歐式鋁電解多功能起重機主梁座板焊接變形修復(fù)
2019-11-27 06:29:44張永勤
有色設(shè)備
2019年5期
張永勤
(中國有色(沈陽)冶金機械有限公司, 遼寧 沈陽 110141)
0 前言
鋁電解多功能天車又稱鋁電解多功能天車機組,英文名為Pot Tending Machine,簡稱PTM,它是集打殼、更換陽極、覆蓋氧化鋁、出鋁、抬母線、撈渣、設(shè)備安裝和檢修等多功能于一體的預(yù)焙陽極鋁電解生產(chǎn)的關(guān)鍵設(shè)備,適用于預(yù)焙陽極鋁電解工藝生產(chǎn),能滿足鋁電解車間高熔鹽、大電流、強磁場、多粉塵的工作環(huán)境。
PTM主要由大車部、工具小車、出鋁小車、液壓系統(tǒng)、氣動系統(tǒng)和電控系統(tǒng)等部分組成[1]。其中的大車部分主要是由橋架機構(gòu)和運行機構(gòu)組成,主梁屬于橋架機構(gòu)重要部件,與端梁組成橋架機構(gòu),是整個機組的運行和承載基體;它是重要的受力焊接構(gòu)件,必須具有足夠的強度、剛度和穩(wěn)定性,它質(zhì)量的好壞直接影響著PTM的整體質(zhì)量,因此主梁的制作質(zhì)量尤為重要。
1 情況介紹
在沈冶公司與德國NOELL公司合作的歐式PTM橋架項目承制過程中,發(fā)現(xiàn)第3臺PTM橋架有一個端梁車輪出現(xiàn)內(nèi)傾超差。經(jīng)過檢查,由于主梁座板與下蓋板對接焊縫焊接完成后,產(chǎn)生了焊接變形,導(dǎo)致橋架裝配后車輪內(nèi)傾超差,如圖1所示。因此必須對焊接變形進(jìn)行修復(fù),如圖2所示,在采取了火焰加熱方法進(jìn)行校型修復(fù)后仍未達(dá)到合格。
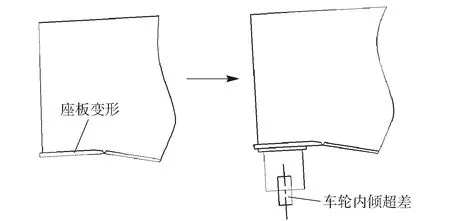
圖1 座板焊接變形導(dǎo)致車輪內(nèi)傾超差
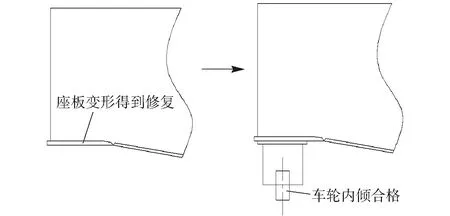
圖2 座板焊接變形應(yīng)修復(fù)狀態(tài)
2 制定修復(fù)方案
經(jīng)過分析,采取火焰校型修復(fù)沒有合格,火焰校型的加熱部位若進(jìn)行二次加熱,則必然會破壞主梁鋼板材質(zhì)的組織性能和材料強度,進(jìn)而會對鋼材使用性能產(chǎn)生不良影響,因此必須采取其他方法進(jìn)行修復(fù)。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
學(xué)與玩(2005年3期)2005-04-29 00:00:00