S1500 PLC和G120變頻器在牽引喂入機中的應用
2019-11-27 11:25:42何怡茂
國際紡織導報 2019年10期
關鍵詞:變頻器
何怡茂
湖南省邵陽紡織機械有限責任公司(中國)
牽引喂入機是化纖行業短纖維前紡生產線中重要的生產設備,用于按照一定牽伸比對化纖絲束進行預牽伸處理,并將絲束送入盛絲往復機。牽引喂入機由牽引機、導絲機和喂入機組成。隨著科學技術的發展,牽引機的電氣控制系統經歷了由單電機單變頻器控制、多電機多變頻器面板設定頻率到多電機多變頻器觸摸屏設定牽伸比階段。控制多電機多變頻器觸摸屏設定牽伸比的可編程序控制器(PLC)由西門子的S7-300型升級為S1500型,通迅方式也從Profibus DP升級成Profinet。本文主要介紹牽引喂入機S1500 PLC和G120變頻器組成的最新控制方案,供相關企業借鑒。
1 牽引喂入機組成
根據紡絲工藝對牽伸比的不同要求,牽引機分為六輥牽伸機、八輥牽伸機和十輥牽伸機。含六輥牽伸機的牽引喂入機組成如圖1所示,每個牽引輥、導絲機和喂入機都有一個單獨的同步電機驅動,每臺同步電機都有一臺G120變頻器驅動。
2 G120變頻器的交流供電直流母線方案
在牽引喂入機工作過程中,牽伸比的設定使每個輥之間都有一定的速度差。絲束在牽引輥上通過時,有的牽引輥會被拖動,驅動牽引輥的電機處于發電狀態,向其G120變頻器提供再生能量,向變頻器直流母線上的電容充電,使其直流側的母線電壓升高。當變頻器直流母線電壓超過額定值時,變頻器報過壓故障,致使牽引機停車。這樣的現象若出現在生產過程中,將使整條前紡生產線停車,造成極大的浪費。解決上述故障有如下方案。
——方案1:在處于發電狀態電機的變頻器上增加制動電阻;

圖1 牽引喂入機組成圖
——方案2:采用交流整流后DC/AC逆變器驅動電機;
——方案3:交流供電直流母線有制動單元;
——方案4:交流供電直流母線無制動單元。
方案1中,再生能量通過制動電阻發熱被消耗掉,這種方案不經濟,且電阻發熱可能著火,引起火災等安全事故。方案2中,再生能量可通過直流母線為其他電機處于電動狀態的變頻提供能量,但需要專門的整流裝置。方案3中,再生能量得到了利用,且不需要整流裝置,但需要額外制動單元。方案4利用每個變頻器自帶的制動單元,每2個變頻器1組制動電阻(功率參照西門子變頻器手冊)。結合牽引喂入機的實際生產,方案4可確保牽引機安全可靠地運行,并實現智能化精確控制,是最經濟有效的方案,如圖2所示。
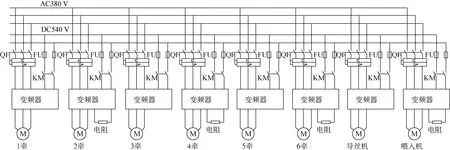
AC—交流電; DC—直流電; QF—斷路器; FU—熔斷器; KM—接觸器; M—電機
3 PLC的硬件配置
CPU 1511-1 PN通過Profinet與每個西門子G120變頻器作長度為4個字輸入和長度為4個字輸出的數據交換。以1牽為例,4個字的輸入數據分別為狀態字(IW256)、轉速顯示(IW258)、電流顯示(IW260)和備用字(IW262);4個字的輸出數據分別對應控制字(QW256)、轉速設定(QW258)、減速時間縮放比例(QW260)和備用字(QW262)。PLC的硬件配置如圖3和圖4所示。
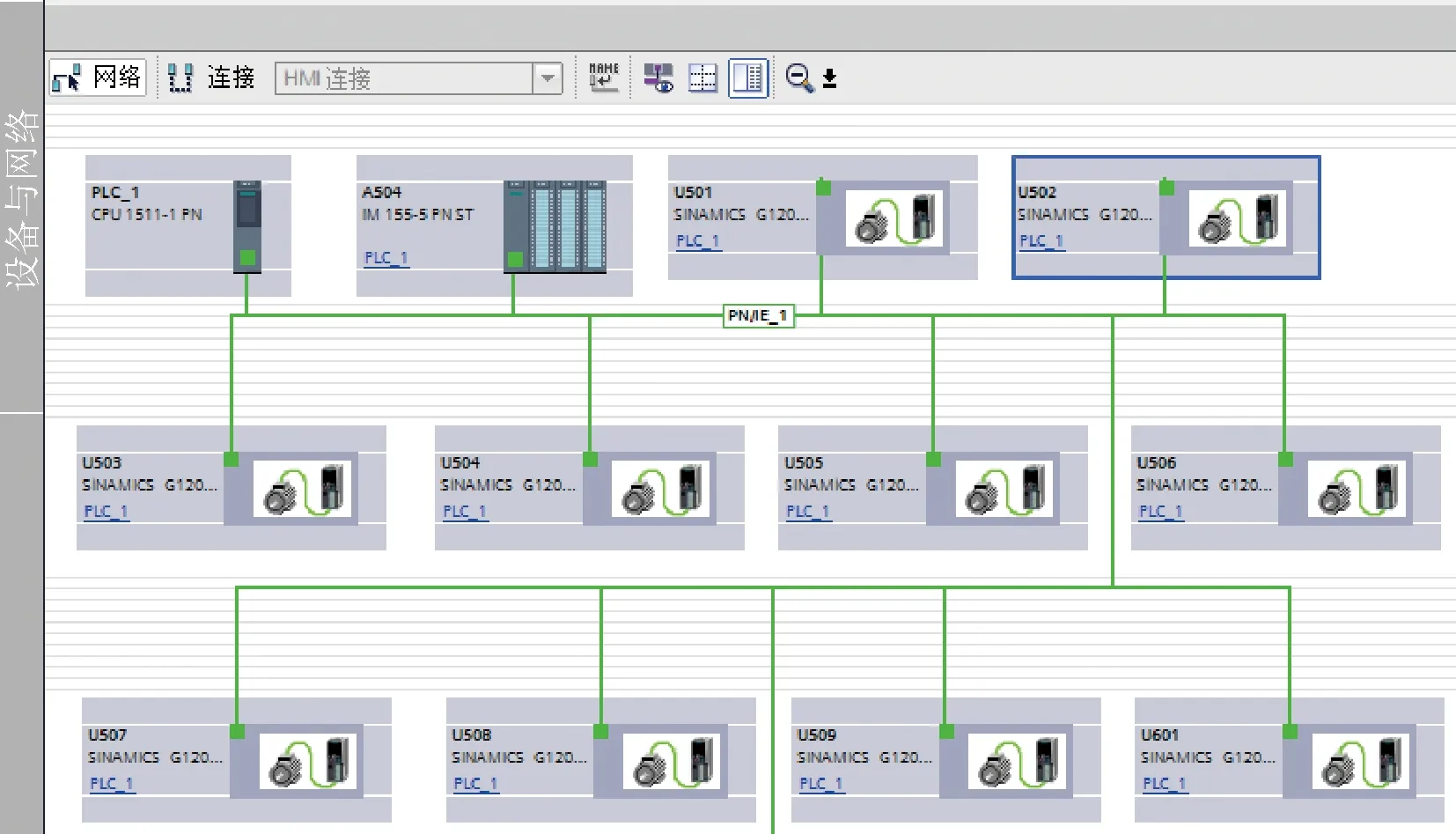
圖3 PLC硬件配置整體圖
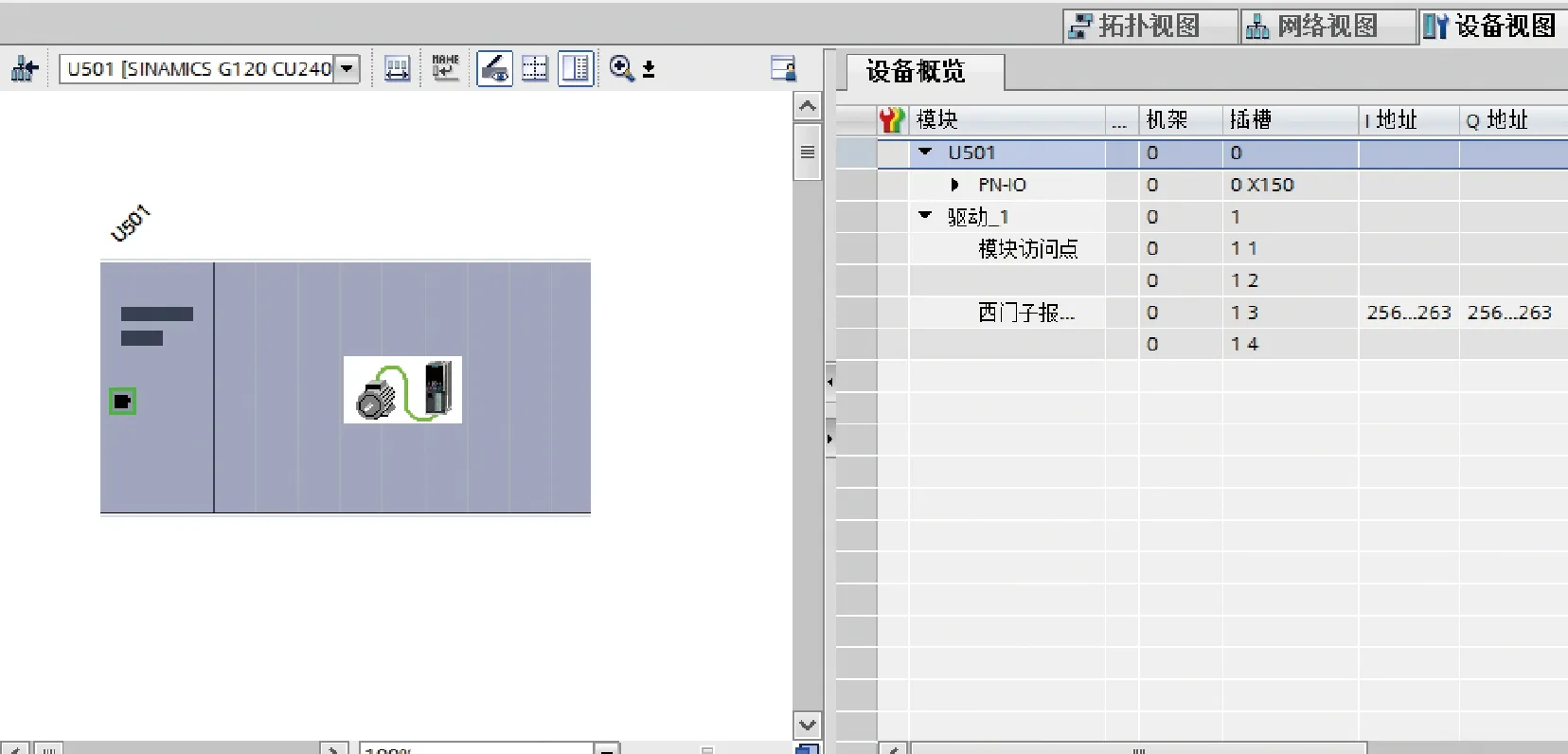
圖4 PLC硬件1牽配置圖
4 G120變頻器參數設定
牽引喂入機在運行過程中,有時會遇到緊急情況,需快速停止。普通方案是按下急停5 s后,激活牽引喂入機電機剎車,使高速運行的牽引輥和喂入輪急剎,迫使機器停止運行。其剎車過程中,喂入機振動大、噪聲大,對設備損耗大,不僅影響喂入輪齒輪壽命,還會造成正常運行時喂入輪咬合間隔增大,需要操作人員重新調整。圖2中的制動電阻是為牽引喂入機快停而設計的;牽引喂入機快停時,所有的電機處于倒拖運行中,處于發電狀態產生再生能量,使變頻器直流母線電壓過高,通過制動電阻發熱可將再生能量消耗掉。變頻器中的P219參數為制動電阻制動功率,通常設定為相同電機功率;減速時間P1121設定為20 s。變頻器的通迅數據設定如圖5和圖6所示。
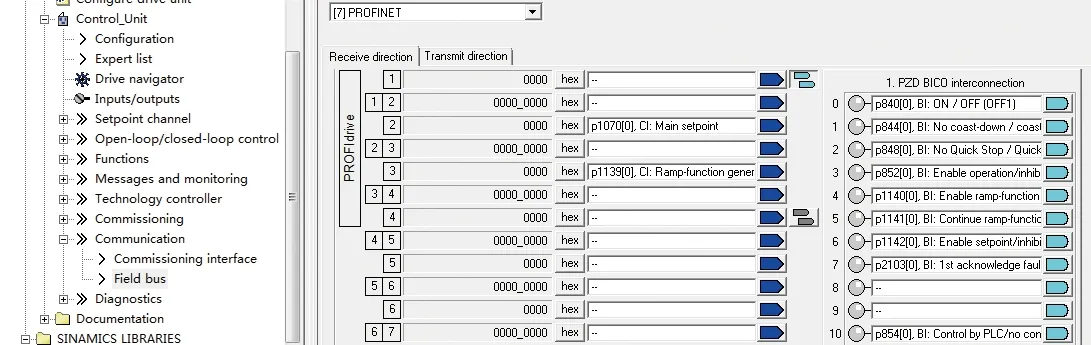
圖5 G120變頻器接收配置圖
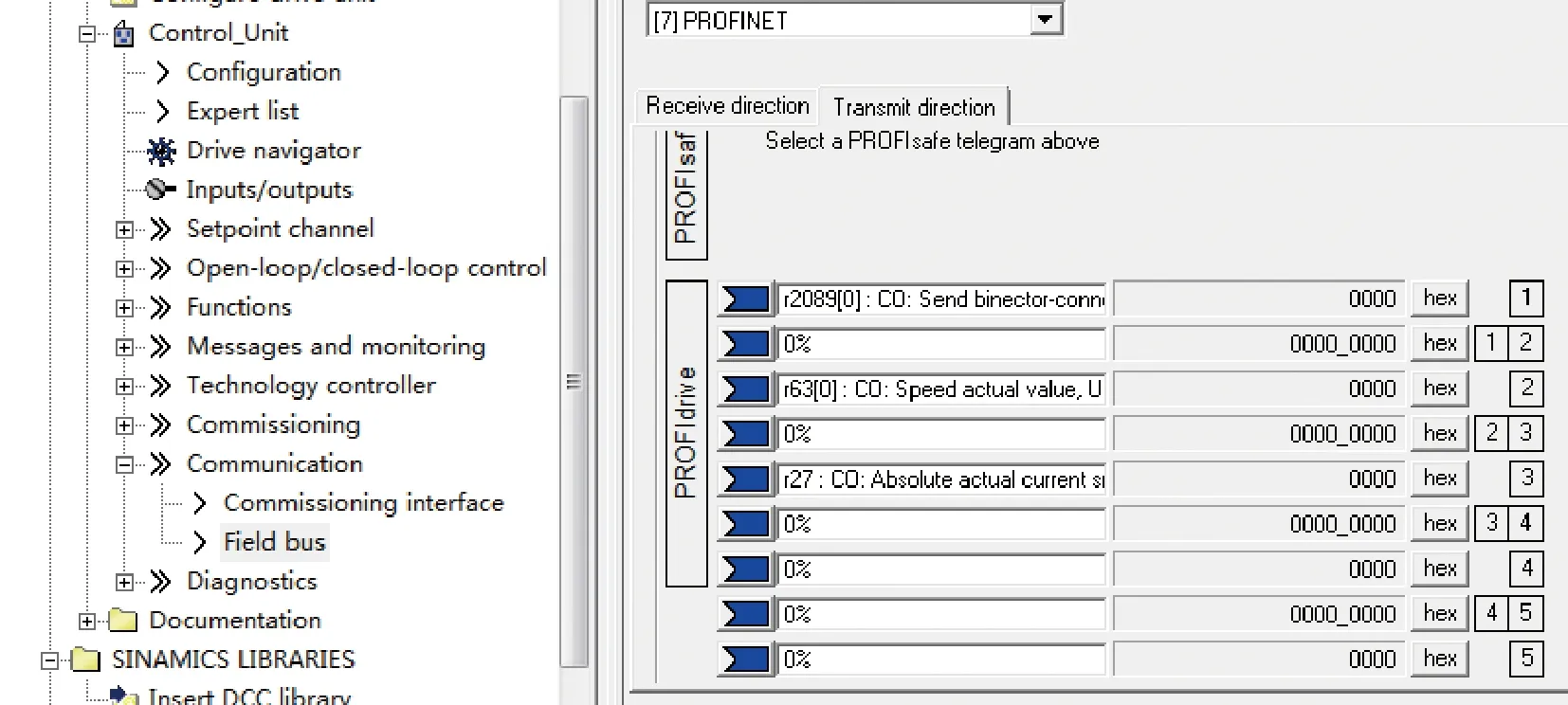
圖6 G120變頻器傳送配置圖
圖5中的P1139對應PLC硬件1牽配置程序中的QW260參數,參數P1139最大值為100%。圖5中,G120變頻器接收的字分別為控制字、轉速設定和減速時間縮放比例。圖6中,G120變頻器傳送的字分別為狀態字、轉速顯示和電流顯示。
5 PLC的軟件
牽引喂入機通常情況下的停車,減速時間P1121設定為20 s;由高速停車,即在遇到緊急情況時,按下急停后,牽引喂入機在5 s(20 s×0.25)內快速停車,再激活牽引喂入機電機的剎車。按照這種方式急停,運行非常平穩,噪聲小且喂入無振動,該程序各參數設置如圖7所示。

圖7 S1500程序圖
S1500 PLC和G120變頻器以字(16個二進制位為一個字)為單位作數據交換,圖7中1000H即4 096, 代表25%;4000H即16 384,代表100%。
6 結語
在實際應用中,本文S1500 PLC和G120變頻器組成的控制系統,通過交流供電直流共母線方案運行,并可高效解決倒拖現象產生的問題,確保牽引機安全可靠地運行,能有效提高牽引喂入機電氣系統的控制精度和可靠性,滿足短纖維生產線中的工藝需求,獲得用戶認可。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52