水泥固化線旋轉輥道控制設計與應用
2019-12-02 02:31:23龔應偉楊蘭菊陳先林
科技視界 2019年32期
龔應偉 楊蘭菊 陳先林
【摘 要】水泥固化線設有旋轉輥道,用于檢測水泥固化體表面劑量水平。旋轉輥道上安裝多組定位傳感器,實現固化體在輥道上直行和旋轉時的定位。由于復雜的生產工況及放射性環境,使得定位傳感器加速失效。本文提出了采用檢測元件冗余、延期服役控制、超限服役控制等三種控制方法來延長水泥固化線的使用壽命。經實際應用證明,采用以上三種控制方法后,定位傳感器反應靈敏、動作穩定、能合理定位,保證了水泥固化生產線的長時間穩定運行。
【關鍵詞】定位傳感器使用壽命;檢測元件冗余;延期服役控制;超限服役控制
中圖分類號: TP302 文獻標識碼: A 文章編號: 2095-2457(2019)32-0017-002
DOI:10.19694/j.cnki.issn2095-2457.2019.32.006
0 引言
水泥固化線的旋轉輥道帶動水泥固化體360°旋轉期間,劑量檢測裝置上放射性探測器檢測水泥固化體表面放射性劑量水平。旋轉輥道穩定可靠運行是放射性廢物水泥固化處理流程中的一個關鍵環節。旋轉輥道上設有多組定位傳感器,主要完成兩個功能,一是固化體直行定位,二是固化體360°旋轉定位,便于桶表面的放射性劑量水平檢測。由于核設施內的環境溫度、濕度、灰塵、空氣中含鹽量、放射性劑量及系統設備使用頻率等因素影響元器件的平均故障率,使得定位傳感器加速失效,進而降低控制系統的可靠性和穩定性,甚至直接關系到工藝系統運行安全和減少核設施的整個服役期。因此,本文提出了檢測元件冗余、延期服役控制、超限服役控制三種控制方法來延長水泥固化線的使用壽命,保證生產的穩定運行。
1 工藝布置與定位傳感器
1.1 工藝布置
國內現有的放射性廢物處理基本上由干濕料下料系統和線上設備組構成,其中旋轉輥道、屏蔽門、劑量檢測裝置、應急后備阻尼裝置、輸送輥道/7號、輸送輥道/8號、定位夾緊裝置等7套設備均布置在劑量檢測工位區域。該區域布置空間狹小和放射性環境特性,導致旋轉輥道上定位傳感器非常難維修維護。放射性劑量檢測工藝布置見圖1。現場環境特性條件:
(1)空間區域狹小,安裝區域寬度2250mm。
(2)水泥固化體放射性劑量1.5~2.5mSev/h,系統應運行可靠,避免事故發生,造成應急工作人員不必要的放射性照射。
(3)劑量檢測工位區域環境溫度:0℃~40℃。
(4)平均相對濕度不大于90%(+25℃)。
1.2 定位傳感器失效情況
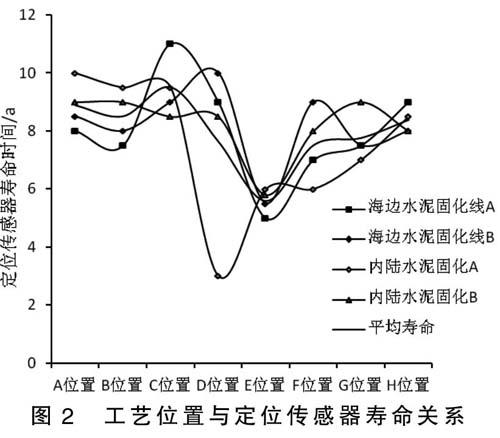
調查研究水泥固化線中8個工藝位置的定位傳感器使用情況,A位置:固化桶準備;B位置:水泥加料工位;C位置:提升門位置;D位置:過渡工位;E位置:攪拌工位;F位置:取封蓋工位;G位置:劑量檢測工位;H位置:吊運工位。工藝位置與定位傳感器壽命關系見圖2。
圖1 放射性劑量檢測工藝布置圖
圖2 工藝位置與定位傳感器壽命關系
從圖中可以分析出,定位傳感器在非放射性條件工藝位置:A位置、B位置、C位置、D位置平均壽命8~10年。放射性工藝位置:E位置、F位置、G位置、H位置的定位傳感器平均壽命與放射累積劑量有直接關系。在固化體放射性劑量1.5~2.5mSev/h情況下,其中E位置由于是水泥固化體生產攪拌工藝位置,工藝運行時間最長,平均壽命5~6年,劑量檢測G位置工藝運行時間相對E位置較短,則平均壽命7~8年。
2 控制方案
水泥固化線設置1套相對獨立PLC控制系統,再通過PROFIBUS總線把各系統的工藝過程參數及設備運行狀態傳入中央控制DCS系統。
SIMATICS7-300及輸入輸出模塊組成的PLC系統實現多項工藝控制功能。包括:檢測水泥固化體是否已到達輸送輥道/7號末端;開啟屏蔽門,并檢測屏蔽門是否開啟到位;水泥固化體通過輸送輥道/7號輸送到旋轉輥道上,并檢測是否到達指定位置;自動控制定位夾緊裝置,完成水泥固化的中心定位。指揮旋轉輥道帶動水泥固化體以一定的時間轉速旋轉,旋轉到工藝要求的角度后,旋轉輥道停止旋轉。水泥固化體旋轉期間,發出指令,劑量檢測裝置上放射性探測器對水泥固化體表面進行多次往復掃描檢測。完成劑量檢測,水泥固化體通過旋轉輥道和輸送輥道/8號的傳動輸送到輸送輥道/8號上。
采用檢測元件冗余技術進一步提高旋轉輥道運行可靠性;后使用灌入時間的延期服役控制方法延長旋轉輥道服役時間;后備超限服役控制措施確保旋轉輥道的運行,確保水泥固化設施的安全和服役時限。
3 檢測元件冗余
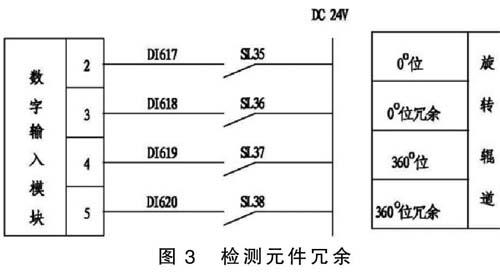
為實現水泥固化線控制系統的連續穩定運行,延長定位傳感器組潛在故障頻率。旋轉輥道的0度和360度定位傳感器在單組定位傳感器的基礎上,再并聯一組定位傳感器。同時降低放射性對控制電纜的影響,控制電纜采用增強型金屬屏蔽電纜。檢測元件冗余見圖3。
圖3 檢測元件冗余
4 延期服役控制
控制系統的現場檢測元件已損壞,水泥固化線放射性環境劑量高使維修人不可達。通過計算放射性探測器掃描放射性固化體區域的時間、旋轉速度,進行系統控制,從而滿足工藝運行要求。在不考慮常用電氣傳動穩態調速精度、轉速變化率、調速比、穩速精度等靜態指標,及響應時間(tan)、動態響應偏差帶(±δ%)、條件時間(tr)等動態指標的情況[1],同時考慮到機械轉動系統由于安裝誤差、軸承間隙、支撐變形等各種可能因素[2-3],在PLC系統中灌入時間,實現水泥固化系統延期服役的控制措施。根據實踐經驗,按下述相關公式進行計算。
式中:f1供電頻率,p電磁功率,SN額定轉差率,TN額定轉矩,Tcr臨界轉矩,t1固化體旋轉理論計算時間,t2機械轉動系統、電氣轉動系統等需窺視窗觀察校準綜合補償時間。
5 超限服役控制
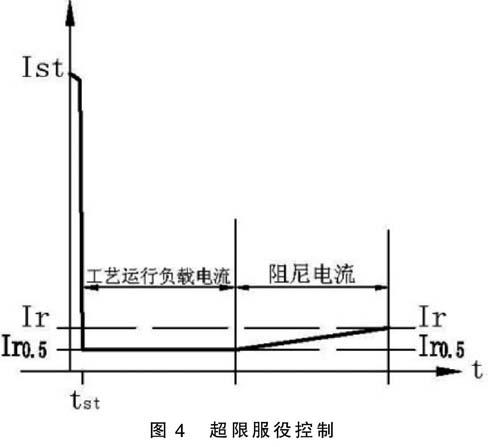
電動機的額定負載按工藝實際運行負載的2~3倍計算選取,同時兼顧額定電壓、額定功率因數和效率[4],使旋轉輥道電機在50%~70%額定電流范圍內運行。旋轉輥道碰擊旋轉輥道側的應急后備阻尼裝置時,電機的運行電流瞬時增大,電流傳感器采集模擬電流信號,觸發PLC控制系統的設定電流值,電機停止運轉。超限服役控制見圖4。圖中:Ist起動電流,Ir額定電流,I0.5電機50%負載電流,tst起動時間[5]。
圖4 超限服役控制
6 控制功能
水泥固化線初期運行,旋轉輥道采用冗余定位傳感器進行旋轉輥道的正轉、反轉到位控制。當冗余的定位傳感器全部失效時,通過PLC的人機界面系統輸入放射性劑量檢測探測器掃描時間進行旋轉輥道的正轉、反轉到位控制。電氣控制系統和機械傳動系統時間無法準確預知時,可知延期服役控制措施失效,PLC控制系統自動轉入超限服役控制,通過旋轉輥道碰擊后備應急阻尼裝置發出阻尼電流,執行旋轉輥道的正轉、反轉到位控制。控制功能圖見下圖5。
7 結束語
通過現場調試驗證結果表明,檢測元件冗余、延期服役控制、超限服役控制的控制方法滿足水泥固化線放射性固化體放射性劑量水平檢測的需要,同時還有效解決了因定位傳感器失效,導致水泥固化線過早退役的問題。
圖5 控制功能圖
【參考文獻】
[1]孫流芳,楊竟衡,王文斌,等.電氣轉動自動化技術手冊[M].第三版.北京:機械工業出版社,2011,359-360.
[2]陳良玉,鞏云鵬,聞邦椿,等.機械設計手冊[M].第5版.北京:機械工業出版社,2010,8-124.
[3]秦大同,謝里陽,張興輝,等.機械轉動設計[M].單行本.北京:化學工業出版社,2013,834.
[4]戈東方,鐘大方,陳戍生,等.電力工程電氣設計手冊[M].北京:中國電力出版社,2013,322.
[5]任元會,卞鎧生,姚家祎,等.工業與民用配電設計手冊[M].第三版.北京:中國電力出版社,2005,657.
