彈簧噴涂標識工序的自動化改造
2019-12-02 08:56:52趙亮
科技創新與應用 2019年32期
趙亮

摘? 要:文章主要針對彈簧制造后端噴涂標識工序手工作業效率低和占用人力資源等存在的問題,通過對存在問題進行了分析,并對技術改造解決問題的過程作出介紹。
關鍵詞:噴涂標識;PLC;自動化;改造
中圖分類號:TH135? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2019)32-0112-02
Abstract: In view of the problems existing in the manual operation of the spraying marking process at the back end of spring manufacturing, such as the low efficiency of manual operation and the occupation of human resources, this paper analyzes the existing problems and introduces the process of technical transformation to solve the problems.
Keywords: spray marking; PLC; automation; transformation
由于現在生活水平的提高,小汽車成了很多人都能擁有的代步工具,汽車工業產業正是在這樣的大背景下得到了蓬勃的發展,從而帶動了像汽車內飾、彈簧制造等一大批上游汽車零部件企業的發展,本論文正是為順應市場的發展需要而對噴涂標識工序手工作業進行改造。在彈簧的制造過程中由于生產工藝的需要,在彈簧生產的后端工序需要對彈簧的一邊端面進行噴漆標識,原來的噴涂工序是由人工進行的,噴涂時間的長短、產品表面的外觀等方面都存在差異而且效率低下;我通過對問題的分析、匯總,提出了用編碼器、PLC及接近開關等器件對工序進行自動化改造,使得該工序節省了人力并避免了人工操作對身體健康的影響,同時工件噴涂質量有了大幅度的提高、油漆消耗量也有明顯的降低。以下是整個過程的介紹。
1 存在的問題
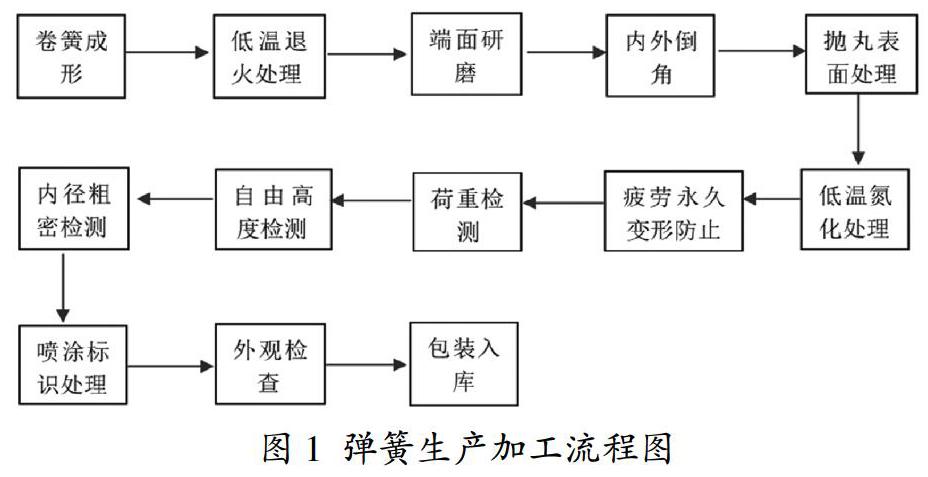
彈簧制造的工藝過程為:原材料線材放到送線機上,送到彈簧卷切機進行卷簧成形達到要求的螺距;剪切出來的工件通過輸送帶輸送到低溫退火爐進行退火處理;退火處理后送到端面研磨機進行兩邊端面的研磨;研磨結束送到倒角機進行內倒角和外倒角處理;再到拋丸機進行彈簧的表面處理;然后進氮化爐進行低溫氮化處理;接著經過疲勞永久變形防止處理;到荷重檢測、自由高度檢測、內徑檢測檢驗;然后對工件一端噴涂進行彈簧首尾端識別;再到外觀檢查;合格后包裝入庫。彈簧生產工藝過程見圖1。
在整個的彈簧生產流程中,我發現在后端的噴涂工序存在以下幾個問題:(1)彈簧經過荷重、自由高度、內徑及螺距(粗密)的性能檢測,送到噴涂工序進行首尾端噴漆識別,由專人在噴涂崗位上對輸送過來的彈簧工件,用手工噴涂完成的;專人作業占用了崗位人力資源。(2)手工作業對噴涂產品的外觀一致性不好,有的工件噴得很厚、有的噴得很薄從而影響產品外觀,并會造成工件返工重噴現象。(3)由于每個班次的操作工人熟練程度不一樣,油漆的消耗量也不一樣,造成一定程度的浪費。(4)由于工人操作熟練程度不一樣,導致有時產品噴不及時,需要將部分工件從輸送線上卸下來,和外觀返噴產品一起重噴,生產效率較低。(5)由于手工近距離噴涂作業,雖然崗位上有抽風系統,但還有氣味溢出,長期會對員工的身體健康帶來影響。
2 分析及改善對策
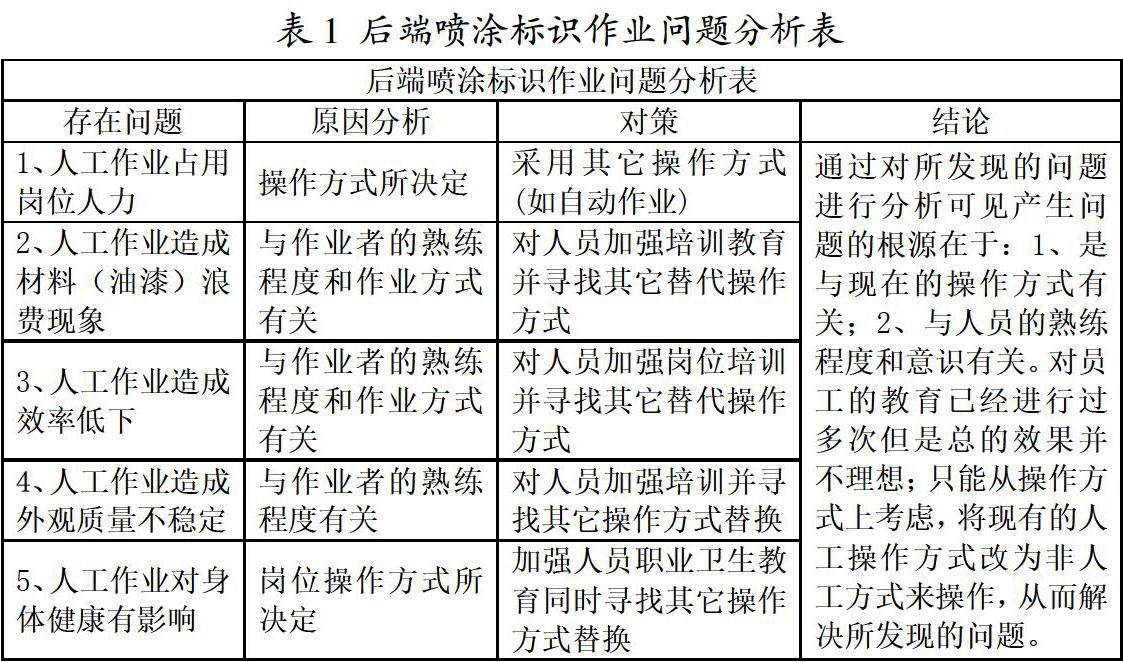
對后端噴涂標識作業常見問題進行綜合分析,做成分析表見表1。
通過對上述問題的研究分析,決定對噴涂標識工序操作方式進行自動化改造,由過去的人手操作改為自動噴涂作業。
2.1 電路構成及工作原理
交流220V電源分兩路一路供應PLC;另一路供應開關穩壓電源PS由開關電源PS輸出穩定的直流24V提供給接近開關PR、編碼器PG和報警輸出繼電器R1、報警指示燈L1、運行指示燈L2、噴漆電磁閥V1等;編碼器PG轉軸通過聯軸器與輸送輪聯結,輸送帶轉動時編碼器PG產生信號X0提供給PLC;工件由輸送帶傳送過來,接近開關PR產生工件檢測信號X1,到達噴槍位置時PLC控制輸出點Y4輸出電磁閥V1動作對工件進行噴涂,同時PLC 輸出點Y5控制操作面板上的噴漆指示燈L2點亮表示正在噴涂;根據工件大小不同,噴涂時間可通過操作面板上的轉換開關ZB實現時間長、短檔位調節;在調試噴槍性能和噴涂效果時可以用手動輔佐按鈕SB1來點動調試;當噴涂時間超過一定范圍時,報警輸出中間繼電器R1動作,停止供料電機運轉和噴涂,同時報警指示燈L1閃亮起警示作用;處理確認正常后按復位按鈕SB2可進行報警復位,讓機器重新投入工作。電氣原理接線圖見圖2、主要電器元件表和PLC輸入輸出I/O表見表2和表3。
2.2 編程與調試
根據控制的要求在電腦上用三菱PLC的編程軟件GX-DEVELOPER編寫PLC的控制梯形圖;主要應用了位移功能指令SFTL來編寫程序,編寫完在電腦上經初步檢查模擬運行修改程序編寫中的錯誤;然后安排在公司放假不生產時安裝硬件部分,按安裝規范要求,將各電氣材料安裝接線;檢查無誤后,將電腦與PLC用RS-232數據線連接,把編好的程序傳送到PLC上,通過電腦現場在線監控調試;調試的重點是感應工件后到工件輸送至噴槍前的時間把握:該時間可以先通過在PLC程序上修改指定的目標操作數Mn來實現(n為大于起始數而小于指定位元件長度的數值),也可以通過調節工件傳感器與噴槍的距離來實現。還有就是噴涂時間的長短設定可通過轉換開關ZB來實現:先設定程序上定時器的整定值,改變定時器設定值可以改變噴漆時間,然后再用檔位轉換開關ZB來外部操作切換,當轉換開關轉到長位置時噴涂時間較長、轉換到短位置時噴涂時間較短;通過調試直到合適。程序控制梯形圖如附錄所示。
2.3 改造后的效果
(1)實現了省人化目的,按一個工人平均每月1500元工資每天三班計算,每年至少可以節約5.4萬元人工費用,如果連同工人福利一起計算節約的費用就更加多;(2)消除了人工作業對員工身體健康潛在的影響;(3)噴涂工件外觀品質好;返噴率也由原來的千分之五,變為了現在的千分之零點零一,品質得到了大幅度的提高;(4)由于減少了工件重噴現象,生產節拍與前面工序的節拍一致,整體生產效率也得到了提高;(5)油漆用量由原來的每月五桶(20升/桶)變為了現在的四桶,原材料節約明顯,按每桶涂料價格4000元計算,每年可節約4.8萬元。
3 結束語
我們通過采取上述改進措施,使彈簧噴涂標識工序實現了操作方式由手動人工作業變成了自動噴涂作業;切底解決了人工操作方式所存在的問題;滿足了工序噴涂標識的要求,同時每年直接節約成本(人工費+材料費)10.8萬元,經濟效益明顯;改造效果達到了預期目的。
參考文獻:
[1]梁耀光,余文烋.電工新技術教程[Z].2012.
[2]歐姆龍編碼器E6C2-C使用手冊(電子版)[Z].
[3]三菱FX1S系列微型可編程控制器使用手冊[Z].2014.
[4]三菱可編程控制器技術與應用[Z].2018.
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 08:49:55
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 04:57:41
科學與財富(2016年28期)2016-10-14 02:15:32
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10