低溫型風電發電機支架主、副梁單面焊雙面成型無碳刨清根工藝技術方案的研究
2019-11-22 02:07:50李杰
冶金與材料 2019年5期
李 杰
(溧陽市飛躍機電有限公司,江蘇 溧陽 213314)
在礦物能源日趨減少,環境保護日趨受到重視的今天,風能作為一種清潔、安全、可再生的綠色能源,日益受到各國的重視,隨著風力發電技術的發展,風力發電機組的容量不斷增加,特別是近年隨著國內兆瓦級海上風機的出現,風機的重量也呈逐漸擴大的趨勢,國家風電十三五發展綱要計劃把風電發電量提升到總發電量的6%,風電的發展,離不開風電技術的不斷進步,發電機作為風電機組的心臟,發電機安裝在發電機支架上,在運行過程中發電機支架承受著發電機乃至整改傳動系統的周期性動載荷,作為焊接完成的發電機支架的主副梁是關鍵部件的主要受力部件,焊縫同時承受周期性拉應力和壓應力的動載荷,焊接主副梁焊接工藝的合理性及穩定性,直接決定了產品焊縫質量的穩定性和可靠性,所以對發電機支架主副梁的焊接工藝研究具有重大的推動作用和現實意義。
文章以材質為Q345E,翼板厚度為25 mm,腹板厚度為20 mm 的尺寸為300 mm*200 mm 的低溫性低合金高強度結構鋼拼裝制作的H 型鋼類型的主副梁為研究對象,從焊前準備、焊接工藝以及焊接操作要點等方面規范了拼裝焊接的H 型鋼類主副梁的焊接工藝技術,并且采取預變性的技術措施,同時對焊接H 型鋼類主副梁的變形進行了研究,以便為風電行業的焊接H 型鋼類的主副梁生產制造提供參考。
1 母 材
Q345E 是典型的低合金高強鋼,同時要求具有在-40 ℃的環境下的低溫沖擊功不小于27 J,這種材料目前是風電行業常用的材料,由于該材料在冶煉過程中添加了少量的Ti,Nb,V 等微量元素,故材料的綜合力學性能較好,其化學成分和力學性能如表1 和表2 所示,此材料的焊接性通過碳當量計算公式CEV=C+Mn/6+(Cr+Mo+V)1/5+(Ni+Cu)1/15,計算20 mm 和25 mm 的材料碳當量分別為0.39%和0.36%,材料焊接性良好。
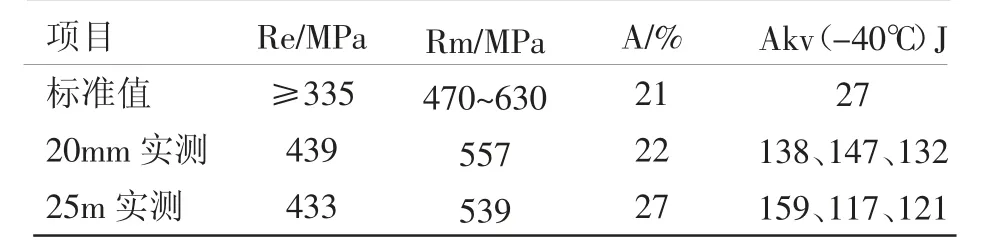
表2 Q345E 鋼的力學性能
2 研究方法
根據我國風電支架制作廠家的實際生產條件,對全焊透探傷拼裝H 型鋼類焊縫采用直接埋弧焊(SAW)打底填充及蓋面的組合焊接工藝,SAW 選用直徑4.0 和5.0mm 的H10Mn2 焊絲配合SJ101 焊劑,氣保焊材和埋弧用焊材都是選用符合要求的焊材,焊接嚴格按照ISO3834 焊接質量要求體系執行,埋弧焊操作工需要是經過ISO17432 認證的埋弧焊操作工。
3 焊接工藝
3.1 焊前準備
(1)腹板開雙面等邊坡口45°~55°,鈍邊2~4 mm,上下翼板作5°反變形:(2) 焊前獎坡口及兩側20~30 mm范圍內打磨干凈,直至露出金屬光澤,確保無油漬、鐵銹、水分、氧化物或其他有害物質。(3)SJ101 焊劑在使用前需要經過350 ℃烘干2 h,然后放在120~150 ℃的保溫箱中存放,隨用隨取。

表1 Q345E 鋼的化學成分(質量分數)%
3.2 拼裝定位焊
(1)焊縫根部拼裝間隙控制在0~1.5 mm 開始端間隙控制在0~1 mm,結尾端間隙控制在1~1.5 mm;(2)焊縫兩頭加引弧和收弧板;(3)為提高拼裝精度,同時打磨點,工件采用工裝固定,省去定位焊;
3.3 焊接操作
(1)打底焊。工件在工裝上完成打底焊接,為首道打底焊盡量焊透而不焊穿,焊絲選用5.0 mm 焊絲,埋弧焊槍嘴距工件15~25 mm,焊絲伸出長度25~35 mm,焊絲指向應針對坡口根部,焊劑層高度控制在15~25 mm,以利于坡口焊縫時溶池中的氣體逸出,避免產生夾渣或氣孔。(2)填充及蓋面。(3)層間清理及層間溫度控制。每層焊接完成后必須把焊渣清理干凈,必要時使用鋼絲刷或砂輪機,焊接下一層是需要使用紅外測溫筆檢測工件的層間溫度,層間溫度大于200 度是嚴謹焊接下一層焊縫。(4)為避免較大的應力集中和焊接變形及保證材料的低溫沖擊韌性,合理的安排各焊道的焊接順序,同時控制焊接層間溫度。
4 結果測試
4.1 焊縫質量檢測
試焊5 個支架的主梁焊接試件,在焊接完成48 小時后對焊縫按照ISO11666 標準中要求的Ⅱ級進行UT探傷檢測,檢測結果發現5 個產品全部探傷合格。
4.2 焊接變形尺寸檢測
在相同的預變形及焊接工藝條件下,對五組試焊件進行了腹板與翼板的垂直度及翼板平面度的檢測,結果翼板的彎曲度在質量要求的范圍內,預變形量可以滿足焊接工藝和部件的使用要求。
5 結 語
通過對低溫型全熔透探傷H 型鋼制作過程中的規范化實驗研究,以及對翼板零件采用預變性較少焊后整體整形的測試結果,可以得出結論:
(1)低溫全熔透探傷H 型鋼制作可以省去用氣保焊或氬弧焊打底及背部碳刨清根的工藝過程,可以直接采用埋弧焊,在保證焊縫質量穩定性的情況,大大提升了焊接生產效率,同時優化了焊接操作環境。
(2)焊前采用翼板零件壓制預變形的方式,便于焊接變形的控制,同時較少了焊后整體整形的工作量。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
大電機技術(2017年3期)2017-06-05 09:36:02
制造業自動化(2017年2期)2017-03-20 14:26:13
軍事文摘(2016年16期)2016-09-13 06:15:49
設備管理與維修(2015年12期)2015-04-09 06:57:24
電力工程技術(2014年1期)2014-03-20 14:19:06