高精度微孔的數控鏜削加工工藝研究
2019-12-05 02:43:03谷育紅
科技風 2019年31期
摘?要:文章以限壓閥座產品中高精度微孔的鏜削加工為例,對微孔加工工藝的難度進行分析,提出優化的工藝方案,并將此方案和措施成功應用于生產實踐中,從而為同類零件的微孔鏜削加工積累經驗,進而解決機械生產中高精度微孔難加工的問題。
關鍵詞:高精度微孔;數控鏜削;鏜刀;刀具角度
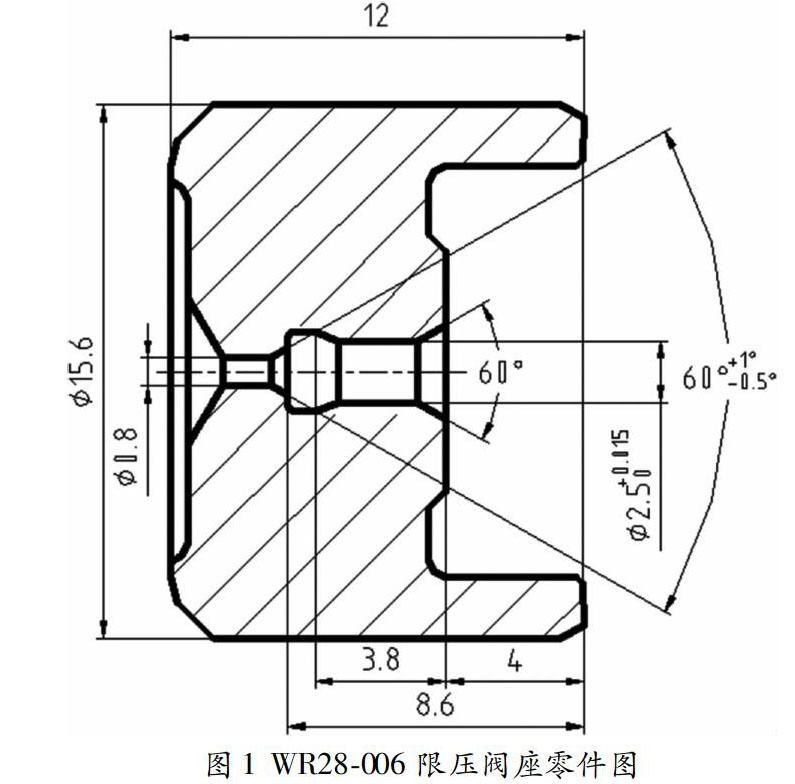
限壓閥是汽車發動機潤滑系統的重要部件,起調節、控制主油道機油壓力的作用。圖1為 WR28-006型限壓閥的閥座零件圖,材料為16MnCr5,熱處理要求720±50HV10。分析閥座零件圖,可知2.5mm的中孔孔徑較小且精度要求高,數控車削該類零件時,中孔的鏜削加工難度較大。文章對鏜削加工微孔的工藝難點進行分析,提出解決此類問題的工藝方案。
1 高精度微孔加工工藝難點分析
難點主要有兩個:
其一,鏜削加工孔徑為2.5mm的微孔時,易發生刀具脆裂,且使用時中孔需與一閥芯零件偶配,因而該微孔的加工精度要求高,加工難度較大;其二,鏜削微孔時,切削液難以到達刀具的切削刃部位,因而散熱與排屑條件差。
2 工藝難點解決方案
2.1 采用優化的加工工藝流程
(1)設備的選擇。選擇精度較高的數控車床,如DMG V310V1數控車床,其主軸徑向跳動誤差為2.5um,軸向跳動誤差為3um;重復定位精度為4um,可用于該零件的車削加工。
(2)加工工序安排。先將2.5mm的中孔鏜成2.4±0015mm,留0.1mm余量進行熱處理后的磨削加工,在鏜削加工時確保2.5mm中孔有較高的形位精度。其次,零件在車削時,分兩次裝夾,安排兩道工序進行加工。工序一,車左側內外形,同時將0.8mm孔打出,以方便后一工序加工;工序二,鏜削軟爪,裝夾15.6mm的外圓,以零件左端面進行軸向定位,再加工右側其余內腔。
2.2 工序二中加工2.4±0.015mm小孔的工步安排
工步1:2mm中心鉆鉆孔,孔深2mm,S=2000RPM;
工步2:2.3mm鉆頭鉆孔,孔深4.6mm,S=1500RPM;
工步3:2.3mm平底鉆,括削底平面,S=2000RPM;
工步4:鉆外孔口60°;
工步5:60°尖鉆,括內座面,括深5.1mm,S=1800RPM;
工步6:精鏜刀鏜2.4內孔,S=1500RPM,F=0.03mm/r;
工步7:另一支60°尖鉆精括內座面,括深5.25mm,S=2500RPM,F=0.015mm/r。
2.3 刀具的選用
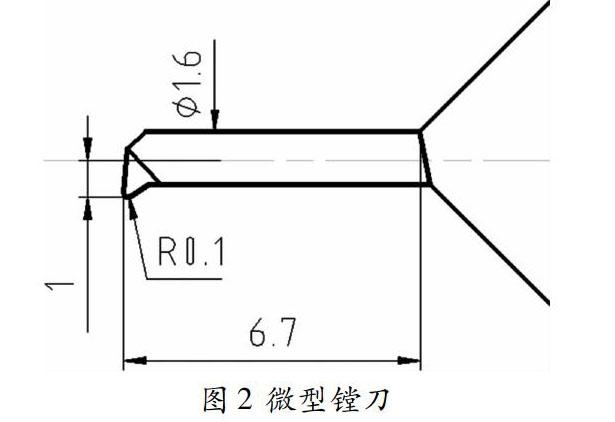
需訂做特殊刀具:60°尖鉆和小孔微型鏜刀。其中微型鏜刀是關鍵,需采用整體涂層硬質合金,以保證其耐磨性。結構尺寸如圖2所示。鏜刀長徑比為6.7/1.6=4.2,屬于細長刀,剛度差,鏜削時易產生振刀,導致孔壁粗糙度差,孔的形狀產生誤差,要選擇合適的切削用量,F值在精鏜時取0.03mm/r,為防止機床振動,轉速S也不宜太高。刀具的安裝也是鏜削微孔要重點注意的問題,如果刀具安裝時刀尖低于中心高,將影響刀具的切削性能。主要表現在:
①切削刃相對于工件的主后角減小,導致刀具的后刀面與工件接觸,使刀片與工件之間發生摩擦,當刀片旋轉時,這種摩擦進一步會使刀尖發生偏離,導致刀具更深地切入工件。
②當刀具后角減小時,刀頭相對于工件的前角也增大,從而引起刀具后側刮削工件,引起刀具振動并損壞刀具。這種情況在鏜削小孔時尤為嚴重。
為此建議安裝鏜刀時刀尖略高于中心高(但應盡可能接近中心高)。這樣可使刀具相對于工件的法向后角增大,切削條件得到改善。刀具前角也將減小,這樣可穩定工作壓力。
最后要注意的是鏜削微孔時刀具進給路線的安排,每次切削進給完成,鏜刀都要完全退至工件端面外側,讓冷卻液能完全沖刷到切削刃,以保證刀具的散熱和切屑的排出,提高刀具壽命。
3 結論
綜上所述,鏜削高精度微孔時應特別關注以下幾個問題:正確安裝鏜刀,使其刀尖略高于中心高;采用正前角刀片;采用較小的切削速度和進給量;采用較好的冷卻方式排出鐵屑。本文提出的工藝方案和措施已多次應用于此類零件的生產試制,經過實踐驗證,此方案能夠很好地解決高精度微孔鏜削加工難的問題。
參考文獻:
[1]張沛森.高精度微孔鏜削加工工藝的優化研究[J].機電工程,2015.06.
[2]孫銓.高精度微孔加工刀具的研究.東華大學,2013.
作者簡介:谷育紅(1969-),女,副教授,加工中心高級技師。