12Cr2Mo1R 厚壁筒體加氫反應(yīng)器鍛件工藝研究
2019-12-10 02:28:58楊華潘強(qiáng)陳廣軍馮淳元孫姣劉瓊
石油工業(yè)技術(shù)監(jiān)督 2019年11期
關(guān)鍵詞:筒體
楊華,潘強(qiáng),陳廣軍,馮淳元,孫姣,劉瓊
蘭州蘭石能源裝備工程研究院 (甘肅 蘭州 730314)
0 引言
加氫反應(yīng)器是加氫裝置的核心設(shè)備, 其生產(chǎn)操作條件相當(dāng)苛刻,技術(shù)難度大,制造技術(shù)要求高,造價(jià)昂貴[1-3]。 但加氫反應(yīng)器具有輕質(zhì)油收率高、產(chǎn)品質(zhì)量好的優(yōu)點(diǎn)[4],為此人們對(duì)它無(wú)論在設(shè)計(jì)上還是使用上都給予了極大的重視。 在某種意義上加氫反應(yīng)器設(shè)計(jì)與制造的成功體現(xiàn)了一個(gè)國(guó)家的總體技術(shù)水平[5]。
12Cr2Mo1R 鋼是目前制造厚壁加氫反應(yīng)器的理想材料, 具有比12Cr2Mo1 更高的蠕變強(qiáng)度和高溫持久強(qiáng)度[4],是重型鍛焊式加氫反應(yīng)器的主體材料,高端Cr-Mo-V 加氫鍛件的技術(shù)研發(fā)是非常必要且非常緊迫的[6]。
加氫反應(yīng)器主要由封頭、筒體、接管段、內(nèi)構(gòu)件、裙座等部件組成,其主要鍛件產(chǎn)品類型有:筒體、封頭、管箱筒體、管箱蓋板、螺紋鎖緊環(huán)、法蘭、接管等[7]。 其中筒體主要為鍛焊結(jié)構(gòu),內(nèi)壁堆焊低碳不銹鋼,是反應(yīng)器承受高溫和高壓的主體部分[8-10],應(yīng)具有較高的抗拉強(qiáng)度、斷裂韌性和耐腐蝕耐氫蝕性[11],因此其鍛件質(zhì)量對(duì)加氫反應(yīng)器的使用壽命和安全性起著至關(guān)重要的作用。本文通過(guò)對(duì)12Cr2Mo1R 鋼進(jìn)行鍛造試驗(yàn), 確定該鍛造工藝作用下的材料是否適用于加氫反應(yīng)器。
1 試驗(yàn)準(zhǔn)備
本試驗(yàn)采用某鍛造公司生產(chǎn)的12Cr2Mo1R 鋼板,此次選用鍛件尺寸為外徑1 400 mm、內(nèi)徑900 mm,如圖1 所示。化學(xué)成分見(jiàn)表1,力學(xué)性能見(jiàn)表2。
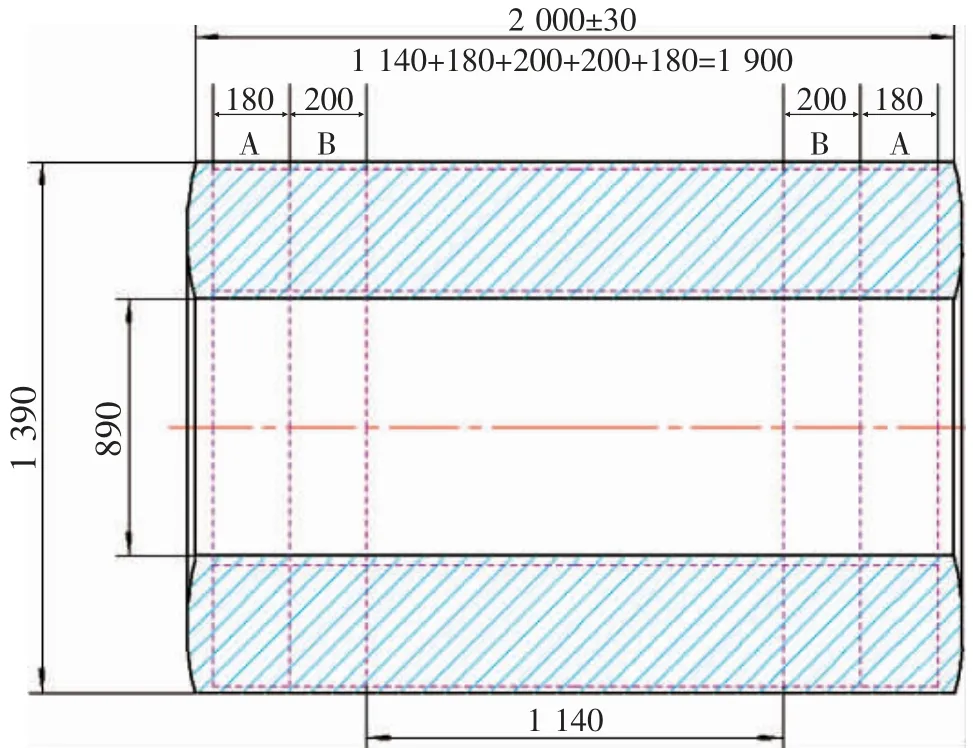
圖1 鍛件尺寸
由于此次筒體模擬件鍛件尺寸較大, 存在一定的鍛造難度,具體如下:①模擬件筒體屬于厚壁套筒類鍛件,拔套和最后擴(kuò)孔難度大[12];②鐓粗沖孔時(shí),因坯料高度較高,難以控制坯料與沖頭的位置,內(nèi)孔垂直難度大[13]。

表1 12Cr2Mo1R 化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)

表2 12Cr2Mo1R 力學(xué)性能
針對(duì)模擬筒體鍛件鍛造難點(diǎn), 提出了相應(yīng)的鍛造方法:①采用WHF 鍛造法拔方,以保證坯料充分鍛透;②針對(duì)下料后坯料的鐓粗沖孔,沖頭對(duì)準(zhǔn)坯料中心位置,防止沖偏,確保壁厚均勻[14];③坯料拔套時(shí),應(yīng)在下V 型砧板上平砧中拔長(zhǎng),盡量避免平砧拔長(zhǎng);坯料擴(kuò)孔時(shí),擴(kuò)孔芯棒要放平,勤轉(zhuǎn)輕壓,防止橢圓形及喇叭口出現(xiàn);④嚴(yán)格控制加熱規(guī)范、變形參數(shù)、鍛后熱處理工藝,確保鍛件滿足內(nèi)部質(zhì)量要求。
2 鍛造工藝
1)第一火。鋼錠加熱至溫度1 250 ℃,保溫7 h,確保鋼錠燒勻燒透,出爐。粗壓鉗口,倒棱,在上下平型砧中倒棱至外徑1 000 mm,再精壓鉗口。 停鍛溫度≥900 ℃。 入爐加熱。
2)第二火。坯料加熱至溫度1 250 ℃,保溫6 h,出爐。 在鐓粗漏盤中鐓粗, 上加球面鐓粗板整體鐓粗。 將坯料鐓擴(kuò)至外徑2 000 mm,高度600 mm,如圖2。 終鍛溫度要求≥900 ℃,防止坯料表面因拉應(yīng)力產(chǎn)生鍛造裂紋。 停鍛溫度≥900 ℃。 入爐加熱。

圖2 鐓粗至外徑約2 000 mm
3)第三火。坯料加熱至溫度1 250 ℃,保溫6 h,出爐。 本序?yàn)榘伍L(zhǎng)序。 采用WHF 鍛造法,使用寬度1 000 mm 的寬砧進(jìn)行強(qiáng)壓拔長(zhǎng), 壓下量200~300 mm,至矩形截面1 050 mm,倒角、倒圓至1 100 mm,剁冒口及底部,下料長(zhǎng)度為1 950 mm。 停鍛溫度≥900 ℃。 入爐加熱。
4)第四火。坯料加熱至溫度1 250 ℃,保溫4 h,出爐。 鐓粗至高度約1 000 mm,這時(shí)坯料外徑也約為1 700 mm;用直徑450 mm 空心沖頭沖孔如圖3,去芯料,馬架擴(kuò)孔至550 mm。停鍛溫度≥900 ℃。入爐加熱。

圖3 鐓粗后沖孔
5)第五火。用直徑500 mm 芯棒在上平、下V 型砧中拔長(zhǎng)。 要求先拔兩端,再拔中間,并確保壁厚均勻。然后上馬架擴(kuò)孔、整形,滿足鍛件尺寸要求,如圖4 和圖5 所示。 停鍛溫度≥860 ℃。
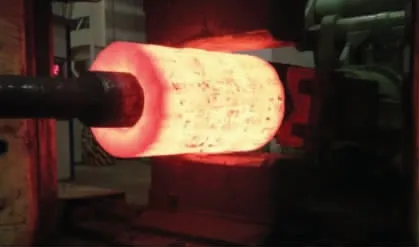
圖4 平整筒體鍛件

圖5 筒體成品鍛件
3 熱處理工藝
熱處理采用兩次正火+一次高溫,其作用是:調(diào)整和改善鍛件在鍛造過(guò)程中形成的過(guò)熱粗大組織,降低鍛件內(nèi)部化學(xué)成分與金相組織的不均勻性;防止和消除白點(diǎn)和氫脆等氫致缺陷。 擬采用的鍛后熱處理工藝流程如圖6 所示。
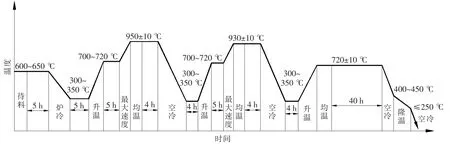
圖6 筒體模擬件鍛后熱處理流程
4 試驗(yàn)分析
試樣需要從兩端取樣, 并且需要留出一個(gè)壁厚的熱緩沖墊,這里取緩沖墊厚度200 mm。 將試樣拋光,并用4%硝酸酒精溶液對(duì)試樣進(jìn)行腐蝕。 采用荷蘭某公司生產(chǎn)的XL30 ESEM-TMP 型掃描電鏡觀察斷面微觀形貌,結(jié)果如圖7 所示。
模擬件的實(shí)際金相組織除個(gè)別金相為貝氏體+鐵素體外,其他基本上為100%的貝氏體。 貝氏體組織作為12Cr2Mo1R 特厚板最合適的原始組織,與鐵素體、珠光體和馬氏體相比,其具有更合適的位錯(cuò)密度且抗蠕變能力強(qiáng)。 從金相圖中可以看出除個(gè)別金相為貝氏體+鐵素體外,并且貝氏體含量大于90%,其他的為100%貝氏體,因此鍛造工藝對(duì)12Cr2Mo1R特厚板性能有很大的改善[15]。

圖7 部分金相組織
由于含碳量、合金元素及轉(zhuǎn)變溫度的不同,貝氏體在組織形態(tài)上大致分為粒狀貝氏體、上貝氏體、下貝氏體。 粒狀貝氏體一般介于上貝氏體形成溫度與奧氏體轉(zhuǎn)變?yōu)樨愂象w組織溫度之間形成[16],它最基本的組織特征是含有富碳的顆粒狀小島。 在正火過(guò)程中由于筒體厚度較大, 中心冷卻速率小于臨界冷卻速率,很難獲得貝氏體組織,因此需要加快筒體熱處理過(guò)程中的冷卻速率。
5 化學(xué)成分
表3 中C、Si、Mn、P、S、Cr、Mo 這7 種元素屬于12Cr2Mo1V 鋼的主要合金元素,含量過(guò)高或者過(guò)低對(duì)產(chǎn)品質(zhì)量都有影響, 內(nèi)控成分規(guī)定為0.14%~0.15%。試驗(yàn)中C 元素含量低,強(qiáng)度滿足不了要求,C元素含量高,會(huì)降低12Cr2Mo1V 鋼的低溫韌性和焊接性;Si 元素是鐵素體形成的主要元素, 是強(qiáng)化因子也是促進(jìn)脆化的因子,Si 元素自身不會(huì)引起脆化,而是對(duì)P 元素的脆化起促進(jìn)作用;Mn 元素由于既有淬透性又能提高鋼的低溫韌性, 因此Mn 元素控制在中上限;Mo 元素既能提高鋼的淬透性, 又可以減輕鋼的回火脆性, 所以Mo 元素含量應(yīng)控制在上限。 表3 得到的數(shù)據(jù)都在控制范圍內(nèi)。

表3 不同12Cr2Mo1R 試樣化學(xué)組成
6 力學(xué)性能
將試樣棒料加工成為標(biāo)準(zhǔn)拉伸試樣, 在微機(jī)控制電子萬(wàn)能試驗(yàn)機(jī)上進(jìn)行拉伸試驗(yàn), 測(cè)試復(fù)合材料的力學(xué)性能(表4)。

表4 復(fù)合材料力學(xué)性能
由表4 可以看出, 在室溫狀態(tài)下冒口端抗拉強(qiáng)度均有明顯的增強(qiáng)。
7 無(wú)損檢測(cè)
鍛件粗加工完,經(jīng)全部超聲波探傷后,均滿足JB/T 4730—2005《承壓設(shè)備無(wú)損檢測(cè)》Ⅰ級(jí)探傷的要求。
8 結(jié)論
從試驗(yàn)結(jié)果可以看出,鍛造工藝正確,鍛件粗加工后超聲波檢驗(yàn)完全滿足技術(shù)要求, 筒體模擬件熱處理后的金相組織滿足產(chǎn)品的技術(shù)要求。 經(jīng)過(guò)仔細(xì)分析,尤其從金相組織分析得出結(jié)論,若淬火溫度偏低,奧氏體化不充分,部分添加劑未能全部溶解入奧氏體,那將導(dǎo)致淬透性不足,經(jīng)水冷后未能全部轉(zhuǎn)變成貝氏體,鐵素體含量較高,滿足不了貝氏體組織含量≥90%的要求。因此,在實(shí)際的生產(chǎn)應(yīng)用中必須注意合理地控制溫度,才能得到合格的產(chǎn)品。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
現(xiàn)代制造技術(shù)與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
重型機(jī)械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34