無鍍層1 500 MPa級熱成形鋼的激光拼焊性能
2019-12-03 03:00:28劉成杰
上海金屬 2019年6期
關鍵詞:焊縫
劉成杰 潘 華
(1.寶山鋼鐵股份有限公司中央研究院汽車用鋼研究所,上海 201900; 2.汽車用鋼開發(fā)與應用技術國家重點實驗室,上海 201900)
目前汽車輕量化已成為汽車工業(yè)技術革新的一個重要目標,要求在保證強度和安全性的前提下盡可能減重和降耗[1]。自20世紀70年代以來,基于相變強化和增塑機制,研究者相繼開發(fā)出各種先進高強度鋼(advanced high strength steel, AHSS)[2]和相應的成形技術,其中熱成形技術的發(fā)展最為迅猛。大眾和通用、福特等汽車公司都已掌握且擁有自主研發(fā)的能力和相應的熱沖壓設備,有效地提高了其市場競爭力[3]。歐、美、日等各大汽車生產制造商已成功地將超高強熱成形鋼板應用于汽車前后保險杠、車門防撞梁以及中通道、A柱、B柱、C柱等車身結構件[4]。超高強熱成形鋼板的應用不但可以實現(xiàn)車身的輕量化,而且還能顯著提高車體的彎曲剛性和扭轉剛性,保證了汽車的安全性[5]。
為順應輕量化趨勢,激光拼焊技術在汽車行業(yè)中得到了廣泛應用。激光拼焊板是將不同厚度、材質及表面狀態(tài)的鋼板使用激光焊接設備焊接在一起,熱沖壓成零件,以滿足對材料性能及厚度的不同要求[6]。該技術在汽車行業(yè)的應用,實現(xiàn)了減輕車身質量、增加車身剛度、減少車身零件裝備數(shù)量、提高裝配精度及降低汽車制造成本的目的。目前,應用于白車身的激光拼焊零件主要有前后車門內板、前后縱梁、側圍、底板、兩側的A,B,C柱、輪罩及背門內板以及門環(huán)等[7]。由于不同位置的設計需求,常采用等強差厚板和等厚差強板的拼焊方式。
本文以1 500 MPa級等強差厚板為研究對象,對其激光自熔焊和激光填絲焊兩種拼焊方式的可焊性開展了研究,并給出了該種連接組合的拼焊工藝,為實際激光拼焊板生產提供指導和參考。
1 試驗材料與方法
1.1 試驗材料
試驗材料選用寶鋼生產的熱沖壓用1.4和1.8 mm厚的B1500HS鋼板,其化學成分如表1所示。熱處理前組織為鐵素體和珠光體,交貨狀態(tài)為冷軋退火態(tài)。

表1 B1500HS鋼的化學成分(質量分數(shù))Table 1 Chemical composition of the B1500HS steel (mass fraction) %
1.2 試驗方法
1.2.1 激光焊接
激光光源為TruDisk5001系列碟片式激光器,激光采用光纖傳導,使用TRUMPF BEO D70激光頭。采用Fronius VR1550送絲機和φ1.2 mm鋼焊絲送絲機構,焊絲牌號為ER50- 6。
激光拼焊板的厚板區(qū)料厚1.8 mm,薄板區(qū)料厚1.4 mm,采用激光自熔焊和激光填絲焊,分別編為1號和2號,焊接參數(shù)如表2所示。

表2 焊接參數(shù)Table 2 Welding parameters
1.2.2 熱沖壓試驗
熱沖壓試驗在熱沖壓生產線上完成。板料尺寸為300 mm×300 mm。試驗選用平板模具,其上、下模均內置循環(huán)冷卻水道。熱沖壓試驗流程如下:先將板材加熱到930 ℃保溫4 min,然后快速轉移到熱沖壓模具上,啟動壓機以500 t壓力保壓10 s,完成熱沖壓過程。
1.2.3 組織觀察和性能測試
使用激光切割將熱沖壓前后的焊接試件沿垂直焊縫方向切取金相試樣(8 mm×15 mm)和拉伸試樣(圖1)。金相試樣采用兩種試劑腐蝕,試劑1為4%(體積分數(shù),下同)硝酸酒精溶液,試劑2為Lepera試劑(4%苦味酸酒精溶液+2%偏重亞硫酸鈉水溶液)。腐蝕后采用Zeiss AxioCam MRc5金相顯微鏡觀察焊縫的顯微組織。采用KB 30S- FA維氏硬度計測量焊縫中心的硬度分布,試驗力4.9 N(500 g),保壓時間10 s。參照GB/T 228—2002,采用Instron 5581- C10100微機控制電子萬能試驗機進行拉伸試驗。分別將自熔焊和填絲焊接試樣編為1- 1、2- 1號,焊后熱沖壓試樣編為1- 2、2- 2號。

圖1 拉伸試樣尺寸Fig.1 Demension of tensile specimen
2 結果與討論
2.1 激光自熔焊
表3為自熔焊焊縫拉伸試驗結果,可知:1- 1號試樣斷裂于薄板側母材,屈服強度為340 MPa,抗拉強度為520 MPa,斷后伸長率為11.8%。1- 2號試樣也斷裂于薄板側母材,屈服強度為1 070 MPa,抗拉強度為1 380 MPa,斷后伸長率為4.2%。一般要求熱沖壓后激光拼焊板的抗拉強度不低于1 450 MPa,斷后伸長率不低于4%(標距50 mm),可見該自熔焊接頭強度不達標。

表3 自熔焊縫拉伸試驗結果Table 3 Tensile test results of weld of self- fusion welding
圖2為1- 1號試樣的金相照片,可以看到焊縫平均寬度為0.44 mm,焊縫邊部有凹陷,填充金屬量不足,易造成應力集中。其母材組織為鐵素體和珠光體,焊接熱影響區(qū)為馬氏體和少量鐵素體;焊縫組織幾乎全為馬氏體。圖3為1- 2號試樣的金相照片,可以看出熱沖壓后母材和焊縫組織幾乎全為馬氏體。
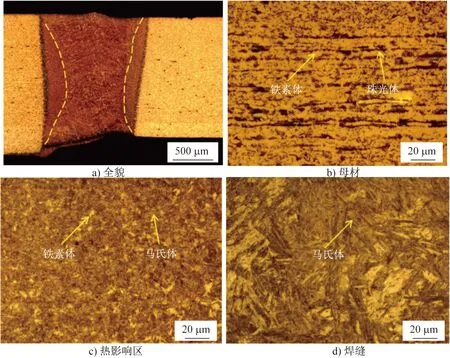
圖2 1- 1號試樣金相照片F(xiàn)ig.2 Metallographs of samples No.1- 1

圖3 1- 2號試樣金相照片F(xiàn)ig.3 Metallographs of samples No.1- 2
圖4為自熔焊焊縫的顯微硬度測試結果。1- 1號試樣的焊縫平均硬度為482 HV0.5;1- 2號試樣的焊縫和母材硬度無差異,平均值為460 HV0.5。
2.2 激光填絲焊

圖4 自熔焊焊縫顯微硬度分布Fig.4 Microhardness distributions of self- fusion welding seam
激光填絲焊焊縫拉伸試驗結果如表4所示,2- 1號試樣均斷裂于薄板側母材,屈服強度為340 MPa,抗拉強度為520 MPa,斷后伸長率約為11.6%。可見熱沖壓前自熔焊和填絲焊接接頭的力學性能基本一致。2- 2號試樣均斷裂在焊縫附近,屈服強度為970 MPa,抗拉強度為1 180 MPa,斷后伸長率為1.2%。可見熱沖壓后自熔焊和填絲焊接接頭的力學性能差異較大,有待進一步分析。

表4 填絲焊焊縫拉伸試驗結果Table 4 Tensile test results of filler wire welding seam
2- 1號試樣的金相照片如圖5所示。可以看到焊縫平均寬度為0.58 mm,焊縫填充飽滿,外觀無缺陷。因此,填絲焊有利于焊縫外觀成形。其母材為鐵素體和珠光體,焊接熱影響區(qū)為馬氏體和少量鐵素體,焊縫組織幾乎全為馬氏體。2- 2號試樣的金相照片如圖6所示,可見母材幾乎全為馬氏體,焊縫除含有馬氏體外還有大量的白色相。

圖5 2- 1號試樣金相照片F(xiàn)ig.5 Metallographs of samples No.2- 1
圖7為填絲焊焊縫的顯微硬度測試結果。2- 1號焊縫平均硬度為495 HV0.5;2- 2號母材平均硬度為483 HV0.5,焊縫區(qū)硬度明顯降低,最低為359.1 HV0.5。相比自熔焊,填絲焊焊縫熱沖壓后的硬度明顯下降。
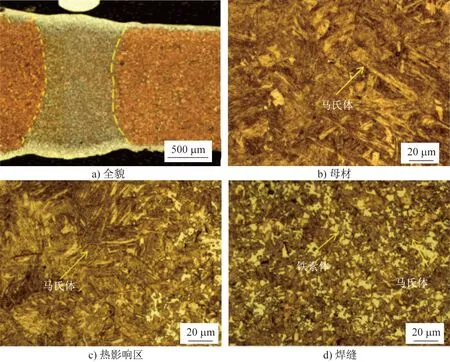
圖6 2- 2號試樣金相照片F(xiàn)ig.6 Metallographs of samples No.2- 2

圖7 填絲焊焊縫顯微硬度分布Fig.7 Microhardness distributions of filler wire welding seam
為進一步研究填絲焊焊縫熱沖壓后整體軟化的原因,使用Lepera試劑對自熔焊和填絲焊接頭進行腐蝕。腐蝕后的顯微組織如圖8所示,可見馬氏體呈白色,鐵素體呈灰色,貝氏體呈黑色。其中1- 2號自熔焊接頭熱沖壓后的母材基本為馬氏體組織,焊縫中存在大量馬氏體和少量鐵素體;2- 2號填絲焊接頭母材為馬氏體組織,焊縫中存在大量的鐵素體,這是填絲焊接頭整體軟化的原因,即低碳鋼焊絲填入過多導致焊接接頭碳含量降低,因此在熱沖壓淬火過程中,焊縫的淬透性不足而形成了鐵素體。
2.3 激光填絲焊工藝優(yōu)化
如上所述,兩種焊接方案接頭均不合格,需優(yōu)化焊接工藝。雖然本試驗中自熔焊接頭的性能優(yōu)于填絲焊。但在實際生產中,由于裝配間隙、切邊質量等影響易出現(xiàn)較大的質量風險。因此,從使用可靠性考慮,現(xiàn)場采用填絲焊方案更為穩(wěn)妥。于是采用了ER50- 6和H80S兩種焊絲進行填絲焊,分別編為工藝3和工藝4,其焊接工藝參數(shù)如表5所示。

圖8 焊縫經Lepera試劑腐蝕后的金相照片F(xiàn)ig.8 Metallographs of welding seam etched by Lepera reagent

表5 優(yōu)化后填絲焊工藝參數(shù)Table 5 Parameters of optimized filler wire welding
同樣,對焊后板材進行熱沖壓淬火,再切取拉伸試樣和金相試樣。表6為焊縫拉伸試驗結果,可知:3號試樣斷裂在薄板側母材,屈服強度為1 110 MPa,抗拉強度為1 450 MPa,斷后伸長率為4.2%。4號試樣也斷裂在薄板側母材,屈服強度為1 134 MPa,抗拉強度為1 460 MPa,斷后伸長率為4.5%。可以看出,相對于上一輪激光拼焊板,通過降低送絲速度、減少焊絲填入量,采用ER50- 6和H80S焊絲焊接均可形成性能優(yōu)良的接頭。

表6 工藝優(yōu)化后焊縫拉伸試驗結果Table 6 Tensile test results of welding seam after process optimization
圖9為兩種焊絲填絲焊接頭的金相照片,其中3號焊縫平均寬度為0.55 mm,4號焊縫平均寬度為0.51 mm,可見填入少量焊絲可使差厚板焊縫處過渡圓滑,填充飽滿。相比自熔焊,采用填絲焊有利于焊縫外觀成形。

圖9 兩種焊絲填絲焊接頭的金相照片F(xiàn)ig.9 Metallograps of welding seams filled with two wire feeders
圖10為焊縫顯微硬度分布曲線。可見3號試樣母材的平均硬度為506 HV0.5,焊縫平均硬度為522 HV0.5,稍高于母材。4號試樣母材的平均硬度為502 HV0.5,焊縫平均硬度為528 HV0.5,也稍高于母材。可見,減少焊絲填入量后,低碳鋼焊絲對焊接熔池的稀釋作用會降低,不會產生焊縫軟化。
綜上可知,采用激光填絲焊對無鍍層1 500 MPa級熱成形鋼進行拼焊,在保證焊縫填充飽滿的前提下,控制好送絲量,可以得到性能優(yōu)良的接頭。基于上述研究結果,采用優(yōu)化焊接工藝試制了某乘用車熱成形B柱零件,如圖11所示。可見零件成形良好,焊縫無開裂,該優(yōu)化工藝可在同類零件生產中推廣。

圖10 工藝優(yōu)化后焊縫的顯微硬度分布Fig.10 Microhardness distributions of welding seam after process optimization

圖11 實沖的拼焊熱成形B柱Fig.11 Hot- formed laser tailor- welded B- pillar part
3 結論
(1)激光自熔焊接頭性能一般,焊縫填充不足,不建議采用自熔焊方式。
(2)激光填絲焊可有效優(yōu)化焊縫形貌,但由于低碳鋼焊絲填入過多而導致焊縫軟化。
(3)通過工藝優(yōu)化、嚴格控制焊絲填入量可獲得性能優(yōu)良的焊接接頭,并成功試制出汽車拼焊B柱零件。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
