平幅軋染中針織物形變對染色的影響
2019-12-09 07:20:54王秋平毛志平張琳萍
紡織學報 2019年11期
王秋平, 毛志平, 鐘 毅, 徐 紅, 張琳萍
(1. 東華大學 化學化工與生物工程學院, 上海 201620; 2. 東華大學 生態紡織教育部重點實驗室, 上海 201620;3. 東華大學 紡織科技創新中心, 上海 201620)
針織加工生產效率高,工藝流程短,投資少,適應于小批量、多品種的生產,因此,針織工業在整個紡織工業中所占的比重越來越大[1]。傳統針織物的印染加工多釆用間歇方式,特別是染色過程,100%采取間歇方式。這種染色工藝加工設備簡單,整個染色過程可以在1臺機器上完成,具有處理緩和、易對色,染色后織物手感好,織物的組織花紋可得到保持等優點,但是該染色工藝浴比大,單位質量的織物染化助劑用量大,水、能源消耗大,污水處理和排放問題突出,對生態環境造成了危害[2]。
針織物冷軋堆染色工藝是一種半連續化的生產工藝,該工藝流程短,設備簡單,對環境污染小,因無需汽蒸和高溫固色,節約能源,耗水量少[3-4];但冷軋堆染色收卷過程中由于縫頭而導致的染色色差問題且不能連續化加工,不能滿足服裝工業的需求,因此針織物印染需逐步朝平幅連續加工方式轉變。根據歐美國家的統計數據表明,將針織物印染加工從繩狀間歇式改為平幅連續式,可節水、節能、降低生產成本,節能減排效果突出。同時,針織物連續式印染加工還具有如下特點:無繩狀加工的皺印問題;無摩擦或磨損缺陷;織物表面更光滑(無微小的起球,幾乎無毛羽);容易控制織物的縮水狀況等[5]。因此,針織物的平幅染整加工技術是目前全球印染行業的研究和推廣的熱點。
針織物特別是彈性針織物對張力敏感[6],并且針織物滲透性比機織物好,平幅軋液過程中的張力差會導致針織物發生形變,使織物的帶液率發生變化[7]。當受到張力時織物變形不勻,則易出現染液施加不均勻現象,從而影響染色的均勻性。染色過程中織物左中右張力的均勻性也會影響染色的均勻性[8],因此,研究張力對針織物平幅軋染產生的影響十分必要。本文分別選用3種不同活性基活性紅染料對針織物進行平幅軋染,研究了平幅軋染過程中張力對染色效果的影響,考察了著色織物色牢度,并與傳統浸漬染色進行了比較。
1 實驗部分
1.1 實驗材料與儀器
織物:羅紋組織純棉針織物(面密度為178 g/m2)。
藥品:活性紅WBRH(江蘇德美科化工有限公司,KN型乙烯砜活性基)、活性紅P-BN(上海雅運紡織化工有限公司,K型一氯均三嗪活性基)、活性紅L-S(上海安諾其紡織化工股份有限公司,M型雙乙烯砜活性基);元明粉、氫氧化鈉、碳酸鈉、(上海國藥集團化學試劑有限公司),均為分析純,未經進一步純化,皂片(上海制皂廠)
儀器:JMU-5058型臺式軋車(北京紡織機械器材研究所),DGG-9070A型電熱恒溫鼓風干燥箱(上海森信實驗儀器有限公司),SF650型測色配色儀(美國Datacolor公司),JA2003型電子分析天平(上海天平儀器廠),M-TENTER型連續式織物定型機(臺灣瑞比公司),DHE型高溫汽蒸箱(瑞士Mathis公司),Y571B型摩擦色牢度試驗機(溫州紡織儀器廠),SW-12AII型耐洗色牢度試驗機(溫州大榮紡織儀器有限公司)
1.2 軋染工藝
浸軋工作液處方:染料2~20 g/L;元明粉80~200 g/L;碳酸鈉20~40 g/L。
工藝流程:經過前處理的棉針織物→浸軋(二浸二軋,軋液率80%)→預烘(80 ℃,3 min)→飽和蒸汽汽蒸(100 ℃,2 min)→水洗→皂洗(皂片2 g/L,碳酸鈉2 g/L,95 ℃,10 min,浴比1∶20)→水洗→烘干
工作液由堿液和染液混合制備,攪拌均勻后倒入軋車的輥槽中;浸軋液使用時間不能過長,以免染料發生水解而造成色淺。
1.3 浸染工藝
染色處方:染料0~6%(o.w.f);元明粉0~100 g/L;碳酸鈉0~20 g/L;浴比1∶20。
為了比較相同染料不同工藝的差異,將染料用量進行歸一化[9],浸染染液處方中染料用量計算如表1所示。
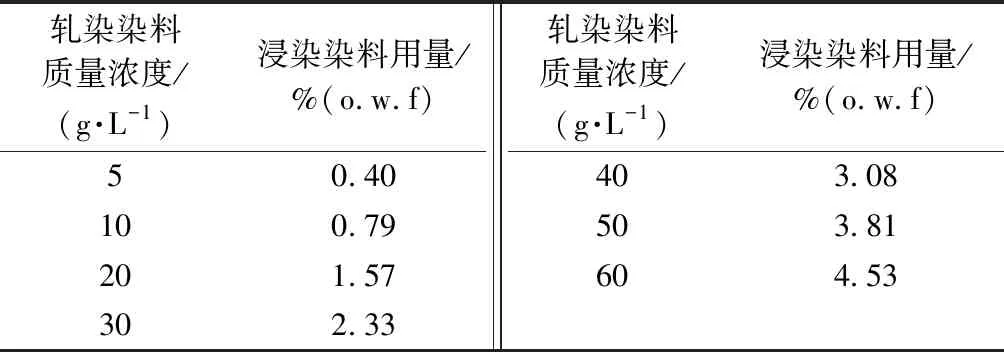
表1 軋染染料濃度與浸染對應值Tab.1 Pad dye concentration and the corresponding value of dyeing
染料質量濃度為1 g/L時,織物固色前吸浸的染料量為
以此計算浸漬染色染料用量:
式中:m0為織物的質量,g;m1為浸軋后織物上的染料量,g;C為軋染時1 g/L對應的浸染所需染料用量;P為軋余率,本實驗中設定為80%。
工藝流程:在30~60 ℃條件下染15 min后加入鹽,續染15 min,升溫至60~90 ℃后加入純堿,并在此溫度下固色30 min,染色完畢后降溫冷卻,取出試樣,用冷水洗、皂煮、水洗、烘干。其中KN型活性染料入染溫度為30 ℃,固色溫度為60 ℃;K型活性染料入染溫度為60 ℃,固色溫度為90 ℃;M型活性染料入染溫度為40 ℃,固色溫度為60 ℃。
1.4 測試方法
1.4.1K/S值的測定
通過Datacolor SF650型測色配色儀測定針織物的表觀深度(K/S值),選擇4個測試點進行測色,測試結果取平均值。
1.4.2 組間組內相關性的分析
重復6次實驗,整理數據并采用數理統計的方法分析組間組內的相關性。
1.4.3 摩擦牢度的測定
耐摩擦色牢度按照GB/T 3920—2008《紡織品 色牢度試驗 耐摩擦色牢度》測試。
1.4.4 皂洗牢度的測定
耐皂洗色牢度按照GB/T 3921—2008《紡織品色牢度試驗 耐皂洗色牢度》中的C(3)方法測試。
2 結果與討論
2.1 針織物平幅軋染性能
采用針織物軋烘蒸小樣染色,染料選用活性紅WBRH(乙烯砜活性基)、活性紅P-BN(一氯均三嗪活性基)和活性紅L-S(雙乙烯砜活性基),考察針織物軋染染色性能,并與浸染方式進行對比。通過不同染色方式染色后得到活性紅染料提升力曲線,如圖1所示。
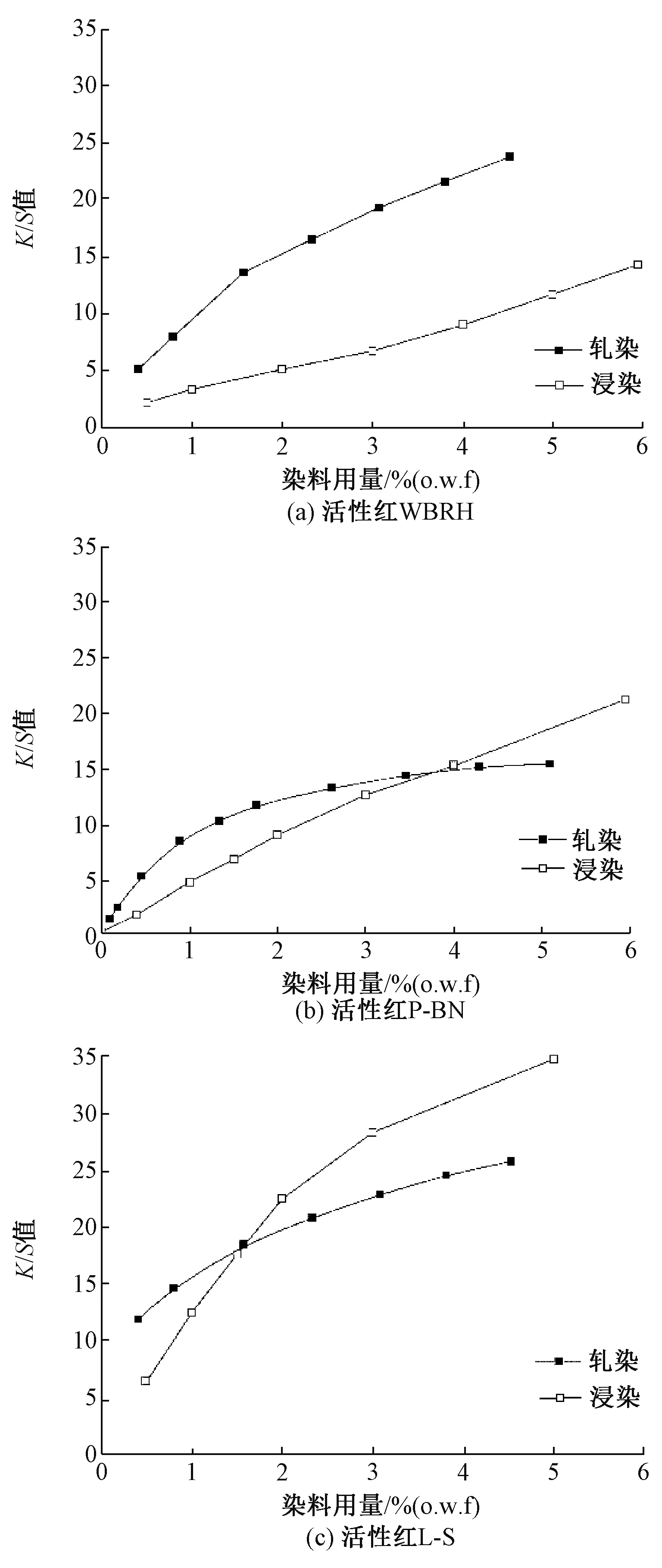
圖1 活性紅染料提升力曲線Fig.1 Lifting force curve of reactive red dyes. (a) Reactive Red WBRH; (b) Reactive Red P-BN; (c) Reactive Red L-S
采用3種染料軋染工藝對棉針織物進行染色,隨著染料用量的增加,棉針織物的K/S值呈上升趨勢;低濃度時,K/S值隨染料用量升高基本呈直線變化;當染料增加到一定量后,K/S值上升趨勢逐漸減緩。采用浸染工藝對棉針織物進行染色時,隨著染料用量的增加,棉針織物的K/S值基本呈直線上升趨勢。
由于染料的結構差異,不同染色工藝條件下棉針織物對3種染料的吸附固色完全不同,提升力亦不相同,如圖1所示。對于這3種不同活性基的活性染料,軋染染色提升力大小為:活性紅L-S>活性紅P-BN>活性紅WBRH,即雙乙烯砜活性基>單一氯均三嗪活性基>單乙烯砜活性基,這是由于雙活性基的活性大于單活性基,因此活性紅L-S的K/S值更大。2種單活性基活性染料的上染相近,在本實驗條件下,乙烯砜活性基活性略高于一氯均三嗪活性基。
比較3種活性染料平幅浸軋染色時發現,帶有單乙烯砜活性基的活性紅WERH軋染表現出較好的提升力(見圖1(a)),高于浸漬染色,這是由于浸軋染色時染料與堿劑接觸時間短,染料水解率大大降低,因此,活性紅WBRH(KN型)更推薦軋染工藝。由圖1(b)、圖1(c)可知:雙乙烯砜活性基的活性紅L-S(M型)和一氯均三嗪活性基的活性紅P-BN(K型)2種工藝染色提升力曲線出現了交叉;低濃度染色時,軋染的K/S值顯著高于浸染;隨著染料用量的增大,浸染的K/S值高于軋染并且二者之間差值逐漸變大。這是因為染料用量增大時,浸軋染色染料堿劑與纖維的接觸時間短,對于較活潑的雙活性基和一氯均三嗪活性基,纖維的非結晶區與活性基結合數量存在上限,因此經過短時間的汽蒸,只能有少部分染料與纖維結合,大部分在汽蒸之后的水洗過程中被洗掉,所以隨著使用染料的增多,軋染色深低于浸染,并且二者之間差距逐漸增大。綜上所述,染中淺色時采用軋染方式,可獲得更大的色深,節省染料。
由圖1還可知:對于3種染料采用軋染工藝對棉針織物進行染色,隨著染料用量的增加,棉針織物的K/S值呈上升趨勢;低濃度時K/S值與染料用量基本呈直線變化;隨著染料用量的增加,K/S值上升趨勢逐漸減緩,采用浸染工藝對棉針織物進行染色時,隨著染料用量的增加,棉針織物的K/S值基本呈直線上升趨勢。
2.2 針織物張力對染色效果的影響
針織物平幅連續軋染,織物是在浸軋、預烘、汽蒸和洗滌全過程中帶張力運行,纖維拉伸內應力對染色產生影響,因此,本文首先依次對針織物經緯方向拉伸,然后選取上述3種活性紅染料(20 g/L),采用1.2節連續軋染處方與工藝曲線,對針織物進行平幅軋染,重復實驗6次,分別研究預烘、汽蒸等關鍵環節拉伸率(在0%~20%范圍內)對染色的影響。
2.2.1 預烘中橫向張力對染色的影響
針織物在預烘過程中依次在緯向方向拉伸不同比率,通過測定織物最終K/S值來評價橫向張力對染色的影響,實驗結果如圖2和表2所示。
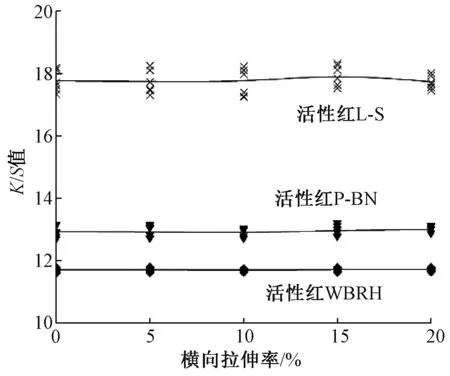
圖2 預烘時橫向拉伸率對色深的影響Fig.2 Effect of transverse stretch rate on color depth during pre-baking
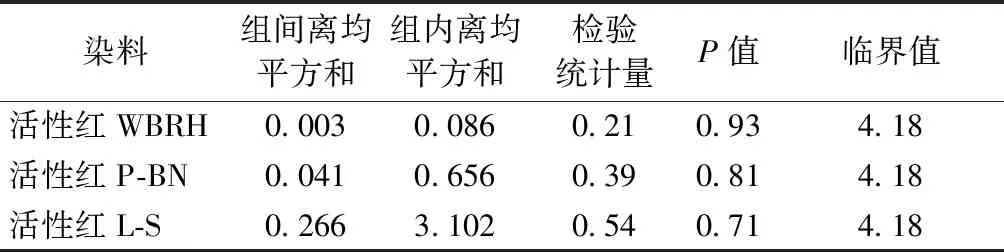
染料組間離均平方和組內離均平方和檢驗統計量P值臨界值活性紅WBRH0.003 0.086 0.21 0.93 4.18 活性紅P-BN0.041 0.656 0.39 0.81 4.18 活性紅L-S0.266 3.102 0.54 0.71 4.18
由圖2和表2可知,顯著性水平α=0.01,對于KN型活性染料活性紅WBRH,K型活性染料活性紅P-BN和M型活性染料活性紅L-S,檢驗統計量<臨界值,組間離均平方和<組內離差平方和,沒有證據表明組間存在明顯差異,即預烘時橫向張力對3種染料染色的色深影響較小,因此,在預烘過程中對針織物施加橫向拉伸力對針織物的染色效果影響較小。
2.2.2 預烘中縱向張力對染色的影響
預烘中依次在經向方向拉伸不同比率,通過測定織物最終K/S值來評價縱向張力對染色的影響,實驗結果如圖3和表3所示。
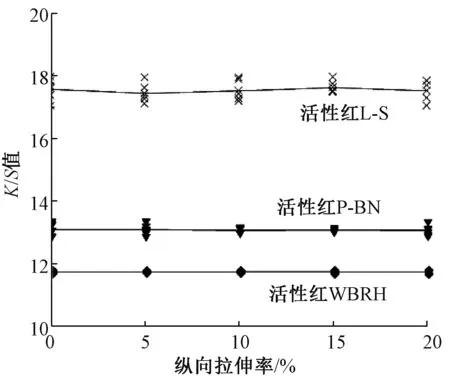
圖3 預烘時縱向拉伸率對色深的影響Fig.3 Effect of longitudinal stretch rate on color depth during pre-baking

染料組間離均平方和組內離均平方和檢驗統計量P值臨界值活性紅WBRH0.001 0.056 0.05 0.99 4.18 活性紅P-BN0.003 0.536 0.04 1.00 4.18 活性紅L-S0.113 2.180 0.32 0.86 4.18
由圖3和表3可知:顯著性水平α=0.01,對于KN型活性染料活性紅WBRH,K型活性染料活性紅P-BN和M型活性染料活性紅L-S,檢驗統計量<臨界值,組間離均平方和<組內離均平方和,沒有證據表明組間存在明顯差異,即預烘時縱向張力對3種染料染色的色深影響較小,因此,在預烘過程中對針織物施加縱向拉伸力對針織物的染色效果影響較小。
2.2.3 汽蒸時橫向張力對染色的影響
針織物汽蒸固色過程中依次在橫向方向拉伸不同比率,通過測定織物最終K/S值來評價橫向張力對染色的影響,實驗結果如圖4和表4所示。
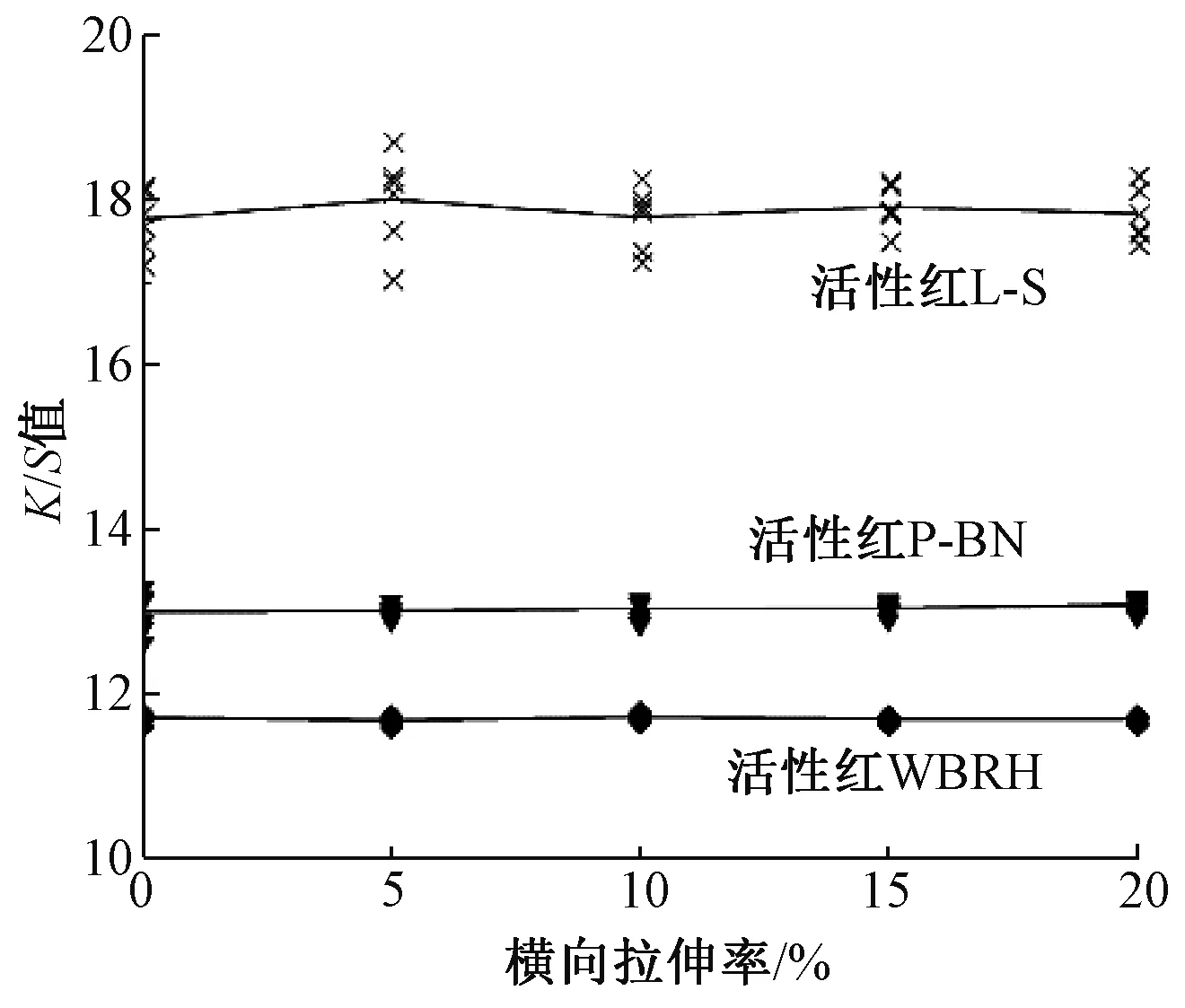
圖4 汽蒸時橫向拉伸率對色深的影響Fig.4 Effect of transverse stretch rate on color depth during steaming
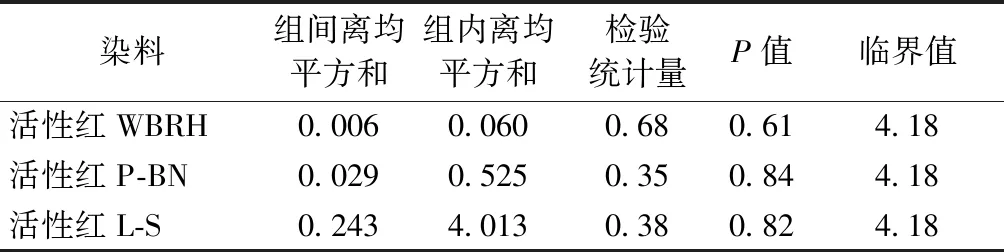
染料組間離均平方和組內離均平方和檢驗統計量P值臨界值活性紅WBRH0.006 0.060 0.68 0.61 4.18 活性紅P-BN0.029 0.525 0.35 0.84 4.18 活性紅L-S0.243 4.013 0.38 0.82 4.18
由圖4和表4可知:顯著性水平α=0.01,對于KN型活性染料活性紅WBRH,K型活性染料活性紅P-BN和M型活性染料活性紅L-S,檢驗統計量<臨界值,組間離均平方和<組內離均平方和,沒有證據表明組間存在明顯差異,即汽蒸時橫向張力對3種染料染色的色深影響較小。因此,在汽蒸過程中對針織物施加橫向拉伸力對針織物的染色效果影響較小。
2.2.4 汽蒸時縱向張力對染色的影響
同理,汽蒸固色過程中依次在縱向方向拉伸不同比率,通過測定織物最終K/S值來評價縱向張力對染色的影響,實驗結果如圖5和表5所示。
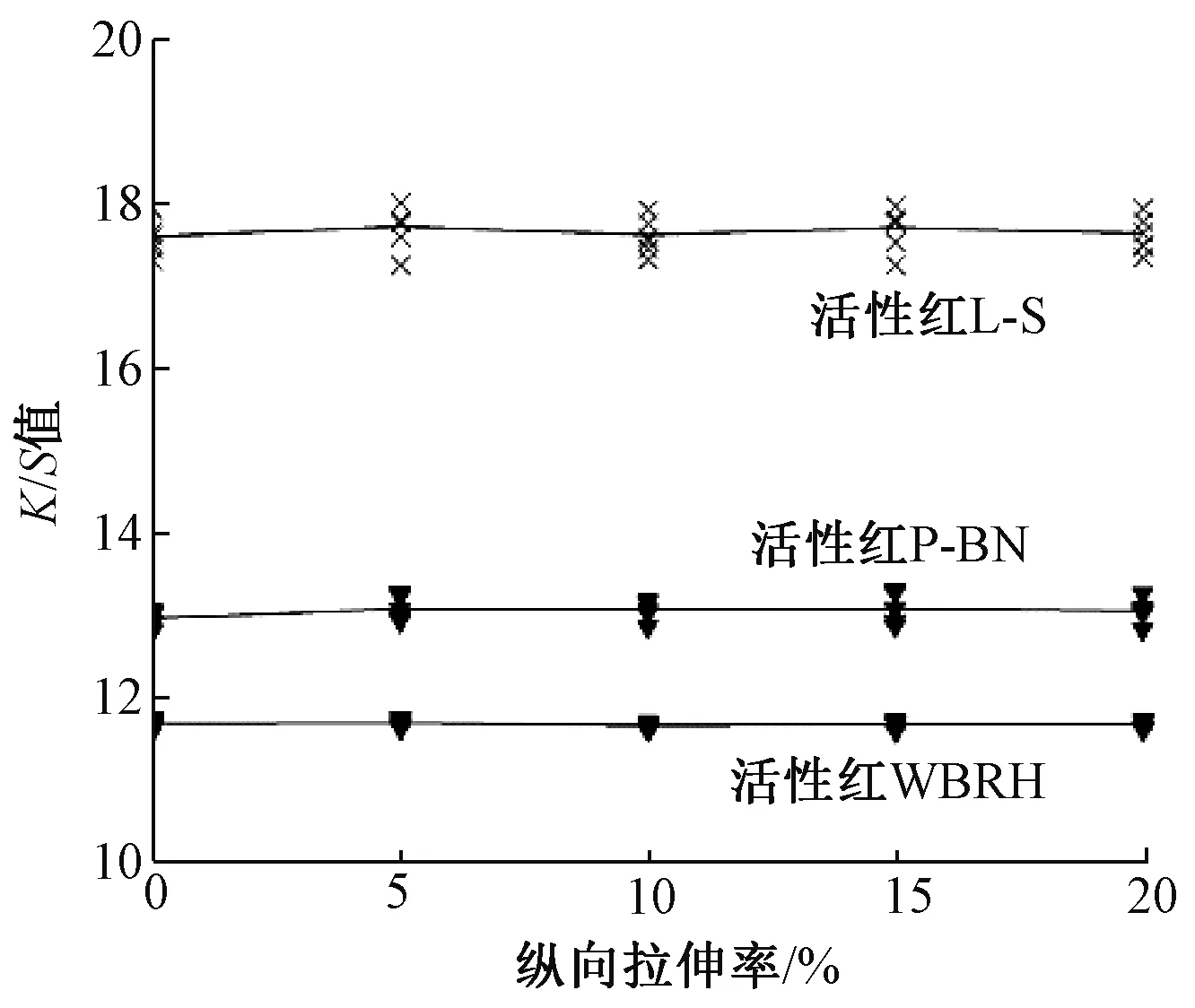
圖5 汽蒸時縱向拉伸率對色深的影響Fig.5 Effect of longitudinal stretch rate on color depth in steaming
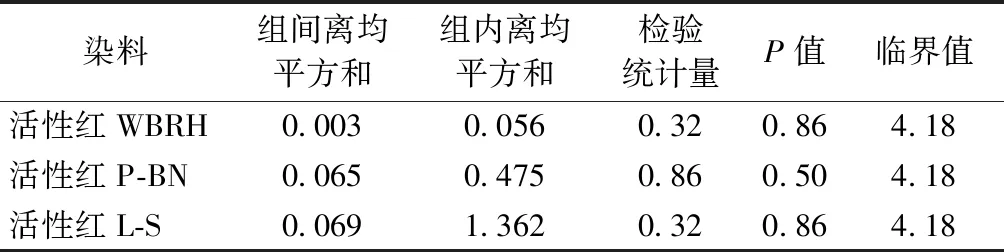
染料組間離均平方和組內離均平方和檢驗統計量P值臨界值活性紅WBRH0.003 0.056 0.32 0.86 4.18 活性紅P-BN0.065 0.475 0.86 0.50 4.18 活性紅L-S0.069 1.362 0.32 0.86 4.18
由圖5和表5可知:顯著性水平α=0.01,對于KN型活性染料活性紅WBRH,K型活性染料活性紅P-BN和M型活性染料活性紅L-S,檢驗統計量<臨界值,組間離均平方和<組內離均平方和,沒有證據表明組間存在明顯差異,即汽蒸時縱向張力對3種染料染色的色深影響較小。因此,在汽蒸過程中對針織物施加縱向拉伸力對針織物的染色效果影響較小。
綜上所述,選用3種不同活性基的紅色活性染料對針織物進行平幅染色,多次重復實驗,并對色深進行方差分析得知,張力并不是影響色深的決定性因素,因此,在針織物的平幅加工過程中,不同環節施加張力不同,對最后色深不會有明顯影響,降低了針織物平幅加工中對設備及操作的要求。
2.3 針織物平幅連續軋染與浸染牢度對比
采用1.2節連續軋染處方(染料質量濃度為20 g/L)與工藝曲線進行平幅軋染的針織物,與采用1.3節浸染處方(1.57%(o.w.f))與工藝曲線進行浸染的針織物的各項牢度進行對比,結果見表6。
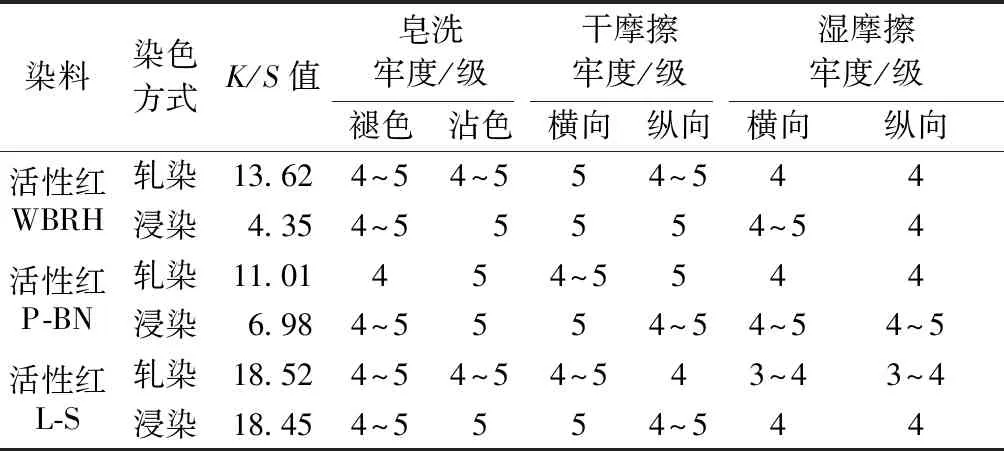
表6 針織物平幅連續軋染與浸染各項牢度對比Tab.6 Contrast of various fastness of continuous padding and dyeing of flat knitted fabric
由表6可知,無論是浸染或者軋染,3種染料染色的針織物的摩擦牢度都在3級以上,干摩擦牢度明顯高于濕摩擦牢度,橫向和縱向的摩擦牢度差別不大。
對于活性紅L-S,浸染與軋染得色相當,針織物色牢度差異不顯著;對于活性紅WBRH和活性紅P-BN,由于使用不同的染色方式,軋染針織物所得色深與浸染針織物的色深差異較大,浸染得色遠低于軋染。因此,測得浸染針織物各項牢度略優于軋染針織物。
采用3種活性紅染料經過平幅軋染與浸染的針織物的皂洗牢度都在4級以上,符合生產要求。
3 結 論
本文采用3種主要類型活性染料對針織物進行平幅軋染,借助方差分析的手段,考察針織物在不同拉伸形變條件下固色后染料結構對染色性能的影響,得到如下結論。
1)染中淺色時,采用連續軋染可節省更多染料,尤其對于活性紅WBRH(KN型),軋染色深明顯高于浸染,更推薦軋染方式。
2)在針織物平幅連續染色加工中,不同環節施加張力不同,對最終色深和勻染沒有顯著影響,降低了針織物平幅加工中對設備及操作的要求。
3)浸染及軋染工藝所染針織物的皂洗牢度都在4級以上,符合生產要求。
后續將針對拼混染料在針織物浸軋、烘干以及汽蒸中的泳移固色等方面做進一步深入探究。
FZXB
