中,某一細粒級物料重量和入選粉機物料(即出磨物料)中的同一級別細粒物料重量之比,一般用百分數表示。目前,大多數水泥廠都是用80μm 篩和45μm 篩的篩余計算選粉機的選粉效率。但這種計算方法并沒有詳細考慮各種粒徑顆粒的實際分選效果,沒有從顆粒整體粒徑分布,尤其是沒有從微細顆粒的分選效果上評價選粉機的選粉效率。而特勞姆曲線法是通過分別計算選粉機的喂料中,每種粒徑的顆粒進入選粉機粗粉中的量,進而繪制表示分選效率的曲線。鑒于此,選粉機進出口、回粉和選出的成品的顆粒粒徑分布分析格外重要。
以C 廠閉路磨機選粉機為例,測得出磨、選粉機回粉及水泥成品顆粒的粒度分布數據(見表5),根據表5累積通過量百分數和密度分布數據,得到該選粉機的特勞姆曲線圖(圖1)。
由圖1 看出,在該分級曲線上有一個最小值,表示有多少細粉進入到粗粉回料之中,即旁路值δ=19%,說明至少有19%的細粉進入到粗粉回料之中。我們也可從圖中得出X25和X75,其中X25表示25%進入回粉粗料的粒徑,X75表示75%進入回粉粗料的粒徑,用表示選粉精度。用物料顆粒分布數據繪制選粉機特勞姆曲線,在曲線上查找各種粒徑顆粒進入粗粉的百分數,來計算評價選粉機的選粉效率,革新了傳統的評價方法。
4 結語
物料顆粒級配的分析在優化水泥性能、工藝、設備調試等方面發揮著越來越重要的作用。近期,在水泥行業推廣的在線激光粒度分析儀能夠更加精準地反映設備、工藝參數和物料性能的關系。未來,在水泥生產智能化的發展趨勢下,顆粒級配分析在控制水泥質量和調試產能中將會成為更加重要的工具。
