淺談3C2B 水性漆配套2K 清漆外觀長短 波倒置問題的解決
2019-11-29 06:58:06劉青松張偉郭平浩高磊單志愿陳海濤劉陳
汽車實用技術 2019年22期
劉青松,張偉,郭平浩,高磊,單志愿,陳海濤,劉陳
(金華華科汽車工業有限公司,浙江 金華 321000)
前言
傳統汽車涂裝現場采用3C2B 工藝,磷化+電泳->高溫烘烤固化->水性中涂漆->預烘烤+高溫烘烤固化->水性色漆+預烘烤->2K(雙組分)清漆->高溫烘烤固化。LW(長波)、SW(短波)和DOI(鮮映性)是漆膜外觀常用的評價指標。根據顏色的不同,設置不同的指標值。桔皮長波(Lw)的數值小于短波(Sw)數值,一般認為長波(Lw)是短波(Sw)的1/3-1/2(Lw 與Sw 的比值為2-3)為最佳;在施工過程中,會出現Lw≥Sw 的情況,這被稱為“長短波倒置”。當出現長短波倒置時,距離車身3 米觀察漆膜,目視桔皮明顯;距離車身0.4 米傾斜45°角觀察漆膜,目視桔皮呈現較深的斜狀條痕。筆者以某主機廠噴涂黑色(鋁粉粒徑較小的金屬漆)時,發生長短波倒置問題為例,淺談其解決方法及思路。
1 問題現狀
1.1 問題來源
某主機廠涂裝生產線采用3C2B 工藝,在投產試制初期階段,發現黑色(鋁粉粒徑較小的金屬漆)的漆膜外觀目視桔皮明顯。經對漆膜外觀進行測量,該車型共22 個測量點,其中有10 個測量點出現了長短波倒置問題。經對所有顏色進行整理排查,發現黑色(鋁粉粒徑較小的金屬漆)均存在長短波倒置問題,而棕、紅、珠光白等顏色則不存在此問題。黑色車身的垂直面翼子板、側圍和四門的Sw 與Lw 之比達到了0.89 以下,表現為測量數據很好,但目視桔皮明顯。現以垂直面倒置明顯的左后門為例,說明其調整的方法。
1.2 工藝現狀
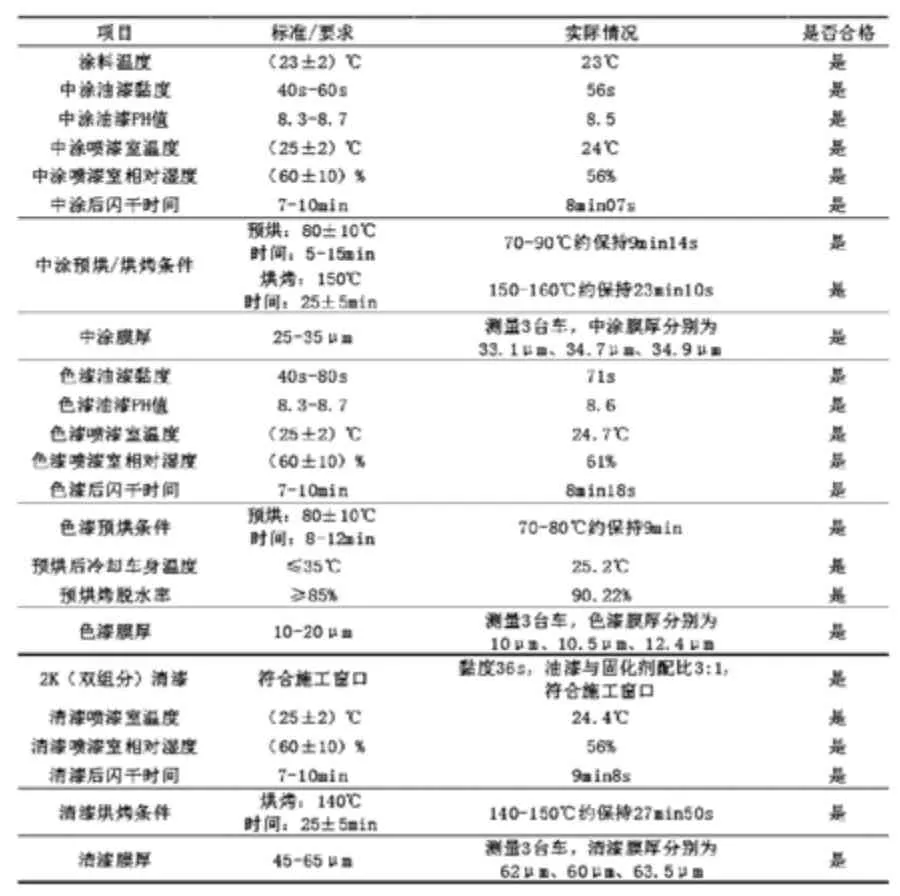
表1 涂裝施工過程工藝參數
在生產現場隨機抽取2 臺車身,以左后門為實驗點,測量其鋼板、電泳漆膜外觀粗糙度及中涂、面漆外觀桔皮。用mahr 粗糙度儀測量其鋼板及電泳外觀,Ra 分別為:鋼板0.80和0.81,電泳0.22 和0.23;用BYK 桔皮儀測量其中涂及面漆外觀,Lw、Sw、DOI 分別為:中涂9.9、29.3、35.6 和10.7、31.9、34.1;面漆5.7、3.6、96.3 和6.0、4.2、96.0。涂裝施工過程工藝參數和噴涂程序,見表1。
中涂、色漆和清漆生產線的噴涂節距為6.1m,鏈速分別為:中涂2.1m/min,色漆和清漆2.3m/min。
中涂噴涂為一站機器人噴涂,噴涂距離23cm,噴涂速度600mm/s,噴涂有效扇幅400mm,搭接率66.7%,吐出量430ml/min,靜電電壓60kv,旋杯轉速45000r/min,霧化器采用雙成型空霧化:內部成型空氣流量0.2Mpa,外部成型空氣流量0.45Mpa。
色漆為兩站機器人噴涂,每站噴涂間隔時間39.5s,兩站的噴涂參數部分相同:噴涂距離23cm,噴涂速度600mm/s,噴涂有效扇幅400mm,搭接率66.7%,一站吐出量220ml/min,二站吐出量210ml/min,靜電電壓60kv,旋杯轉速45000r/ min,霧化器采用雙成型空霧化:內部成型空氣流量0.2Mpa,外部成型空氣流量0.45Mpa。
清漆為兩站機器人噴涂,每站噴涂間隔時間39.5s,兩站的噴涂參數部分相同:噴涂距離23cm,噴涂速度600mm/s,噴涂有效扇幅400mm,搭接率66.7%,一站吐出量190ml/min,二站吐出量 390ml/min,靜電電壓 60kv,旋杯轉速45000r/min,霧化器采用雙成型空霧化:內部成型空氣流量0.2Mpa,外部成型空氣流量0.45Mpa。
2 解決思路
2.1 色漆膜厚的影響
通過調整色漆膜厚往上限和下限兩個方向調整,單點膜厚調整范圍10μm-20μm,色漆膜厚調整到15μm 以上時,Sw 和Lw 已不倒置。膜厚控制在15μm 時,Sw 與Lw 之比約為1.26,目視最佳狀態。
小結:色漆膜厚越薄時,Lw 值越大;色漆膜厚越厚時,Lw 值越小。色漆膜厚對Sw 值影響較小。解決長短波倒置問題,可以增加色漆單層膜厚降低Lw 值,從而拉開Lw 與Sw值之間的比例。
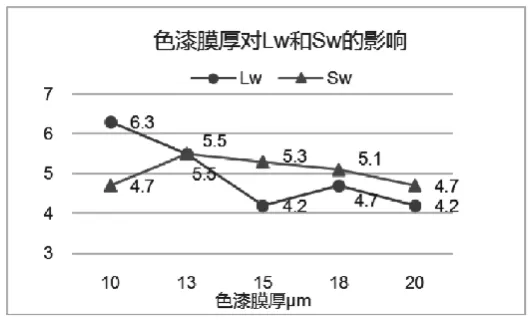
圖1
2.2 車身模塊噴涂的影響
車身結構特性分為平面和立面,通過調整工件預烘及烘烤位置。在工藝車左后門上粘貼中涂板,正常(立面)噴涂色漆。車身在進入預烘前將左后門拆掉,捆綁在車身機蓋位置進行(平面)閃干及預烘脫水,色漆預烘后將左后門裝回原位進行清漆(立面)噴涂,然后再次把車門拆卸,捆綁在車身機蓋位置進入面漆烘干爐(平面)烘烤。

圖2 立面噴涂

圖3 平面烘烤
通過車身拆解模塊化噴涂,立面噴涂平面烘烤的貼板外觀目視較好,Sw 與Lw 之比約為2.9。而立面噴涂立面烘烤的貼板外觀目視較差,Sw 與Lw 之比約為1.1。
小結:立面噴涂平面烘烤的工件,由于油漆在流平過程中,平面的油漆微粒除了受表面張力向上的拉動外,還受重力的向下拉動,表面張力合力與重力方向相反,所以形成貝納德渦的動力相對較小,最終形成長短波之間比例較好現象。
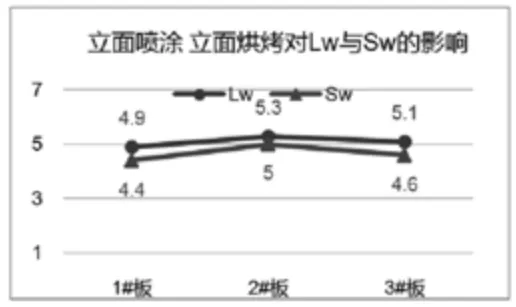
圖4
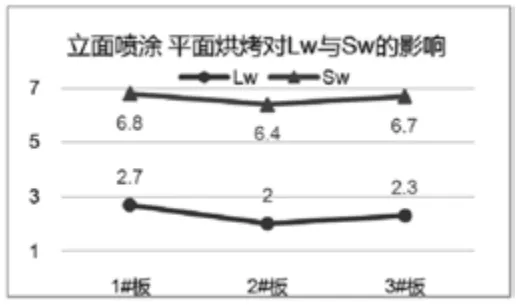
圖5
2.3 預烘脫水的影響
在施工工藝參數相同的情況下,調整色漆預烘溫度,烤爐溫度分別調整到80℃->85℃->90℃,脫水率分別為91.3%、92.5%和93%。
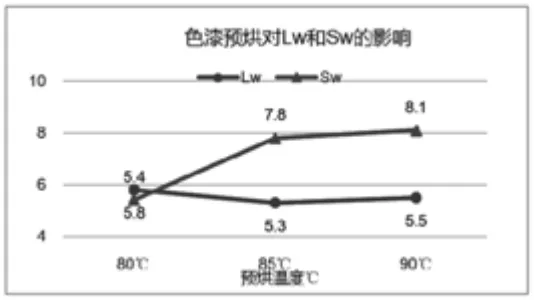
圖6
小結:通過升高預烘溫度,提高色漆涂層脫水率,使Sw顯著提升。因此,脫水率的提升可以有效拉開Lw 與Sw 之間 的比值。
2.4 涂膜潤濕性的影響
色漆為兩站機器人噴涂,吐出量分別為220ml/min、210ml/min,靜電電壓60kv,旋杯轉速45000r/min,霧化器采用雙成型空霧化:內部成型空氣流量0.2Mpa,外部成型空氣流量0.45Mpa。經現場調試,提高濕膜潤濕性,由兩站噴涂調整為一站噴涂,水性黑色漆膜外觀不存在色差現象,因此一站噴涂措施可行。調整后的一站噴涂工藝參數,吐出量分別為430ml/min,靜電電壓65kv,旋杯轉速45000r/min,霧化器采用雙成型空霧化:內部成型空氣流量0.2Mpa,外部成型空氣流量0.45Mpa。色漆兩站噴涂后涂膜中揮發物含量75.47%,一站噴涂后涂膜中揮發物含量76.63%。一站噴涂后,目視濕漆膜表面光澤水潤飽滿。兩站噴涂后,Sw 與Lw 之比約為1.22,一站噴涂后,Sw 與Lw 之比約為1.32。
小結:一站噴涂漆膜整體下降,因此Lw 值整體均上升0.46,Sw 值整體均上升1.06。
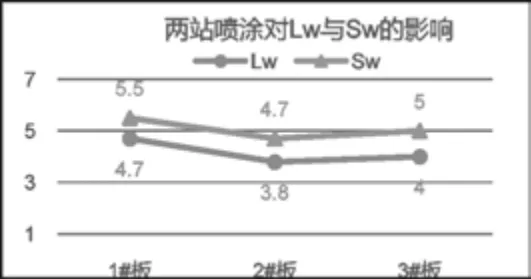
圖7

圖8
3 結語
通過外觀調整改進,黑色(鋁粉粒徑較小的金屬漆)車身漆膜外觀Lw 與Sw 之間的比值恢復正常。因每個涂裝車間現場、設備、工藝、環境的有所不同,解決長短波倒置問題的方法可能有所差異。筆者就長短波倒置問題,從色漆膜厚、模塊噴涂、預烘脫水、涂膜潤濕等幾個方面開展工作以后,長短波倒置現象明顯改善。現場批量生產約5000 臺車后,數據依然穩定。希望通過此篇文章能給各位帶來一些思路。
