混凝土鉆芯法抗壓強度主要影響因素探討
2019-12-03 10:54:36蘭建強
四川水泥 2019年10期
關鍵詞:混凝土
蘭建強
(福建省永正工程質量檢測有限公司,福建 福州 350012)
針對實體混凝土強度檢測以及質量鑒定,可以合理應用鉆芯法,此類方法應用中具有直觀化,可靠,更貼近實際等應用特征。在實踐操作過程中,技術人員要制取混凝土圓柱體試樣,采取精確化切割、打磨與補平措施。在芯樣加工過程及破型中,試驗操作受到較多因素的綜合影響,如加載速率、芯樣端面加工及處理方式、芯樣直徑及高徑比、壓頭結構形式等。本文通過對加載速率、芯樣端面加工及處理方式等試驗操作要素進行合理分析,建立試驗操作過程與抗壓強度之間的關聯,以便于更好、更準確地綜合反映混凝土的質量。
1 端面加工及補平方式應用研究
對混凝土芯樣進行鋸切之后選取各類端面處理方式,常用的主要有機械化磨平操作、硫磺膠泥及水泥砂漿材料補平等措施。針對強度等級不同的混凝土芯樣,選取不同的端面處理方式。各個端面在全面處理過程中要對基本試驗成效進行分析。本文基于斷面處理方式綜合分析不同處理方式之間的差異性,再判定其對試驗結果產生的主要影響。采取的方案是選取三種強度等級混凝土C25、C40、C55,用不同的端面處理方式進行強度對比試驗。每種強度等級混凝土制備12組進行試驗,每組為3塊邊長150mm的立方體樣本。其中2組共6塊進行立方體標準抗壓試驗,5組鉆取高度與直徑比為1:1,直徑為100mm的圓柱體芯樣,應用硫磺膠泥補平處理方式,補平厚度控制在1.5mm內,剩余5組鉆取高度與直徑比為1:1,直徑為100mm的圓柱體芯樣,應用機械磨平處理方式。所有試件成型后均在標準養護室養護,標準養護 28d后,進行芯樣的鉆取及端面加工磨平處理,在進行抗壓試驗時,芯樣抗壓試驗時間與同標號的立方體試件抗壓試驗時間差控制在4h以內[1]。端面全面加工補平處理之后其基本垂直度與平整度要全面適應規范化鉆芯檢測混凝土技術規程要求,依照規范化標準展開強度試驗操作。通過數據統計處理以及正態檢驗對各項數據進行深入檢驗分析,判定各項數據中表現出的正態變化規律。再根據正態樣本離群值判定與處理,借助檢驗法對離群值進行綜合分析[2-3],具體結果如表1、表2所示。
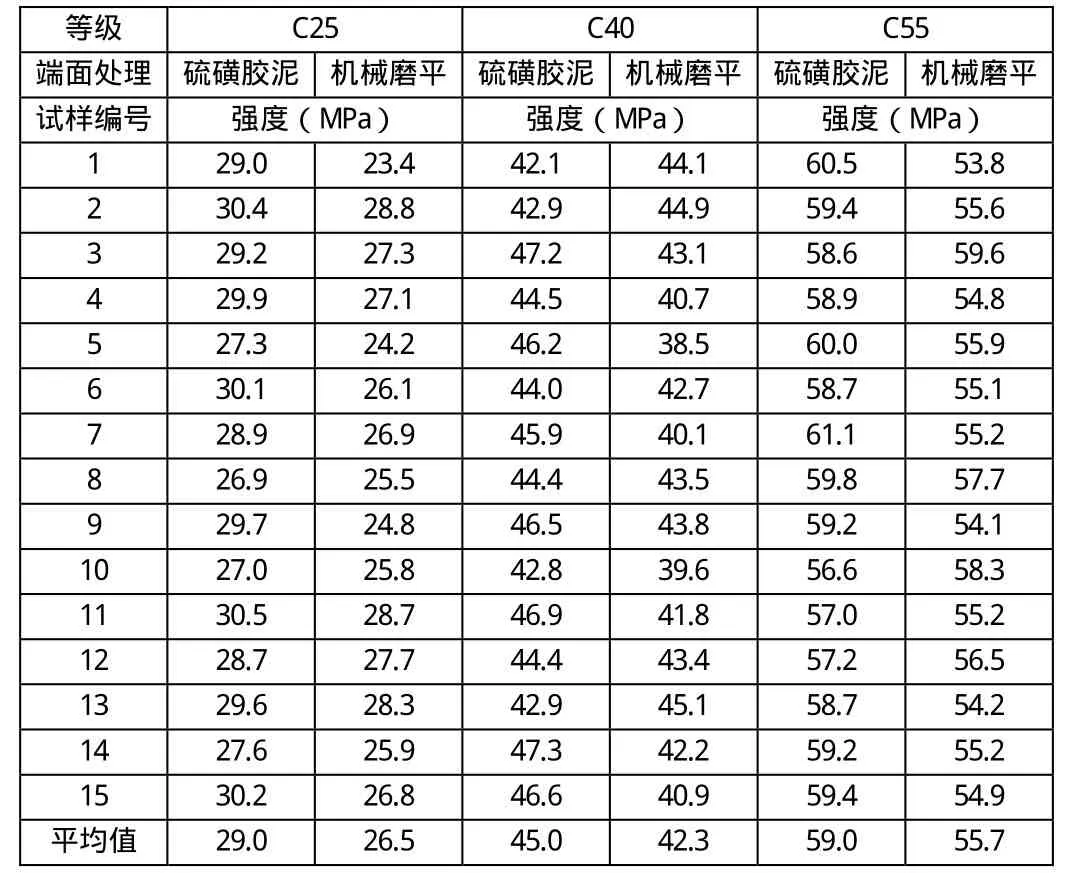
表1 不同的端面加工及處理方式試驗結果分析

表2 不同強度等級混凝土立方體抗壓強度值

組2(MPa) 29.2 45.8 59.7平均值(MPa) 29.5 45.4 59.3
從表1、表2的具體實踐操作結果中能得出,抗壓強度等級在C25到C55之間,當前相關技術人員合理應用硫磺膠泥補平和機械磨平處理芯樣后再進行抗壓試驗,機械磨平由于會對芯樣進行二次干擾,磨平的工藝不均勻,存在一些表面缺陷,受力傳遞方式的不同,整體的芯樣抗壓強度值偏低,且離散性更大一些。
應用硫磺膠泥補平的試樣,整體抗壓強度值較機械磨平方式處理的芯樣高且分布更加集中,與混凝土立方體標準試塊抗壓值結果相當,更接近構件實體的強度真實值,更有代表性。
對于強度等級在C60及以上的混凝土芯樣,本文未進行相關對比試驗,需要后期通過試驗進行論證機械加工磨平,硫磺膠泥補平對高強混凝土的擾動影響程度。
2 加載速率分析
在芯樣抗壓強度試驗中主要是依據《鉆芯法檢測混凝土強度技術規程》JGJ/T 384-2016[4],應用混凝土力學試驗方法開展,規范具體要求的加載速率如表3所示。

表3 規范要求的加載速率
在試驗操作過程中主要是選取不同等級混凝土芯樣進行加工,例如應用 C25以及C50強度等級混凝土芯樣,對其進行全面加工之后,要通過規范化措施對獲取樣品垂直度以及平整度進行規范化測量,促使其滿足標準要求。基于多個加載速率展開多項試驗操作,統計具體結果如表4所示[2]。
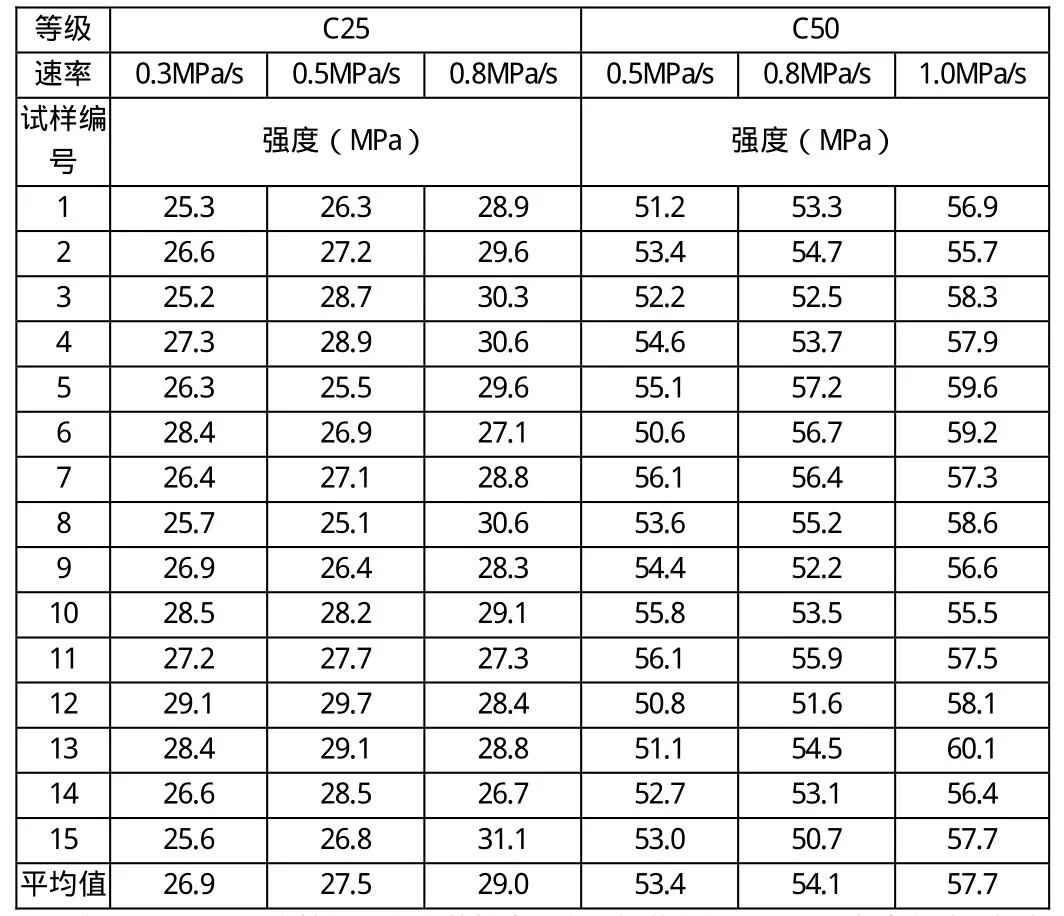
表4 不同加載速率試驗結果分析
在C25、C50強度等級混凝土芯樣中,應用規范化的最低、最高速率以及超出標準要求速率開展針對性試驗。從表4各項數據中能得出,當加載速率在規范要求的范圍內變化時,混凝土的強度檢測值基本穩定,變化的幅度不大,相對較小,當加載速率增大,超過標準要求時,混凝土強度值出現較大增幅,針對C25等級混凝土,加載速率由0.3MPa/s提高到0.8MPa/s,混凝土芯樣強度檢測值由26.9MPa提高到29.0MPa,提高了7.8%,針對C50等級混凝土,加載速率由0.5MPa/s提高到1.0MPa/s,混凝土強度檢測值由53.4MPa提高到57.7MPa,提高了8.1%。從上述各項結果中能得出,在試驗操作中將加載速率控制在規范規定范圍中對具體試驗結果不會產生較大影響,結果具有對比性。采用高加載速率進行測試,獲取的試驗數據結果偏高。針對高于C60等級的混凝土芯樣,對不同加載速率中要分析對試驗數據產生的綜合影響。相關檢測部門在工程質量監督檢測過程中,要調節各個環節操作,對加載速率進行嚴格調控,整合記錄多項數據。
3 結論
混凝土屬于各類復合型材料混合制作而成,在混凝土中各類性質的力學強度是基本屬性,在數量值中會表現出較大差異性,在混凝土芯樣抗壓試驗中,要合理的選擇芯樣端面加工處理方式、芯樣抗壓試驗的加載速率。不同的端面處理,對抗壓結果的影響不同,在C25到C55等級范圍內硫磺膠泥補平方式比機械磨平方式強度更高,其檢測值更接近相同等級的立方體試件標準抗壓強度。需要注意的是,補平的時候,如果芯樣出現有明顯刀痕或邊緣有凸起,應該進行打磨后再補平。不同的加載速率對抗壓結果有不同的影響,在具體的試驗操作中將加載速率控制在規范規定范圍中對試驗結果不會產生較大影響,結果具有對比性,采取超出規范的高加載速率進行試驗,獲取的試驗數據結果偏高,在具體的試驗中,將速率設定為某一數值時,壓力機的實際速率會在一定范圍內波動,所以我們在試驗中應該將速率設定在規范要求范圍的中值,這樣可以減小加載速率不同帶來的試驗結果偏差。
硫磺膠泥補平由于操作較為麻煩,需要精確控制硫磺膠泥的加熱溫度,同時人員在操作的過程中也涉及到一些安全防護問題,可以再進行一些研究,應用水泥凈漿、云石膠及一些性能優良的砂漿進行端面處理對比試驗,積累經驗,最終選擇一種性能優良、補平操作方便、結果與立方體抗壓強度接近的材料做為芯樣抗壓試驗的補平材料。
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
上海建材(2018年3期)2018-08-31 02:27:52
江西建材(2018年2期)2018-04-14 08:01:05
江西建材(2018年2期)2018-04-14 08:00:10
水利技術監督(2017年2期)2017-05-17 05:19:34
水利科技與經濟(2016年2期)2016-04-09 02:09:13