激光切割陶瓷加工過程的數(shù)值模擬研究*
2019-12-09 06:44:56趙婧
陶瓷 2019年11期
趙 婧
(榆林市瀚霆化工技術(shù)開發(fā)有限公司 陜西 榆林 718100)
前言
激光加工指的是激光束作用于物體表面而引起的物體成形或改性的加工過程[1~2]。以激光作為加工能源,在硬脆性陶瓷加工方面的發(fā)展?jié)摿σ岩姸四遊3]:它可以實(shí)現(xiàn)無接觸式加工,減少了因接觸應(yīng)力對(duì)陶瓷帶來的損傷;陶瓷對(duì)激光具有較高的吸收率(氧化物陶瓷對(duì)10.6 μm波長激光的最高吸收率可達(dá)80%以上),聚焦的高能激光束作用于陶瓷局部區(qū)域的能量可超過108CJ/cm2,瞬間就可使材料熔化蒸發(fā),實(shí)現(xiàn)高效率加工[4];由于聚焦光斑小,產(chǎn)生的熱影響區(qū)小,可以達(dá)到精密加工的要求。由于陶瓷是由共價(jià)鍵、離子鍵或2者混合化學(xué)鍵結(jié)合的物質(zhì),晶體間化學(xué)鍵方向性強(qiáng),因而具有高硬度和高脆性的本征特性,相對(duì)于金屬材料,即使是高精密陶瓷,其顯微結(jié)構(gòu)均勻度亦較差,嚴(yán)重降低了材料的抗熱震性,常溫下對(duì)剪切應(yīng)力的變形阻力很大,極易形成裂紋、崩豁甚至于材料碎裂[5]。因此,高效無損傷激光切割陶瓷類高硬脆無機(jī)非金屬材料一直是一個(gè)亟待解決的問題[7~8]。
研究激光與物質(zhì)熱作用過程的理論方法主要有解析法和數(shù)值計(jì)算法2種。由于涉及到材料熔融和汽化等相變過程的問題非常復(fù)雜,理論解析本解比較困難,甚至于根本無法求解。因此一般采用數(shù)值方法來處理相關(guān)問題。隨著計(jì)算技術(shù)的飛速發(fā)展,人們逐漸提出了一些求解激光熔融問題控制方程的新方法,如將激光作用視為點(diǎn)熱源、作用對(duì)象視為半無限大介質(zhì)、采用一維近似及假定一個(gè)簡單的速度場而形成的解析或者半解析法等。而其中的數(shù)值計(jì)算方法可已采用有限差分法(FDM)和有限單元法(FEM)等,其中有限單元法包含邊界元法、有限分析法。對(duì)激光與物質(zhì)相互作用的數(shù)值計(jì)算就是從特定的物理模型出發(fā),用計(jì)算機(jī)進(jìn)行數(shù)值計(jì)算或模擬,從而揭示激光與物質(zhì)相互作用的某些性質(zhì)和運(yùn)動(dòng)規(guī)律[9]。激光與物質(zhì)的熱作用研究主要是計(jì)算激光輻照下物質(zhì)溫度的變化,以及溫度變化引起的一些熱效應(yīng)。通常情況下,由于解析或半解析方法必須作一些與實(shí)際情況相距甚遠(yuǎn)的假設(shè),計(jì)算結(jié)果可能與實(shí)際結(jié)果有較大偏差,但可作為進(jìn)一步研究和純數(shù)值計(jì)算的基礎(chǔ)。主要研究內(nèi)容如下:
1)描述了Al2O3陶瓷的加熱過程,根據(jù)經(jīng)典熱傳導(dǎo)方程和熱應(yīng)力方程,建立了不同模式激光輻照下中瞬態(tài)溫度場和熱應(yīng)力場的物理模型,討論了激光輻射過程中陶瓷溫度場及產(chǎn)生的熱應(yīng)力場分布。
2)介紹了激光輻照Al2O3陶瓷的數(shù)學(xué)模型,利用軸對(duì)稱的熱傳導(dǎo)方程和伽遼金法得到了軸對(duì)稱的有限元的熱傳導(dǎo)方程,并介紹了空間軸對(duì)稱物體的溫度分布基本理論和有限元解法。
3)計(jì)算得到了Al2O3陶瓷在不同模式的激光加熱時(shí)的溫度場以及在施加約束后相應(yīng)的熱應(yīng)力場,并進(jìn)行了比較分析。
1 激光輻照材料的溫度場理論
激光照射靶材時(shí),其能量被材料表層所吸收并轉(zhuǎn)變?yōu)闊帷T摕崃客ㄟ^熱傳導(dǎo)在靶材內(nèi)擴(kuò)散,從而形成溫度場,該溫度會(huì)導(dǎo)致靶材性質(zhì)的變化。本節(jié)將主要對(duì)激光加熱過程中的熱傳導(dǎo)現(xiàn)象進(jìn)行分析和計(jì)算,這對(duì)激光與材料相互作用的物理機(jī)理分析具有重要的意義。激光加載條件、物體形狀、初始和邊界條件以及物體的熱物理性質(zhì)決定了物體溫度場的時(shí)空變化。首先給定激光加載條件,通常把被吸收的激光能量或光強(qiáng)作為面熱源(表層吸收)或體熱源(深層吸收)處理。有時(shí)邊界上還存在其他種類的熱源或冷卻條件,如表面輻射損失、氣動(dòng)加熱或冷卻等。不同介質(zhì)之間界面的熱接觸條件比較復(fù)雜,理想情況下界面兩邊的溫度和熱流量應(yīng)當(dāng)相等[17~18]。
由于在物體某處溫度達(dá)到熔點(diǎn)時(shí),溫度暫時(shí)不再上升,直到熱能達(dá)到能夠提供繼續(xù)融化的能量,才能繼續(xù)融化。這個(gè)過程是十分復(fù)雜的,在此處不予討論。只討論在熔融之前為發(fā)生相變時(shí)的升溫過程。在給定熱源、邊界和界面條件、初始溫度分布和物體的熱物理特性時(shí),激光加熱各向同性物體的問題就可以歸結(jié)為不定常熱傳導(dǎo)方程的計(jì)算[19]。
1.1 熱導(dǎo)方程與定解條件的理論公式
三維熱傳導(dǎo)方程可寫為如下通用形式:
式中:K——熱導(dǎo)率,W·m-1·K-1;
ρ——材料密度,g/cm3;
c——材料比熱容,kJ/kg;
T——溫度,℃;
t——時(shí)間變量,s;
A(x, y, z, t)——每單位時(shí)間、單位體積傳遞熱給固體材料的加熱速率。
由于材料的熱物理系數(shù)是溫度函數(shù),所以三維熱傳導(dǎo)方程是非線性的,其解非常復(fù)雜,很難得到解析解。然而事實(shí)上大部分材料的熱物理參數(shù)隨溫度變化并不明顯,故在一定條件下可假定其與溫度無關(guān),在一定的溫度范圍內(nèi)取其平均值進(jìn)行計(jì)算,這樣方程(2.1)才可能得到解析解。若激光作用下材料是均勻各向同性的,則三維熱傳導(dǎo)方程可簡化為:
式中:k=K/ρc——材料的熱擴(kuò)散率,m2/s。
由于求解熱傳導(dǎo)方程非常復(fù)雜,許多學(xué)者提出了一些熱模型,在求解熱傳導(dǎo)方程時(shí)通常的假定條件是[2,19]:
1)被加熱材料是各向同性物質(zhì)。
2)材料的熱物理參數(shù)與溫度無關(guān)或取特定的平均值。
3)忽略熱傳導(dǎo)中的輻射和對(duì)流,只考慮材料表面的熱傳導(dǎo)。
1.2 激光輻照固體材料的理論模型
假定激光束垂直入射于物體表面(即x=0),被加熱物體位于右半空間(x≥0),物體表面對(duì)激光的反射率為R,吸收系數(shù)為α,x=0處入射激光束的功率密度(光強(qiáng))是I0(y,z:T),則物體內(nèi)部的溫度場T可由熱傳導(dǎo)方程進(jìn)行描述:
t>0,x>0
式中:熱物理常數(shù)ρ,c,k與位置及溫度有關(guān); Q是其他體熱源項(xiàng)。上式右部是激光束深層吸收的體熱源,如果αx≈0或R≈1,用表面吸收率A代替(1-R),此體熱源項(xiàng)可改用邊界條件中的面熱源表示:

光斑處激光束的強(qiáng)度通常可表示為空間分布I0(y,z)和無量綱時(shí)間波形B(t)的乘積。典型的B(t)波形有階梯波、矩形波、瞬時(shí)作用(δ函數(shù))、三角波和梯形波、指數(shù)衰減波形、Gauss波形和重復(fù)頻率波形等。其他面熱源以及常用的溫度、熱流和換熱邊界條件的提法與普通傳熱學(xué)問題相同。設(shè)t=0為激光開始作用的時(shí)刻,T0=(x,y,z:0)是給定的初始溫度分布。如果初始時(shí)物體與環(huán)境等溫,則熱傳導(dǎo)方程式計(jì)算的是物體的溫升△T=T-T0,考慮常溫即T0=300 ℃的情況。
考慮被加熱物體厚度大于激光脈沖作用時(shí)間內(nèi)熱量的傳播深度的情況,物體幾何形狀為圓柱形,表面光斑上的激光強(qiáng)度分布對(duì)于光束軸線是旋轉(zhuǎn)對(duì)稱的,物體的溫度場對(duì)于x軸也一定是旋轉(zhuǎn)對(duì)稱的。激光強(qiáng)度呈高斯分布,I=I0(t)exp(-r2/α2),a是光束的高斯半徑,表面吸收,表面反射率和吸收率分別為R和A,時(shí)間波形為連續(xù)函數(shù)B(t),得到溫度場分布為:

2 激光輻照材料的應(yīng)力場理論
軸對(duì)稱物體是指其幾何形狀中心軸線,則物體內(nèi)各處的應(yīng)力外加載荷或溫度作用,以及約束情況都對(duì)稱于某一應(yīng)變及位移分量也對(duì)稱于這一軸線。假設(shè)物體是連續(xù)的線性彈性且是各向均勻同性的,在外力或溫度作用下物體的位移和變形是微小的,物體在外加荷載或溫度作用之前處于自然狀態(tài),內(nèi)部沒有應(yīng)力存在。
2.1 平衡微分方程
在物體內(nèi)點(diǎn)P外取一微元六面體PABC,六面體由兩個(gè)半徑差為dr的圓柱面、兩個(gè)夾角為dθ且包含z軸的垂直面和兩個(gè)相距為dz的水平面所圍成,作用在圓柱面的徑向正應(yīng)力為σr。軸向正應(yīng)力為σz。圓柱面上的剪應(yīng)力τrz,環(huán)向正應(yīng)力σθ。
令體力的徑向分量為R,體力的軸向分量為Z。將微元體六個(gè)面的作用力都投影到半徑方向,則
經(jīng)計(jì)算得空間軸對(duì)稱物體的平衡微分方程為:
2.2 幾何方程
在軸對(duì)稱的物體內(nèi)每一點(diǎn)只能有2個(gè)方向的位移,即沿z軸方向的軸向位移及沿半徑:方向的徑向位移,由于對(duì)稱關(guān)系,物體內(nèi)的任一點(diǎn)沒有沿圓周方向(環(huán)向)的位移。
式中:{ε}——應(yīng)變列向量;
ur——徑向位移,mm;
uz——軸向位移,mm。
2.3 物理方程
由廣義虎克定律可得:
將應(yīng)力分量表示為應(yīng)變分量的函數(shù)為:
式中:μ——泊松比;
E——彈性模量,MPa。
2.4 熱彈性方程[20]
對(duì)于三維軸對(duì)稱模型,在忽略體積力和慣性力的前提下,材料體內(nèi)的溫度場發(fā)生非均勻變化時(shí)產(chǎn)生的熱應(yīng)變和熱應(yīng)力可用如下的熱彈性方程來描述:

式中:ur、uz——(r,z)點(diǎn)的位移在r,z方向上的分量;
e——體應(yīng)變,μm;
β——熱膨脹系數(shù),1/k;
E——楊氏模量,MPa;
μ——泊松比。
而應(yīng)變、應(yīng)力之間分別滿足如下的彈性力學(xué)關(guān)系式:
e=εr+εz+εθ
對(duì)應(yīng)材料的簡支狀態(tài),熱彈性方程的自由邊界條件可取為:
uz|r=a,z=d=0(a為半徑,d為高度)
對(duì)應(yīng)于靶材夾緊狀態(tài),熱彈性方程的固定邊界條件可取為:
ur|r=a=uz|r=a=0
2.5 控制方程、初始條件、邊界條件[21]
2.5.1 控制方程
假設(shè)陶瓷板為各向同性,其熱傳導(dǎo)方程為[22]:
式中:c,ρ和k分別是陶瓷的質(zhì)量熱容、密度和導(dǎo)熱系數(shù);P(x,y,z,t)為體熱源的生熱率。
2.5.2 初始條件[23]
t=0, T(t)=T0
式中:T0——陶瓷的初始溫度,這里視作環(huán)境溫度300 K。
2.5.3 邊界條件
在激光加載面。熱傳導(dǎo)向陶瓷內(nèi)部傳送的熱能,對(duì)流換熱向外界逸出的熱能以及表面向外界輻射的熱能,三者之和應(yīng)該等于其吸收的激光能量,即
αI(x,y,z,t)=
式中:Ts——激光加載面的表面溫度,℃;
h——對(duì)流傳熱系數(shù),W/(m2·K);
ε——表面熱輻射系數(shù),W/(m2·℃);
σ——波爾茲曼常數(shù),J/K;
α——陶瓷對(duì)激光的吸收率,%;
I(x,y,z,t)——光能密度,m·W/m2。
在陶瓷板的前后左右和下表面,僅通過對(duì)流的方式與外界進(jìn)行熱量交換,因此設(shè)置為對(duì)流的邊界條件[24],即
式中:?T/?n——溫度沿表面外法線方向的偏導(dǎo)數(shù);
Tn——玻璃表面的溫度,℃。
激光輻射可以看作表面加熱源[25],因此P(x,y,z,t)=0。I(x,y,z,t)為面熱源的光能密度,也是激光的功率密度,當(dāng)激光沿著陶瓷基板的正x軸方向運(yùn)動(dòng)時(shí),激光在陶瓷板表面的功率密度可以用函數(shù)表示為:
I(x,y,z,t)=I(x-vt,y)δ(z)
則
式中:P0——激光功率,W;
r——激光束半徑,mm。
3 不同模式的激光輻照材料的溫度場分析
3.1 高斯激光的溫度場分析
建立了5 mm×2.5 mm的矩陣模型,為減少計(jì)算量,不影響模擬的情況下,劃分網(wǎng)格時(shí),為了把更多的計(jì)算用于溫度變化明顯的區(qū)域,采用了不等劃分方法,在徑向分為100份,深度方向分為50份。如圖1所示。在計(jì)算完結(jié)果后可以用ANSYS軟件的3D還原功能將其還原,如圖2所示。
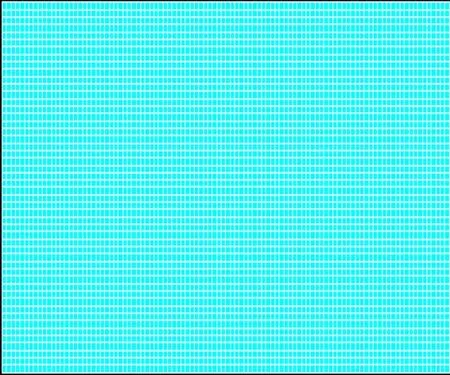
圖1 柱坐標(biāo)下軸截面的網(wǎng)格劃分
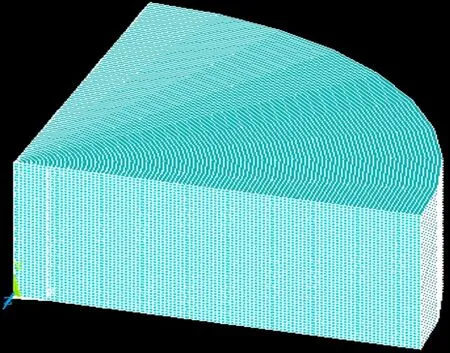
圖2 柱坐標(biāo)3D擴(kuò)展后網(wǎng)格劃分效果圖
3.1.1 熱傳導(dǎo)模型
為了便于分析激光與陶瓷相互作用時(shí)的溫度場,做以下假設(shè):
1)激光束直接作用于材料表面(在材料內(nèi)沒有新的熱源),這是因?yàn)榧す獾恼丈鋾r(shí)間是短暫的。
2)視陶瓷樣品表面對(duì)激光能量的吸收率為1,且不隨時(shí)間變化。事實(shí)上,吸收系數(shù)是根據(jù)溫度變化而變化的,但是對(duì)相同表面的的條件下,測量一個(gè)平均值是可行的。
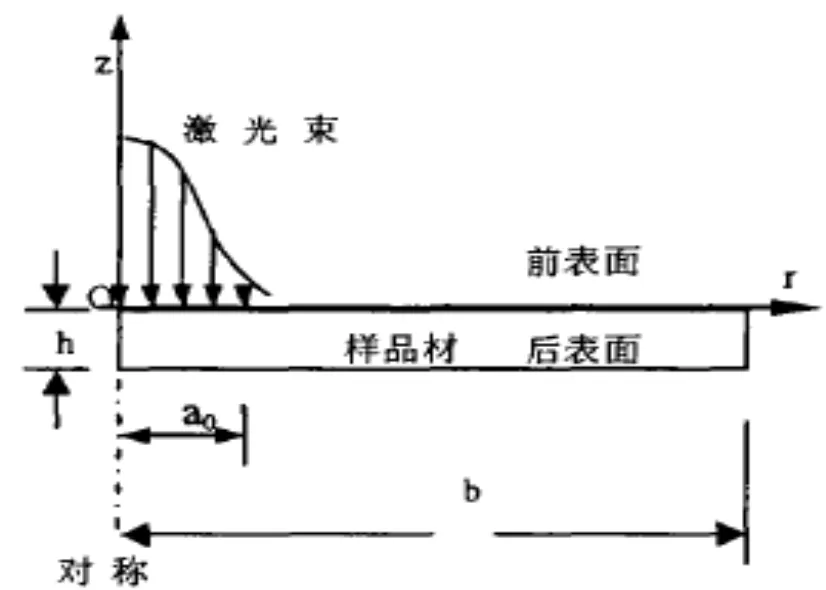
圖3 激光照射示意圖
3)激光照射期間功率等參數(shù)不變。
4)厚板的維度的簡化,選擇適當(dāng)?shù)木S數(shù)進(jìn)行簡化計(jì)算,長度,厚度,寬度當(dāng)?shù)竭_(dá)一定尺度時(shí),可以近似認(rèn)為無窮大。
5)略熱輻射與熱對(duì)流,認(rèn)為空氣在照射期間是絕熱。
6)忽略材料的密度隨溫度升高的變化。
7)材料是各向同性的。
8)激光束是穩(wěn)態(tài)的。
在有了以上幾個(gè)假定后,就可以用一般熱傳到方程求解溫度場分布情況了。令激光垂直照射在玻璃板表面。
3.1.2 計(jì)算結(jié)果溫度場分布圖及分析
由圖4可以看出,在距離加熱點(diǎn)一定范圍內(nèi)經(jīng)過激光輻照過的陶瓷,陶瓷表面(徑向)溫度傳播速度要比陶瓷內(nèi)部(軸向)要快,超過該范圍,溫度趨于一致(即環(huán)境溫度)。中心點(diǎn)最高溫度達(dá)到1 867 K。
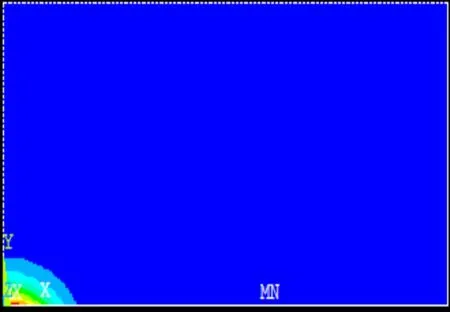
圖4功率200 W光斑半徑0.5 mm時(shí)間步長5 ms高斯激光照射陶瓷界面溫度分布圖

圖5徑向距離中心原點(diǎn)分別為0、0.5 mm、1.5 mm、2.0 mm隨時(shí)間溫度變化圖
圖5說明了距離加熱中心越近的溫度越高且溫度上升的速度要比遠(yuǎn)心點(diǎn)要快。
在徑向上,距離加熱中心點(diǎn)越近的區(qū)域,溫度梯度越陡,且梯度隨距離的增大而減小,這是由于距離中心點(diǎn)的溫度上升速度要比遠(yuǎn)心點(diǎn)要快,如圖6所示。在軸向上的情況基本差不多,但是相比徑向,軸向的梯度要比徑向要小,且梯度變化相對(duì)徑向要緩和,如圖7所示。
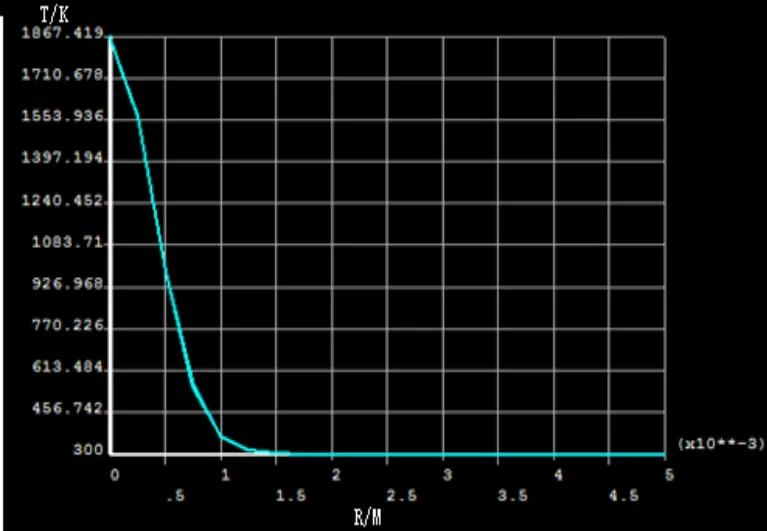
圖6 徑向溫度梯度
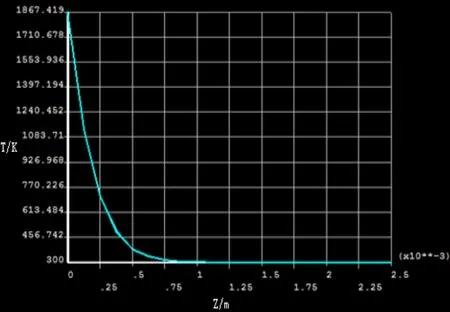
圖7 軸向溫度梯度
在軸向上,溫度梯度要比徑向要順暢,在軸向上各點(diǎn)的溫度隨時(shí)間的增加溫度趨勢如半S形,如圖8所示。
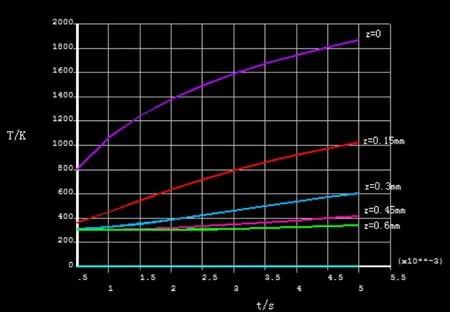
圖8 軸向不同深度隨時(shí)間變化溫度圖
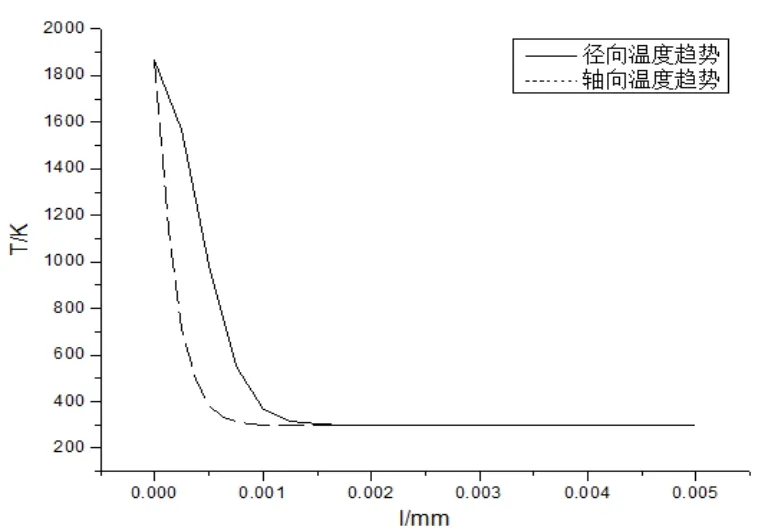
圖9 不同方向上的溫度變化
在一定范圍內(nèi)徑向溫度要比軸向溫度高,超出該范圍,溫度基本一致,即環(huán)境溫度300 K,如圖9所示。
3.2 帽頂形激光的溫度場分析
3.2.1 帽頂形激光的載人
激光功率P=200 W 光斑半徑r=2.5 mm。
3.2.2 計(jì)算結(jié)果、溫度分布圖及分析
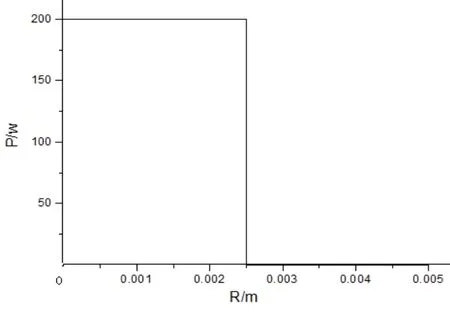
圖10 帽頂形激光示意圖
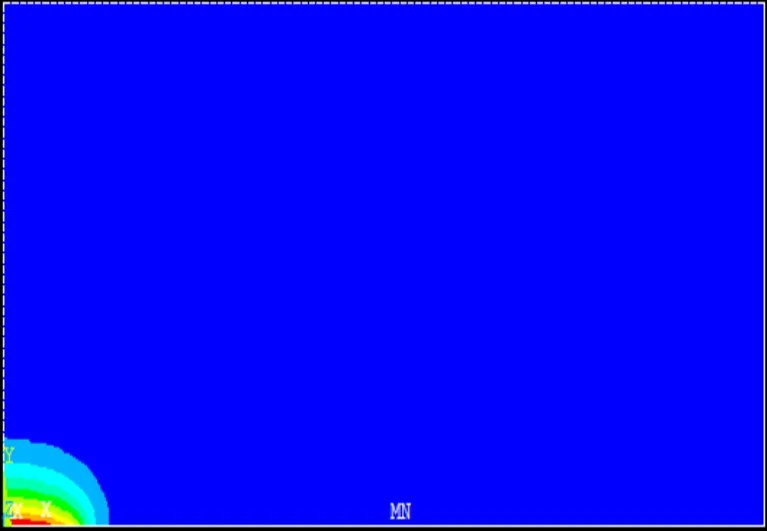
圖11功率200 W光斑半徑0.5 mm時(shí)間5 ms帽頂形激光照射陶瓷界面溫度分布圖
相比于圖4,帽頂形激光在軸向溫度上要比高斯形激光傳播要快,中心溫度達(dá)到2 105 K(假設(shè)此時(shí)陶瓷沒有熔化)。說明中心點(diǎn)的溫度要比高斯形激光產(chǎn)生的最高溫度要高得多。
一定范圍內(nèi)距離加熱中心越近的溫度越高且溫度上升的速度要比遠(yuǎn)心點(diǎn)要快。超出該范圍,溫度基本趨于室溫恒定不變,故溫度基本無變化。
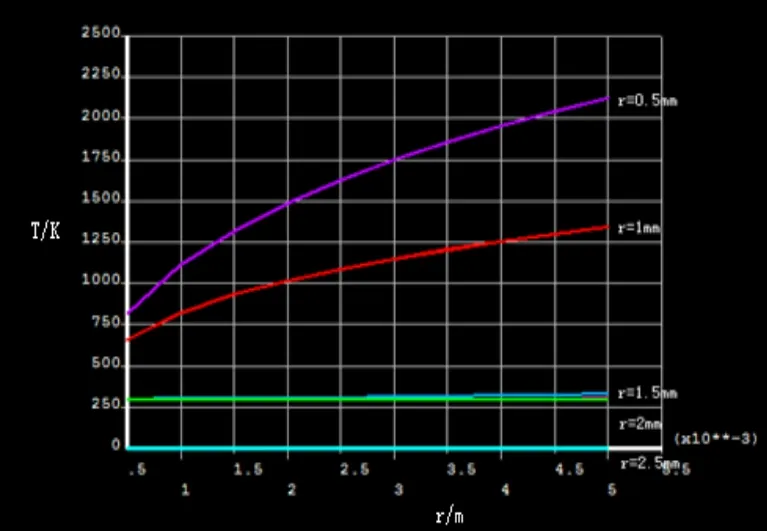
圖12徑向r=0.5、1.0 mm、1.5 mm、2.0 mm、2.5 mm溫度隨時(shí)間變化圖
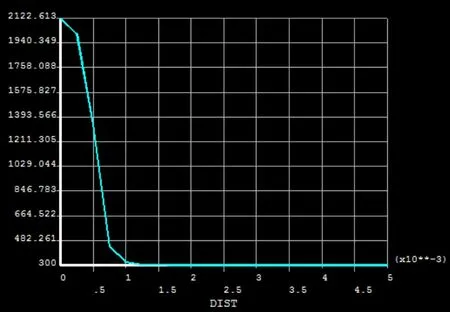
圖13 徑向溫度梯度
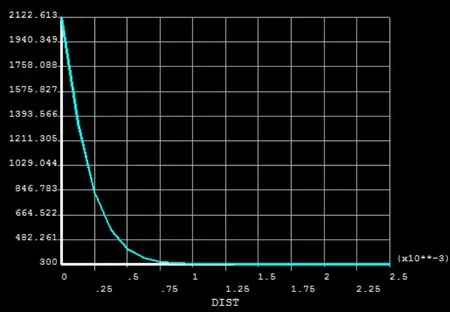
圖14 軸向溫度梯度
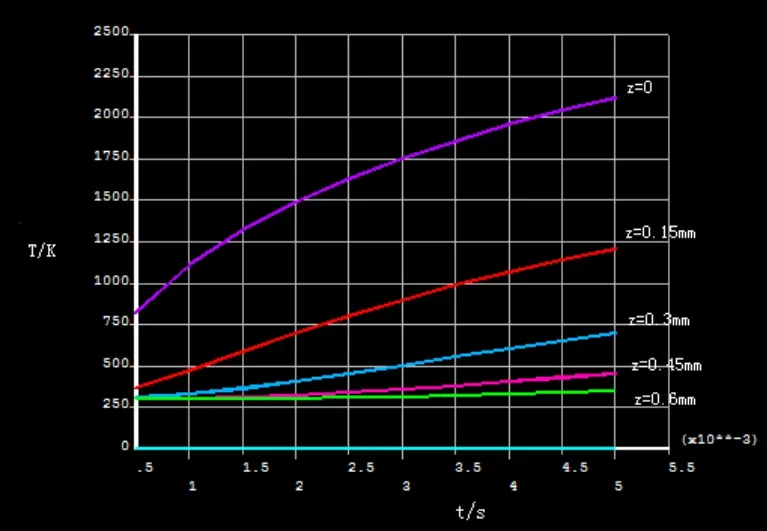
圖15 軸向不同深度隨時(shí)間變化溫度變化情況
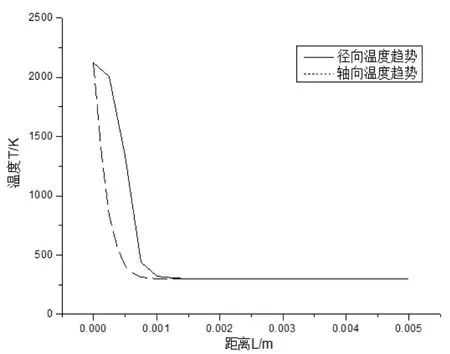
圖16 不同方向上的溫度趨勢
在徑向上,距離加熱中心點(diǎn)越近的區(qū)域,溫度梯度越陡,且梯度隨距離的增大而減小,也是由于距離中心點(diǎn)的溫度上升速度要比遠(yuǎn)心點(diǎn)要快,如圖12所示。在軸向上的情況基本差不多,但是相比徑向,軸向的梯度要比徑向要小,且梯度變化相對(duì)徑向要緩和,如圖14所示。
由圖15可以看出,在一定深度內(nèi),各部位的溫度變化近似為半S形,且在深度超過0.6 mm后,陶瓷溫度基本和環(huán)境溫度一致(300 K)。
3.3 兩種模式的激光產(chǎn)生的溫度場的比較
比較在相同的功率、時(shí)間步長、光束半徑相同的不同模式的激光對(duì)同一種模型加熱所產(chǎn)生的溫度。
3.3.1 徑向上的溫度比較
在一定的距離內(nèi),帽頂形激光的溫度傳播比高斯形激光傳播要快,超過該距離,帽頂形激光要比高斯形激光慢,直到溫度不變。不論是何種模式的激光,吸收激光的能量主要分布在光斑半徑以內(nèi)。因此隨著時(shí)間的增長形成的徑向溫度梯度也越大。
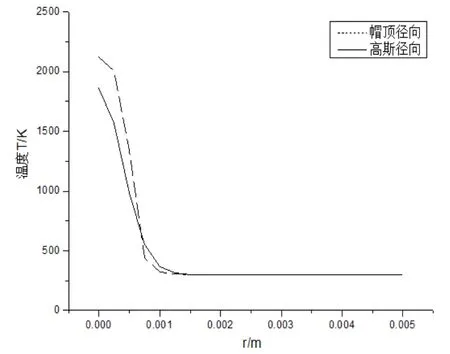
圖17 不同模式激光徑向溫度場比較
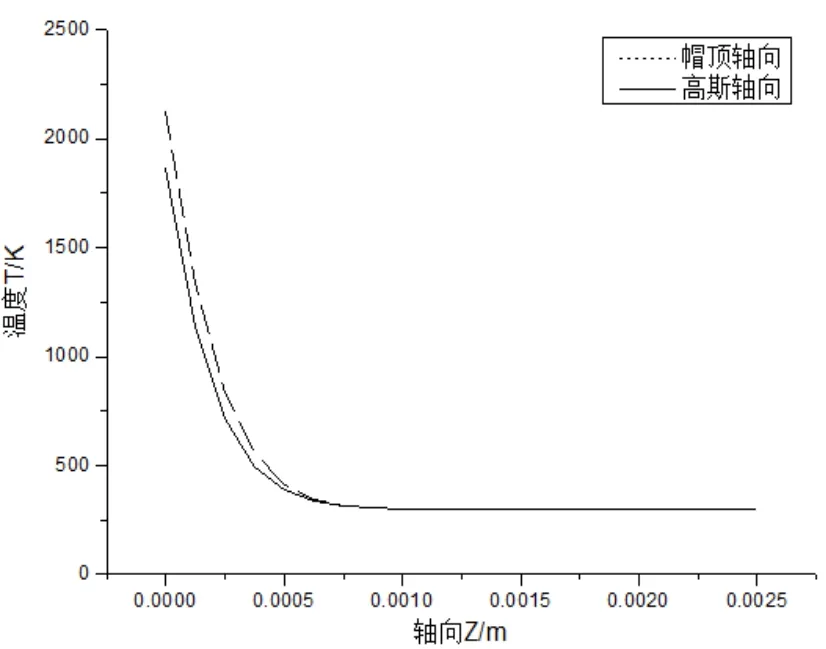
圖18 不同模式激光在軸向上的溫度比較
3.3.2 軸向上的溫度比較
在軸向上,一定范圍內(nèi),帽頂形激光要比高斯激光溫度傳播要快。在加熱中心點(diǎn)(即光斑半徑范圍以內(nèi)),帽頂形激光產(chǎn)生的溫度要比高斯形激光產(chǎn)生的溫度要高。
4 激光輻照材料的應(yīng)力場分析
4.1 模型創(chuàng)建、載入激光
本次模擬建立了20 mm×5 mm×1 mm的長方體模型,用的是一個(gè)三維耦合場固體元素SOLID5(該元素有八個(gè)節(jié)點(diǎn),每個(gè)節(jié)點(diǎn)有六個(gè)自由度)。并對(duì)該模型在長度方向上分了100份,其模型及網(wǎng)格圖如圖19所示。這次設(shè)計(jì)模擬的是移動(dòng)激光束對(duì)Al2O3陶瓷基板中心軸線的掃描過程其示意圖如圖20所示。
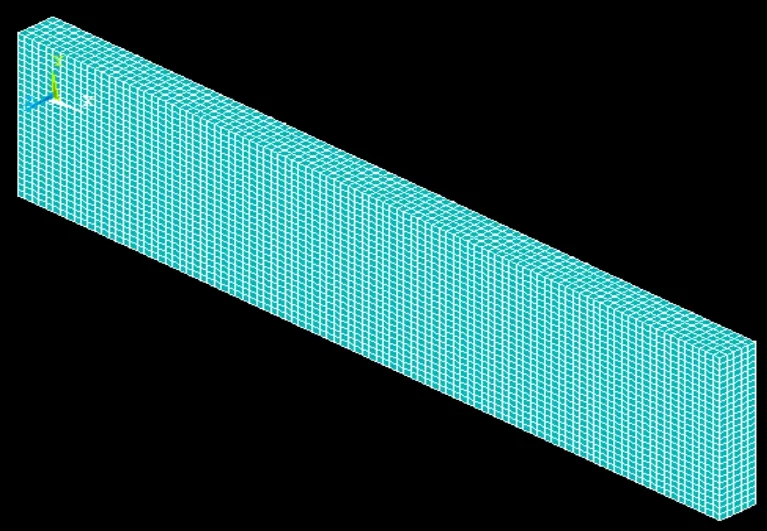
圖19 應(yīng)力模擬模型
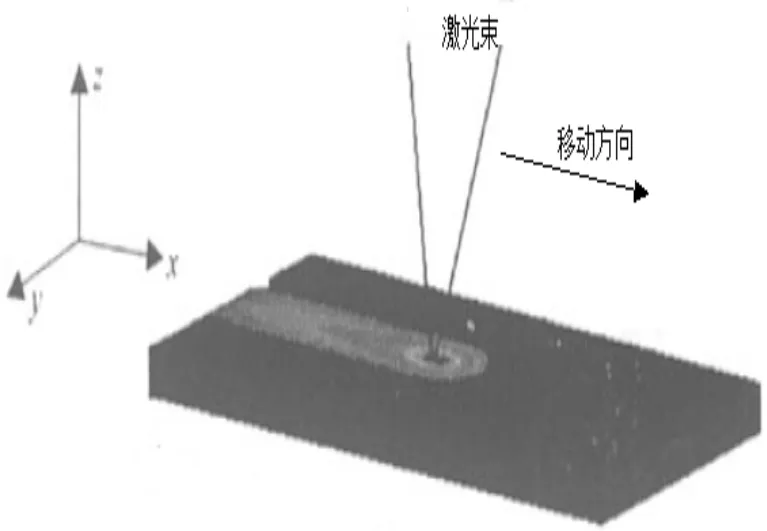
圖20 激光掃描陶瓷基本示意圖
相關(guān)參數(shù):掃描速度v=2 m/s;時(shí)間步長T=10 ms;激光功率=200 W;激光束半徑r=0.5 mm。載入激光方程。
4.2 計(jì)算應(yīng)力結(jié)果及分析

圖21 熱應(yīng)力是Y方向產(chǎn)生的位移
熱應(yīng)力總是由于快速的升溫或降溫所產(chǎn)生的,當(dāng)熱應(yīng)力超過材料的臨界值的時(shí)候,材料就會(huì)產(chǎn)生斷裂。正如本次工作中,材料出現(xiàn)了斷裂,如圖21所示。
在Y方向上產(chǎn)生的應(yīng)力隨X變化而變化,如圖4.4所示,在一定距離內(nèi),陶瓷內(nèi)部產(chǎn)生的是正應(yīng)力(即應(yīng)力方向背向陶瓷基板),超過該距離,內(nèi)部便產(chǎn)生負(fù)應(yīng)力(應(yīng)力方向指向陶瓷基板)。過程比較復(fù)雜,本次工作不做討論。
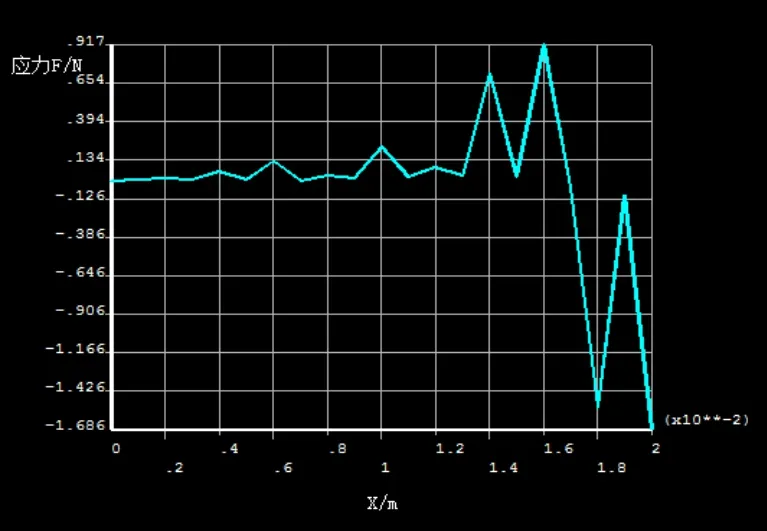
圖22 Y方向上的熱應(yīng)力
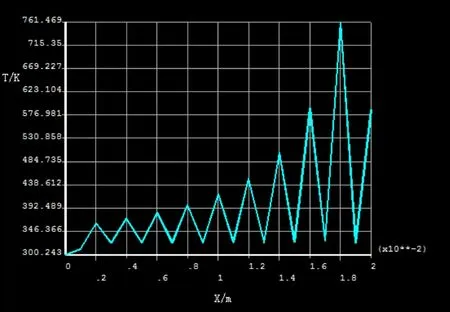
圖23 X方向的溫度
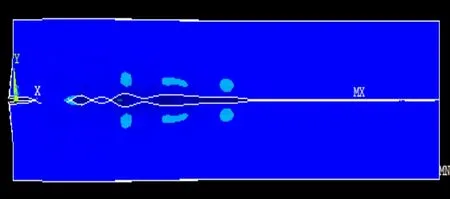
圖24 等效應(yīng)力顯示
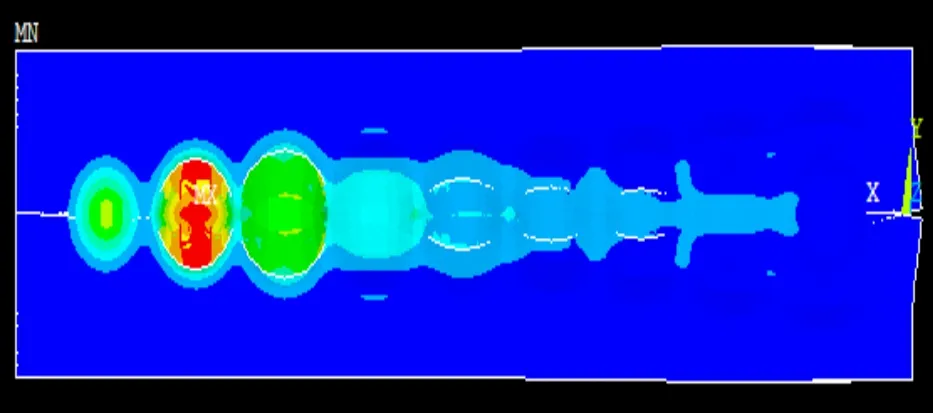
圖25 陶瓷基板表面的溫度分布
溫度變化最快的部分如圖23所示,也就是產(chǎn)生斷裂的區(qū)域,該部位劇烈的熱對(duì)流產(chǎn)生了超過了陶瓷的臨界值,故而產(chǎn)生斷裂。
在陶瓷基板上,產(chǎn)生了斷裂,最高溫度為1 026 K,要遠(yuǎn)低于熔點(diǎn)2 050 K,之所以斷裂,由于陶瓷基板和環(huán)境之間的熱對(duì)流,在陶瓷基板的表面,之前的加熱熱量也會(huì)沿著陶瓷基板的正方方向傳播,而導(dǎo)致了最高溫度出現(xiàn)在中部,這樣會(huì)導(dǎo)致陶瓷基本中部很容易出現(xiàn)劇烈的熱對(duì)流現(xiàn)象,使陶瓷基板的部分區(qū)域發(fā)生了迅速的升溫和降溫,從而產(chǎn)生一個(gè)極大的應(yīng)力足夠斷裂陶瓷基板。如圖24和圖25所示。
5 結(jié)論與展望
在不同模式激光加熱陶瓷的過程中,在相同激光功率、加熱時(shí)間步長、相同環(huán)境、模型以及材料的情況下:
在陶瓷基板距加熱中心點(diǎn)的一定距離內(nèi),在基本表面上,帽頂形激光的溫度傳播比高斯形激光傳播要快,超過該距離,帽頂形激光要比高斯形激光慢,直到溫度都接近環(huán)境溫度。
在陶瓷的軸向方向上,一定范圍內(nèi),帽頂形激光要比高斯激光溫度傳播要快,超出該范圍,溫度都趨于環(huán)境溫度。
在加熱中心點(diǎn),帽頂形激光產(chǎn)生的溫度要比高斯形激光瞬間產(chǎn)生的溫度要高。
在激光掃描陶瓷基本的模擬實(shí)驗(yàn)中,激光加熱可以使陶瓷基板沒有達(dá)到熔點(diǎn)而出現(xiàn)斷裂,斷裂一般出現(xiàn)在陶瓷基板的中后部,這是由于熱對(duì)流的不均勻?qū)е铝司植砍霈F(xiàn)了劇烈的升溫或降溫而產(chǎn)生超過臨界值的熱應(yīng)力導(dǎo)致斷裂出現(xiàn)。
研究高斯形或者帽頂形激光與Al2O3陶瓷的相互作用過程對(duì)激光在工業(yè)、軍事等各個(gè)領(lǐng)域的應(yīng)用都有非常重要的意義,且作用過程尚有許多問題和工作需要探索、分析和解決。在激光切割陶瓷方面,由于陶瓷本征的硬脆特性 ,使得該技術(shù)的發(fā)展也存在著許多亟待解決的問題,對(duì)陶瓷激光加工的作用機(jī)理更需要得到理論上的論證和支持,下面列出一些有待解決的問題和研究內(nèi)容。
考慮陶瓷表面熱對(duì)流、熱輻射,陶瓷材料的各向異性,熱物參數(shù)隨溫度的變化及材料對(duì)激光的吸收系數(shù)隨溫度的變化對(duì)陶瓷溫度場和熱應(yīng)力場的影響。
陶瓷對(duì)激光能量的吸收過程中是個(gè)復(fù)雜的過程,因此不同模式的激光對(duì)陶瓷作用時(shí)要綜合考慮界面吸收、雜質(zhì)吸收和體吸收。
需要建立更加符合實(shí)際的三維模型,根據(jù)陶瓷實(shí)際情況施加約束條件得到位移分布和應(yīng)力場分布,并且可以研究應(yīng)力場隨時(shí)間的變化,得到激光作用于陶瓷的應(yīng)力場瞬態(tài)變化數(shù)據(jù)。
研究帽頂形激光加載時(shí)可能造成的熔融,氣化反應(yīng)和應(yīng)力引起的損傷和斷裂情況。
可以近一步研究移動(dòng)激光束對(duì)陶瓷作用的溫度場和熱應(yīng)力場變化,模擬激光焊接陶瓷過程。
吸收激光的能量主要分布在光斑半徑以內(nèi),因此隨著加熱時(shí)間增加形成的徑向溫度梯度也越大。