煤礦主運輸皮帶故障智能診斷與保護研究
2019-12-06 06:22:00惠凱衛
中國科技縱橫 2019年19期
關鍵詞:煤礦
惠凱衛
摘 要:煤礦主運輸皮帶故障智能診斷與保護研究工作的開展對于煤礦安全平穩生產具有重要意義。本文首先對煤礦皮帶運輸系統作出簡要闡述,然后結合實際情況,對煤礦主運輸皮帶故障智能診斷與保護進行有效分析,希望可以對業內起到一定參考作用。
關鍵詞:煤礦;主運輸皮帶故障;智能診斷;保護措施
中圖分類號:TD528 文獻標識碼:A 文章編號:1671-2064(2019)19-0163-02
1 煤礦皮帶運輸系統概述
煤礦皮帶運輸系統主要包含了故障監控、煤炭運輸以及設備保護等多個部分,利用集中控制系統,可以對煤炭運輸過程中的環境參數、運行工況、設備狀態以及供電參數、工作方式予以有效監測、科學控制。煤礦皮帶運輸系統本身具有獨立性,可以和煤礦自動化綜合系統平臺進行對接,系統本身融入了工業控制技術、計算機技術、自動化技術以及通信網絡技術,利用傳感器可以有效保護在皮帶機基礎上的一系列運輸系統設備,傳感器可以采集撕裂、跑偏、速度、堆煤等相關參數,利用工業控制總線通信技術,可以將相應的數據信息反饋至PLC核心基礎上的工控機,進而完成數據信息處理工作。對于工業以太網處理完成的數據信息,PLC可以利用組態軟件將其轉化為表格、圖像等多種形式,進而讓工作人員了解當前運輸系統整體狀態,以進行正確操作、有效控制。一般情況下,該系統可以分為以下幾個主要部分:
(1)設備層。主要包含了對系統具有保護功能的傳感器以及其他執行設備,可以采集系統運行動作以及故障點等相關參數,讓其狀態得到科學反應,實現皮帶啟停、故障處理、聲光報警等動作。并讓管理層、控制層得到信息的及時反饋[1]。
(2)控制層。其核心主要為PLC,包含了防爆控制箱以及主站、分站。利用PLC的數據處理能力,可以對多種傳感器數據信息進行有效采集,可以針對數據信息開展邏輯運算、信息處理、信息轉換、故障保護、指令操作以及信息顯示等工作,利用程序指令,可以進行科學判斷,在遠程集中控制系統中,控制層占有核心地位。
(3)管理層。利用上位機,可以實時監控整體煤礦運輸系統,讓設備運行狀態得以獲取,讓工況數據得到采集、處理,并對控制指令予以有效下達,讓現場動態工藝流程得到顯示。除此之外,管理層還可以對共享數據庫資源進行管理、存儲與更新。
2 煤礦主運輸皮帶故障智能診斷與保護
2.1 整體概況
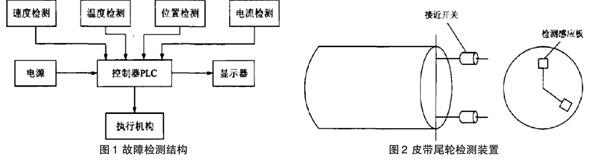
在自動控制系統中,煤礦主運輸皮帶的故障診斷占有重要地位,其主要組成部分包含了信號處理、信號檢測單元、分析單元以及控制單元等,在檢測單元中,主要包含了傳感器單元以及繼電器單元,除此之外,還融合了報警部分、數字顯示部分。檢測結構如圖1所示。
結合圖1,此種故障檢測結構和傳統只依靠繼電器的檢測方法存在著一定差異,可以避免漏判、誤判情況的出現,可以讓煤礦故障診斷系統智能水平得到有效提升。在煤礦主運輸皮帶的運行過程中,因為負載、皮帶速度、溫度等一系列特征向量的變化,可能會出現斷帶、打滑、過負荷、跑偏等問題,因此,在本系統中,電機電流、皮帶速度以及溫度為主要檢測參數。設x1、x2可以分別表示速度、負載,y為皮帶故障信號,那么y=f(x1,x2)。通過檢測故障產生的多種特征因素,并對控制算法予以調用,可以讓故障預判斷工作得以實現,通過對PLC進行有效利用,可以依照所判斷結果對電機進行控制,并執行一系列動作,如聲光報警等[2]。
2.2 具體功能
2.2.1 打滑檢測和保護
主運輸皮帶傳送工作需要依靠摩擦力開展,而在帶式輸送機運行過程中,打滑這一問題較為常見,皮帶打滑會讓膠帶受到磨損,同時會讓緊邊拉力沖擊松邊,膠帶可能會因為疲勞而出現斷裂現象。除此之外,皮帶打滑也可能會引起火災事故。設滾筒、膠帶摩擦系數為,在滾筒上膠帶圓周角為,那么在正常運行狀態下,緊邊拉力和傳動圓周力F關系為:
(1)
結合公式(1),在一段時間的運行結束后,因為膠帶具有塑性變形,可能會降低張緊力,減小圓周角與摩擦系數,如果有負荷、動力變動情況出現,就會造成打滑。因此,通過對皮帶負載大小、線速度情況進行檢測,可以明確皮帶是否打滑。如果有打滑情況出現,那么需要向皮帶輸出控制回路信號,讓皮帶停機,讓堵煤情況的出現得到有效避免。
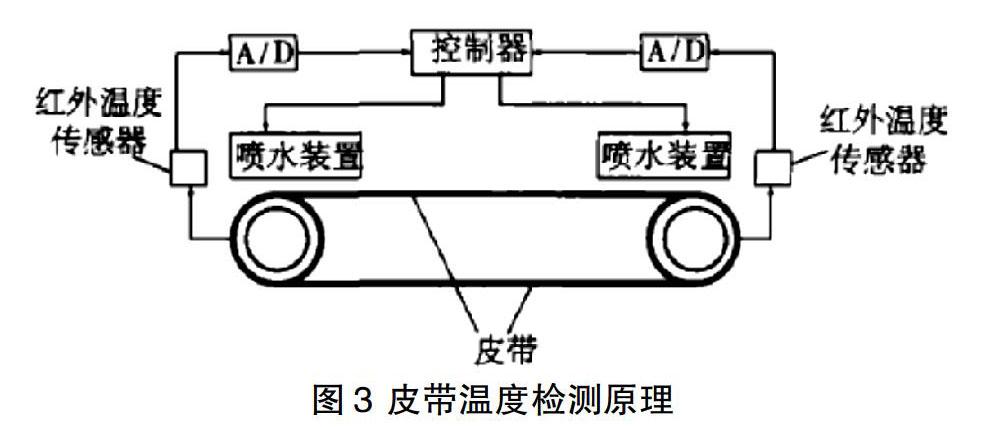
針對皮帶尾輪,其檢測裝置如圖2所示。
結合圖2,將兩塊檢測感應板焊接在皮帶尾輪一端平面,依照現場實際距離,將感應開關安裝在靠近輪側。感應板和感應開關之間呈一定角度,如果有傳動輪打滑情況產生,尾輪停轉,那么在一塊感應板和接近開關停留于一直線時,另一感應板和接近開關之間依然有夾角存在。可以確保尾輪停轉現象可以得到及時反映。同時,應確保安裝兩塊檢測感應板時具有一定角度,確保停轉信號可以得到有效接收。
2.2.2 跑偏、過負荷檢測和保護
(1)兩側長度不同。在主運輸皮帶滾筒兩側線速度一致前提下,因皮帶材質、展延各異、接頭膠接不正等原因,皮帶兩側如果長度不同,那么在運動中,皮帶長的一側會出現吸收不全面情況,進而導致皮帶內部張力分布出現不均衡情況。滾筒、托輥、皮帶運動方向有角度產生,會讓皮帶出現跑偏情況。(2)兩側所受張力不同。如果皮帶兩側所受張力不同,其內應力分布均勻性就會受到影響,舒張變形產生差異,滾筒運動線速度方向以及皮帶運動方向會有角度出現,進而出現跑偏情況。如皮帶所受清掃器摩擦力不均衡、落煤點位置偏差、輸送皮帶局部損傷等情況都會導致這一問題出現。(3)側向合外力作用。因為中間支架中心線不正、滾筒安裝不規范、托輥中心和兩側存在偏差、輸送皮帶成槽性不佳以及滾筒和皮帶不垂直等現象,會讓側向合外力作用出現。進而讓皮帶出現側向位移,產生跑偏現象。
為對此類問題進行有效解決,可以將跑偏開關安裝在皮帶兩旁機架處,如果皮帶和正常位置產生偏離,在皮帶帶動下,跑偏開關塑料軸轉動,有一定角度偏轉,如果轉動軸轉動超過設定角度,就會讓其內部出現開關常開觸點閉合現象,讓控制回路得以接通,進而及時報警,并讓跑偏位置開關信息得以顯示。控制其得到信息反饋,可以有效調整托輥組以及滾筒運行狀態和皮帶運行方向。
猜你喜歡
經濟技術協作信息(2018年22期)2019-01-19 03:00:22
工業設計(2016年4期)2016-05-04 04:00:23
現代企業(2015年8期)2015-02-28 18:55:34
現代企業(2015年6期)2015-02-28 18:51:50
河南科技(2014年11期)2014-02-27 14:17:24
河南科技(2014年11期)2014-02-27 14:09:47
河南科技(2014年10期)2014-02-27 14:09:19
河南科技(2014年5期)2014-02-27 14:08:27
河南科技(2014年8期)2014-02-27 14:08:07
河南科技(2014年8期)2014-02-27 14:07:44
