曲線焊縫汽車鋼板激光焊接專用夾具的設計和應用
2019-12-03 02:56:36侯寶輝王云浩
上海金屬 2019年6期
關鍵詞:焊縫
侯寶輝 宋 藝 王云浩 張 梅
(上海大學材料科學與工程學院,上海 200444)
隨著汽車工業的發展,車身質量、能耗、尾氣排放量等已成為各大汽車廠提升競爭力的關鍵指標,國內外對汽車行業在節能降耗和環保方面的要求也越來越高。因此,在確保安全性的前提下,汽車車身減重是汽車廠亟待解決的問題。激光拼焊板(簡稱TWB, tailor welding blank)就是將兩張或兩張以上不同材質、不同厚度、不同表面鍍層的鋼板,利用激光能量熔融焊接起來,然后整體沖壓和組裝成汽車車身。采用激光拼焊板制作汽車車身具有車身輕、沖壓工序簡單、安全性和可靠性好、生產效率高等特點,已成為各大汽車廠實現汽車輕量化的重要手段[1]。
目前,激光焊接產品的焊縫形狀主要有直線形、折線形和曲線形3種。曲線焊縫的焊接是一種精度高、柔性好的焊接工藝,但控制難度較大,要獲得良好的焊接質量,不僅需要先進的生產設備和穩定的焊接工藝,更需要與之匹配的專用夾具。焊接夾具的設計不僅要考慮其定位精度、夾緊穩定性、系統剛性等基本要求,還要顧及到快速上料、夾緊、焊接、下料等工序,要能提高生產效率。近年來,隨著激光焊接技術的發展,專用夾具的應用已經越來越普遍,已成為必不可少的裝備,能保證焊接件的精確度,防止焊件變形或位移,提高焊接質量。
本文研究的激光焊接專用夾具,就是在焊接前對焊接件進行定位和夾緊。其目的主要有[2]:(1)避免被焊工件在焊接過程中位移;(2)使工件的焊接變形保持在可控范圍內,并確保工件的拼接間隙穩定。
1 曲線焊縫焊接夾具的設計
焊接夾具主要由定位機構和夾緊機構組成,能對焊接工件施加反向變形力或剛性夾固,從而減小焊件的變形和位移。但是在激光焊接過程中,為了減少焊接應力,又能使焊件在某一方向自由伸縮,要根據焊件的形狀和尺寸來確定夾具的定位方法、定位基準及夾緊機構的設計[3]。設計夾具時,還應考慮其經濟性。
以某型汽車的門板為例,它是由兩塊不同厚度的鋼板焊接而成的,厚板厚度為1.4 mm,薄板厚度為0.7 mm,其焊縫由6條直線和5條弧線組成。本文論述了該門板激光焊接專用夾具的設計和應用,門板及焊縫的形狀如圖1所示。
1.1 夾具定位方式設計
如上所述,焊接夾具主要由定位機構和夾緊機構組成,將待焊件按工藝要求放在確定的位置的過程稱作定位,工件保持在夾具中確定位置的過程稱作夾緊。夾具的定位設計時,首先應遵循物體定位原則即六點定則。為了保證焊件在焊接過程中位置固定,需研究焊件如何在笛卡爾坐標系中固定不動。對于笛卡爾坐標系,如果物體在空間中不與其他物體接觸,則對于空間直角坐標系而言,物體可以沿x、y、z軸移動,或者分別繞x、y、z軸旋轉。也就是說,一個獨立的物體在空間最多有6個自由度,因此,自由度是確定物體空間位置的參數[4- 5]。
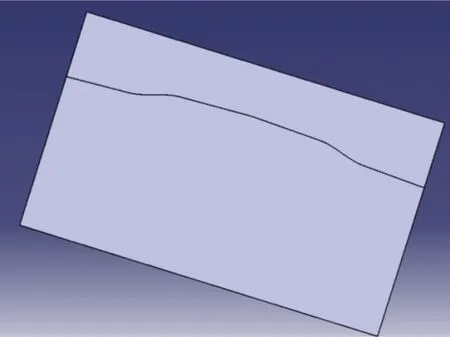
圖1 某型汽車門板示意圖Fig.1 Schematic of a certain type of car door panel
對于上述門板的焊接用夾具,其設計思路是:首先采用定位銷對厚板進行導程定位,即Y向自由度限制;采用氣動翻轉機構作為厚板的導向定位,即X向自由度限制;采用底部電磁鐵作為基準面,即Z向自由度限制,如圖2(a)所示。然后,薄板的X、Y向自由度的限制均是利用厚板定位后的邊緣,Z向自由度限制仍依靠底部電磁鐵,以此完成厚板和薄板的定位[6],如圖2(b)所示。
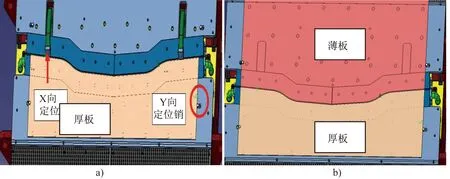
圖2 (a)厚板定位和(b)已定位的厚、薄板示意圖Fig.2 Schematic of (a) positioning the thick plate and (b) the positioned thick and thin plates
1.2 定位器設計
定位器是保證焊件能在夾具中處于正確位置的部件,也可稱為定位原件或定位機構[7]。為了保證工件的定位精度,厚板的導向定位基面定位器采用氣動翻轉機構,并使其氣缸的行程精度達到±0.1 mm,如圖3所示。

圖3 氣動翻轉定位器Fig.3 Pneumatic turnover locator
焊接夾具的定位器還要有良好的耐磨性、機械剛度以及較高的制造精度和安裝精度。本文設計的夾具,安裝基面的定位器主要承受焊件的重力,其與焊件接觸的部位易磨損,因此在電磁鐵基面以外附加了墊板滾珠,其最高點為支撐點,比電磁鐵安裝面高0.2~0.3 mm,可避免焊接件直接接觸電磁鐵而發生磨損[8],如圖4所示。
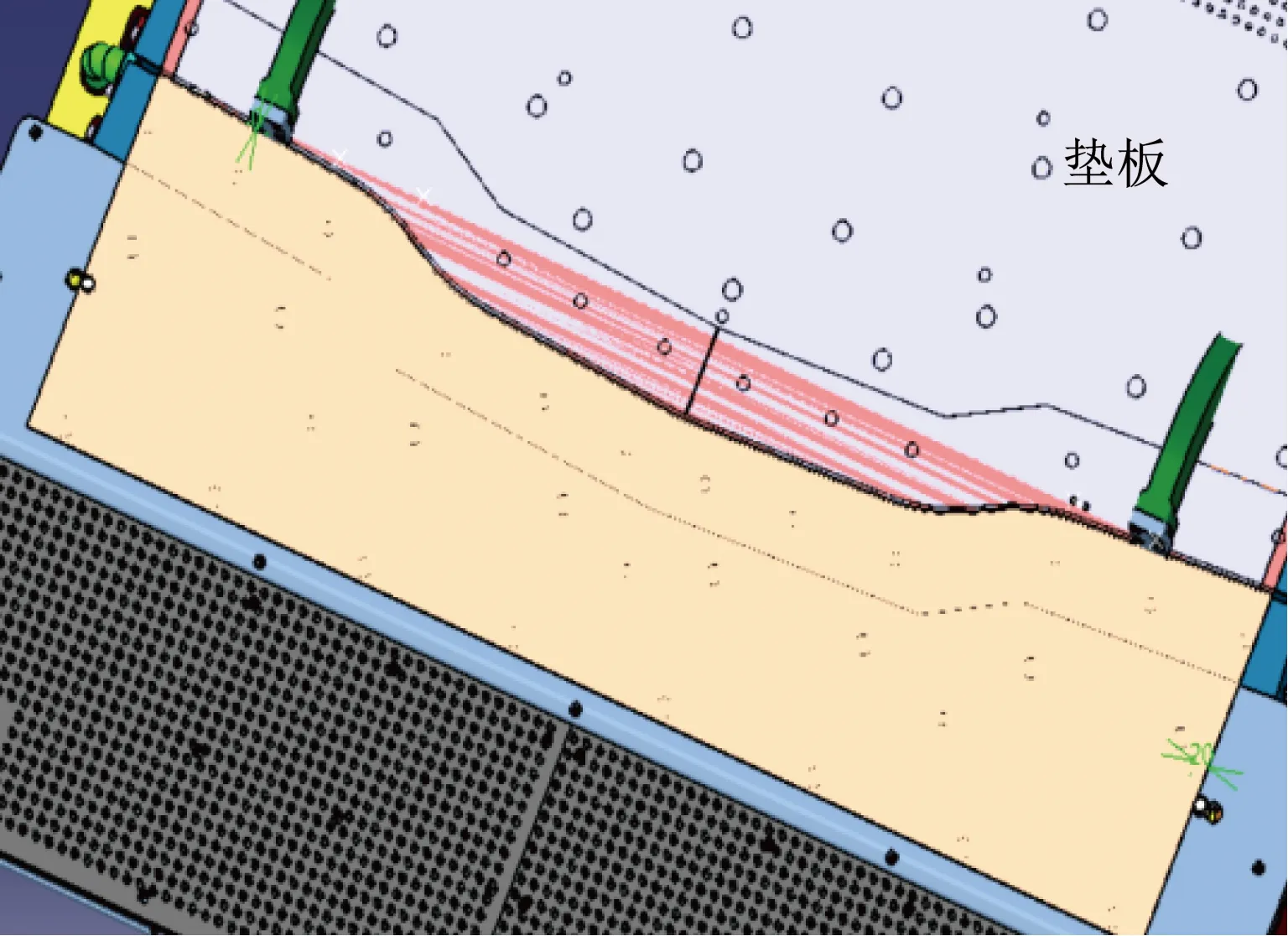
圖4 電磁鐵附加墊板Fig.4 Additional pad for electromagnet
1.3 工件夾緊力計算
焊接夾具的設計計算首先要確定焊接時焊件所需的夾緊力,然后根據夾緊力大小、焊件結構、夾緊點布置、安裝空間大小以及激光焊接頭的可達性等因素確定夾緊機構的型號和數量,并計算選定夾緊機構的強度和剛度[9]。
焊件所需的夾緊力大致可分為4類。第1類是預防焊接件在焊后冷卻過程中發生變形所需的夾緊力;第2類是焊接前對焊件施加反向變形力所需的夾緊力;第3類是焊件裝配時,為了保證安裝精度,確定間隙和位置所需的夾緊力;第4類是在具有翻轉功能的夾具或胎具上,為克服重力作用所需的夾緊力。
目前,由于焊接結構的復雜性和計算理論的不完善,對上述前3類夾緊力尚不能進行理論計算,因此往往采用數值模擬計算軟件或通過試驗來確定夾緊力。本文采用數值模擬與試驗相結合的方法確定夾具的夾緊力[9]。
薄板在焊接過程中易產生波浪變形或局部的圓形或橢圓形鼓包,或在焊縫附近凹陷而使板面扭曲變形。板材的圓形鼓包可理解為周邊固定的板材在均布載荷q作用下形成的彎曲,其中心撓度可用式(1)表示:
(1)
將q值和C值代入式(1)后得:
(2)
式中:E為板材的彈性模量,近似取E=2.06×105MPa;δ為板材厚度;v為板材的泊松比,對于該材料,v=0.3。
經試驗測得板材變形后的f、r值,即可利用式(2)計算出F值即夾緊力。同時要考慮夾緊力是否超出板材的屈服強度,因此還需根據式(3)計算板材鼓包中心的應力:
(3)
(4)
將式(2)代入式(4)得:
(5)
將實測的鼓包尺寸代入式(5)即可計算出板材的應力值σ。若該應力值超過板材的屈服強度σs,則在計算夾緊力Fs時,將σ置換成σs得:
(6)
計算的夾緊力F或Fs并不是均勻地分布在整個鼓包上,而是分布在電磁鐵的N、S極之間,因此可近似地認為每段磁極的夾緊力為:
(7)
當σ>σs時,則計算載荷的公式為:
(8)
由上述公式可以計算出焊接時所需的夾緊力,以此來選擇夾緊機構的類型和數量。該案例中0.7 mm的薄板最容易產生鼓包,試驗測定的薄板產生鼓包的r≈12 mm,因此,為保證夾持過程中薄板不出現鼓包,按照材料的屈服下限計算夾緊載荷,根據式(8)計算出焊接所需的最大夾緊力[10]:

(9)
即焊接長度上所需的最大夾緊力為10.9 N/mm。
1.4 電磁鐵選型計算
曲線焊縫待焊件主要依靠電磁鐵吸力夾緊,因此必須保證在較短時間內提供足夠大的吸力,且在激光焊接后能快速消磁,以便快速且方便地取下焊接板。本文選用進口的電磁鐵,能保證設備運行的壽命和可靠性。由于電磁鐵在使用中會發熱,為使電磁鐵能及時散熱,必須增加水冷系統。本文電磁鐵的水冷系統設計為4回路,其結構如圖5所示(每個虛線框為一個回路)。

圖5 電磁鐵水冷系統示意圖Fig.5 Schematic of water- cooling system of the electromagnet
電磁鐵的磁力可根據安培力公式和磁化強度矢量的定義推導:
(10)
式中:φ為通過鐵芯極化面的磁通,wb;δ為未吸合時銜鐵和鐵芯的氣隙長度,cm;α為修正系數,一般為3~4,本文取4;s為鐵芯極化面面積,cm2。
式(10)中磁通量為:
φ=IW×Gδ×108
(11)
式中:IW為線包的安匝值,匝數W=7.36×104;Gδ為工作磁通的磁導,H。
工作磁通的磁導計算公式為:
(12)
式中:R0為銜鐵旋轉到鐵芯中心的長度,cm;μ0為空氣中的磁導率,0.4π10-8H/cm;r為極化面半徑,cm。
由圖6所示的電磁鐵結構圖可知,R0=0.56,r=0.3,δ=0.069,故由式(12)可得磁導:

(13)
φ=IW×Gδ×108=4.12×105I
(14)
為防止0.7 mm厚的鋼板出現鼓包,按式(8)推導出需要單位面積10.9 N/mm2夾緊力,根據鋼板尺寸,在111 mm×902 mm 面積上需要約104N夾緊力。
圖6 電磁鐵結構圖Fig.6 Sketch drawing of the electromagnet
將F=104以及式(11)、(12)、(14)和上述已知量代入式(10)得:
電流I=0.73A
已知電磁鐵的工作電壓為110 V,由P=UI推導出功率為80 W。由此確定該電磁鐵的主要參數為工作電壓110 V、功率80 W。
1.5 工件預緊力的數值模擬
通常,電磁鐵的吸力采用經驗公式計算,但不能直觀地反映磁場分布,而且對于結構復雜、材料不同或貼合間隙大的焊件誤差較大,因此本文采用數值模擬的方法進行研究[11]。
有限元分析的操作流程至少有前處理、計算和后處理3步[12]。本文首先利用3D軟件建立求解模型,劃分網格,添加材料和界面屬性,施加邊界條件和受力,利用數值模擬軟件得到可視化分析結果。在劃分網格時,焊縫附近的單元格要細分,為了確保模擬軟件的計算速度,節約系統資源,遠離焊縫的單元格可以給予較大的尺寸[13]。采用模擬軟件計算得到的結果如圖7所示。
焊件邊部與定位銷接觸,所以數值模擬初始處于接觸狀態。曲線形焊縫的兩側即C區和D區,由于電磁鐵提供電磁力,也處于接觸狀態,并且從應力分布可知,電磁鐵的吸力使這兩個區域處于均勻受力的狀態。
從圖8可以看出,焊縫附近的應力最大,且均勻分布,有效應力最大值為10.23 MPa,即10.23 N/mm2,與式(9)的推導結果基本吻合。所以從有限元分析結果進一步證明電磁鐵選型基本正確。
圖7 焊接件有限元模擬示意圖Fig.7 Schematic of finite element simulation of welded assembly
圖8 曲線焊縫有效應力有限元模擬示意圖Fig.8 Schematic of finite element simulation of effective stress for the curve welded joint
2 應用及效果
根據上述方案設計、制作了汽車門板的焊接專用夾具,并投入生產應用。在使用該夾具時,首先要正確安裝,并且待焊件的平整度、外觀等都應符合激光焊接的相關要求。在這些均滿足的條件下,連續進行了17批次門板的試生產,所記錄的數據列于表1。圖9為夾具和門板的照片。
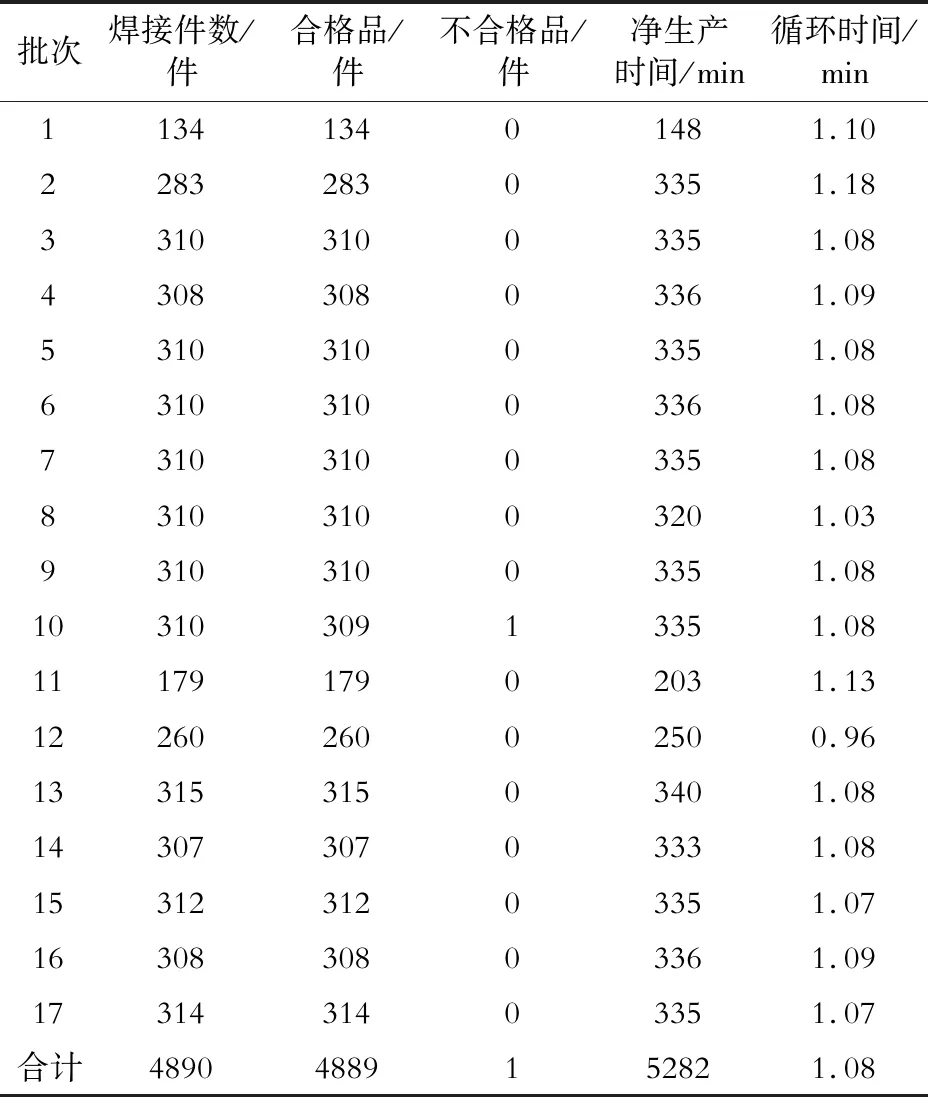
表1 17批次門板的試生產數據Table 1 Data regarding 17 batches of the trial- produced door panel
從表1可以看出,試生產的門板共4 890件,合格品4 889件,不合格品1件,廢品率0.20%,焊接質量穩定, 說明該專用夾具能滿足批量生產要求。由表1還可以看出,零件生產時循環時間穩定,無異常停機故障。
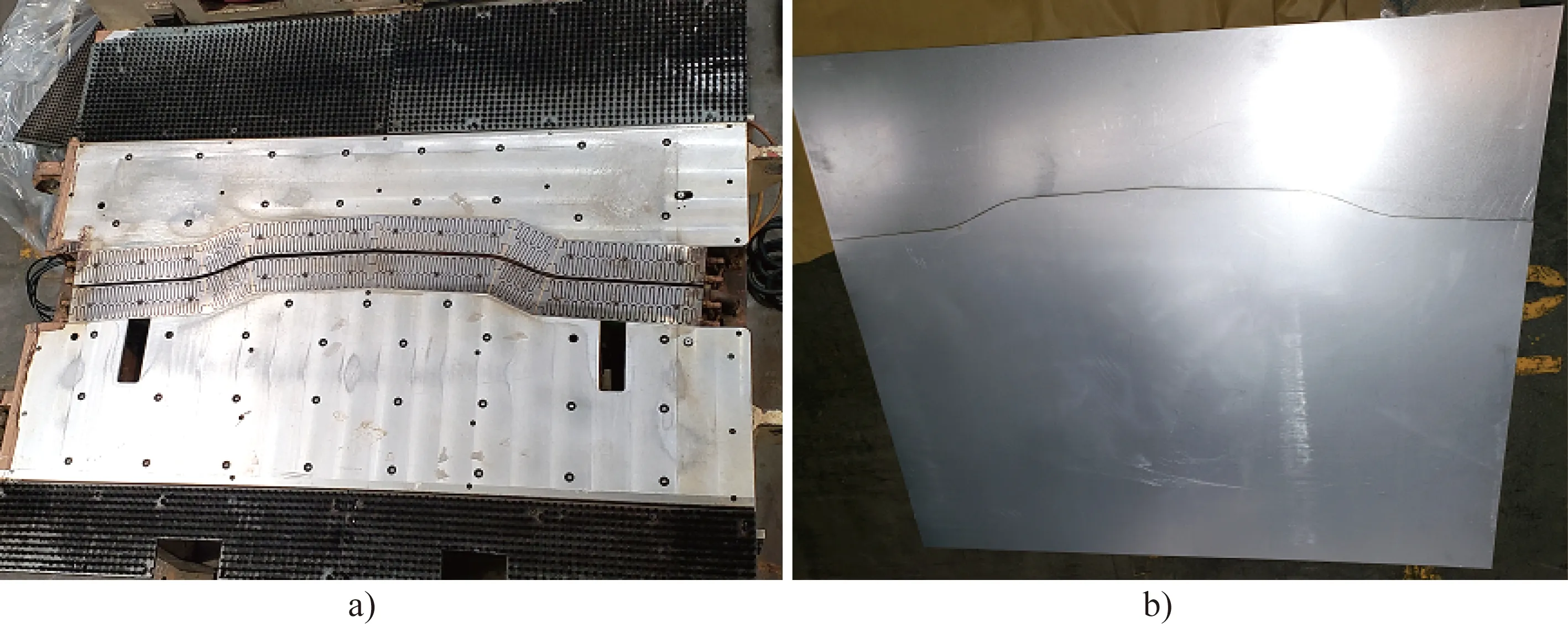
圖9 (a)專用夾具和(b)門板照片Fig.9 Macrographs of (a) the special fixture and (b) the door panel
3 結束語
(1)隨著對汽車輕量化要求的進一步提高,曲線形焊縫的焊接鋼板在汽車工業中的應用日益廣泛。
(2)焊接汽車鋼板時,焊件的定位過程為:用定位銷先對厚板進行Y向自由度限制,用氣動翻轉機構對厚板進行X向自由度限制,用底部電磁鐵作為基準面進行Z向自由度限制;然后,利用厚板定位后的邊緣限制薄板的X、Y向自由度,Z向自由度限制仍依靠底部電磁鐵。
(3)焊件的夾緊主要靠電磁鐵吸力,應保證能在較短時間內提供足夠大的吸力,且激光焊接后能夠快速消磁。電磁鐵的水冷系統為4回路。
(4)根據彈性力學原理計算的焊接過程中所需的夾緊力約為10.9 N/mm2,用電磁力學公式推導出提供該夾緊力所需的電磁鐵工作電壓為110 V,功率80 W,這是設計夾具的依據。通過有限元模擬得到的該夾具在焊縫附近提供的最大有效應力為10.23 MPa,即10.23 N/mm2,這與夾緊力的計算結果基本吻合,證明電磁鐵選型合理。
(5)采用試制的焊接專用夾具激光焊接某汽車門板的一次合格率達到了99.8%,能滿足激光焊接質量要求和企業的生產效率要求,實現汽車零部件的批量生產。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
