鞍鋼鲅魚圈熱軋1580機組焊瓶鋼軋制工藝優化
2019-12-10 06:28:28韓姝紅賀亮王存王杰劉旺臣
鞍鋼技術 2019年6期
關鍵詞:工藝
韓姝紅 ,賀亮 ,王存 ,王杰 ,劉旺臣
(1.鞍鋼教育培訓中心,遼寧 鞍山 114032;2.鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007)
鞍鋼股份有限公司鲅魚圈鋼鐵分公司(以下簡稱鞍鋼鲅魚圈)熱軋部1580生產線2008年建成投產,產品廣泛應用于建筑、機械、汽車、家電、石油、鐵路、集裝箱、造船等行業。焊瓶鋼HP295是1580線為適應市場需求開發的高附加值產品,該產品主要用于制造液化石油氣氣瓶、乙炔氣瓶等[1],市場前景廣闊,但用戶對焊瓶鋼的沖壓性能、力學性能和焊接性能要求較高[2-3]。用戶反饋1580生產線生產的焊瓶鋼,在后續加工時會出現制耳現象。為保證下游用戶的產品質量,對焊瓶鋼軋制工藝進行改進很有必要性。通過對HP295鋼板進行取樣分析,找出產生制耳現象的原因,通過調整粗軋工藝制度及軋后冷卻制度,消除了制耳現象,本文對此加以論述。
1 制耳現象產生的原因及分析
鞍鋼鲅魚圈熱軋部生產的HP295焊瓶鋼工藝路線為:鐵水預處理→轉爐冶煉→LF爐外精煉→板坯連鑄→加熱→1580軋制→層流冷卻→卷取→噴印標記→檢驗→入庫。其化學成分見表1。
板坯出爐溫度為(1 230±30)℃,粗軋出口目標溫度為(1 050±30)℃,精軋出口溫度為(870±10)℃,卷取溫度為(650±20)℃,用戶反饋有幾個批次的板卷后續加工中出現制耳現象,制耳缺陷見圖1。

表1 HP295焊瓶鋼化學成分(質量分數) %

圖1 HP295制耳現象
針對出現的制耳現象,對不同批次的鋼板進行取樣化驗。取樣選擇在線與離線兩種條件,在線不完全冷卻,離線是完全冷卻,目的是做不同狀態下內部組織的比對。在線取樣的鋼卷因取樣時頭部已經和卷取機建立張力,只能在尾部取樣。為方便區分和復查,試樣的編號與卷號對應。試樣編號明細見表2。
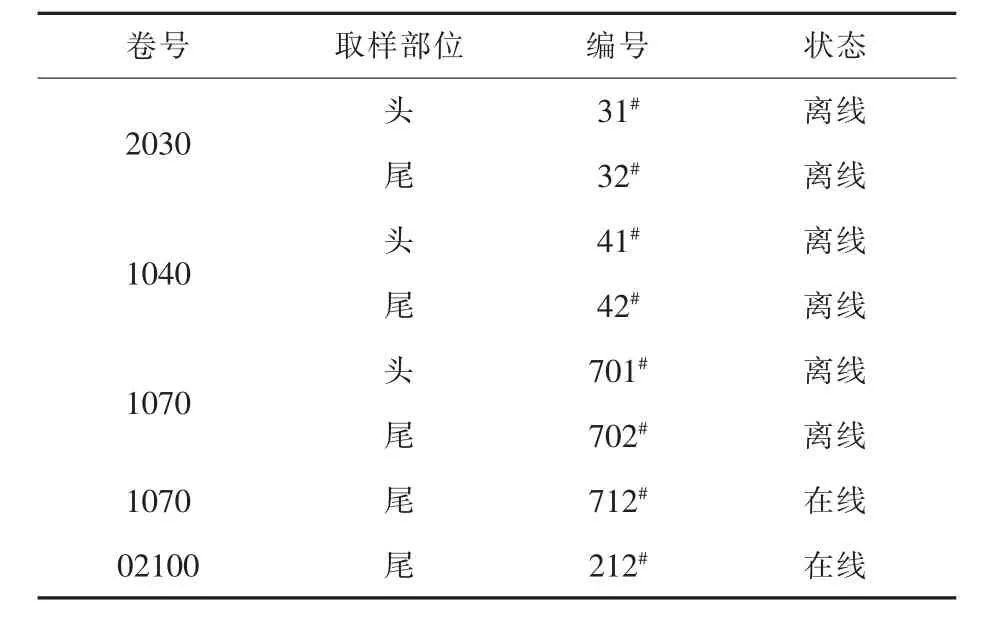
表2 HP295試樣編號明細
送檢材質為HP295熱軋鋼板樣8塊,采用Leica MEF-4M型光學顯微鏡對其晶粒度各顯微組織進行對比檢驗分析,試樣檢驗結果見表3。
圖2為31#試樣基體顯微組織形貌。31#鋼中含有的大量多邊形鐵素體和片狀珠光體,其間夾著少量貝氏體,與此類似的還有32#、41#和42#鋼試樣。
圖3為212#試樣基體顯微組織形貌,鋼中含有大量多邊形鐵素體和貝氏體,其間夾著少量珠光體。與此組織形貌類似的還有701#、702#和712#鋼試樣。
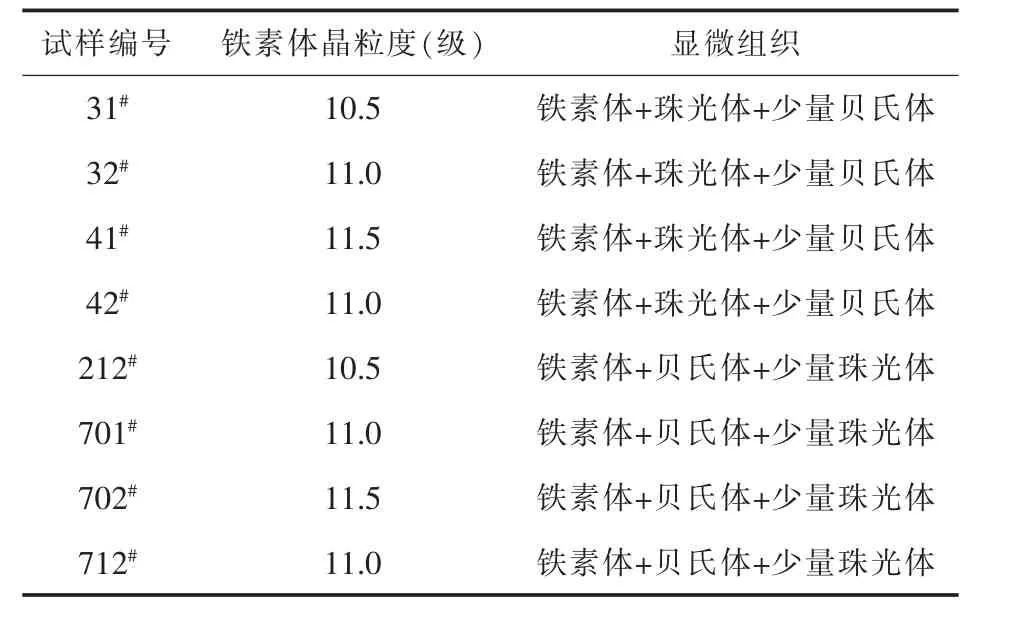
表3 試樣檢驗結果
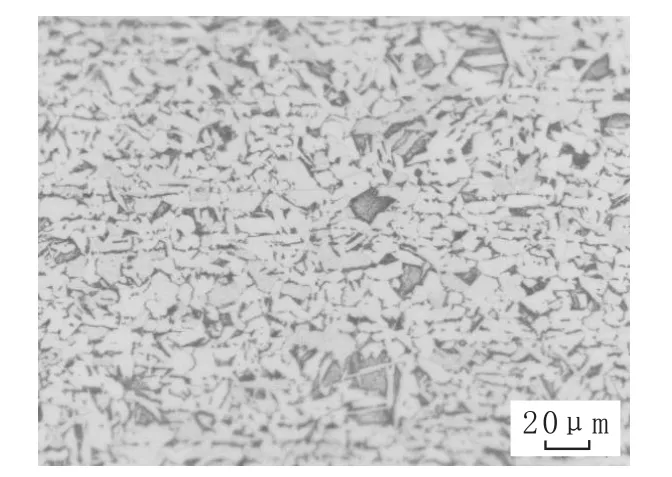
圖2 31#試樣基體顯微組織形貌
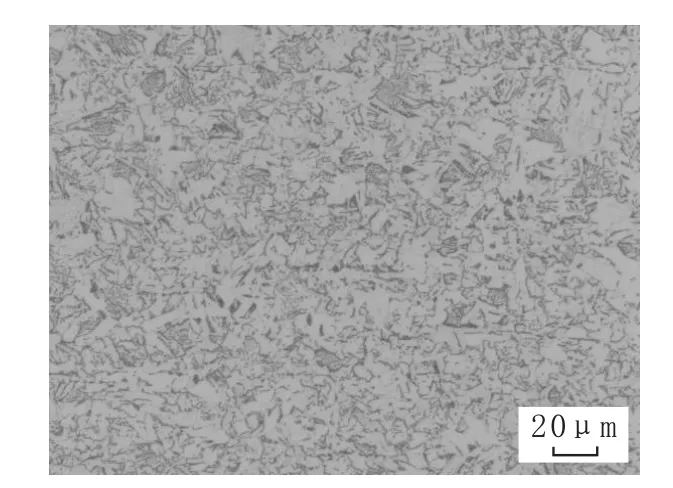
圖3 212#試樣基體顯微組織形貌
鋼板中的少量貝氏體會使鋼板內部微觀組織強度不均勻,在沖壓過程中出現各項異性,導致鋼板各方向上平面應變塑形比r值不同,從而出現制耳現象[4]。此外,由于溫度不在合理范圍內,內部組織存在不同程度混晶現象,鋼板同樣產生了各向異性,導致了制耳的發生。因此,優化粗軋工序工藝制度,可以減小混晶,嚴格控制精軋工藝及軋制后層流冷卻[5],可以保證鋼板軋后冷卻速度低于形成貝氏體的冷速,從而得到正常的鐵素體珠光體組織,保證內部組織均勻性。
2 粗軋軋制工藝
1580熱連軋生產線工藝流程見圖4。

圖4 1580熱連軋生產線工藝流程
1580生產線來料板坯厚度通常為210 mm,粗軋采用3+3軋制工藝,即R1、R2軋機的軋制道次各為三道次軋制,粗軋共軋制6道次,壓下率分別為 23%、20%、19%、16%、15%、11%,由二級數據模型進行工藝控制。而焊瓶鋼來料板坯厚度為170 mm,粗軋出口厚度一般控制在40~50 mm,由于定寬壓力機側壓速度相對較慢,因此粗軋軋制時間較長,在板坯較薄時,溫降一般在180~210℃。按工藝要求,粗軋出口溫度為(1 050±30)℃推算,加熱爐出鋼溫度應為1 230~1 260℃。然而,焊瓶鋼生產工藝要求加熱爐出鋼溫度僅為(1 200±20)℃,提高板坯出鋼溫度不僅不符合工藝要求,而且還會增加煤氣消耗和生產成本。因此3+3軋制工藝不能滿足特殊鋼種及規格的生產要求。
受SP定寬壓力機的設計能力限制,側壓速度相對較慢,在板坯較薄時,為保證粗軋出口溫度和精軋入口溫度,就要提高板坯出爐溫度或提高軋制節奏。
3 軋制工藝優化
根據以上分析及生產經驗,工藝優化如下:
(1)減少粗軋道次。粗軋采用1+3軋制工藝,即R1軋機只軋1道次,壓下率為28%~35%;R2軋機軋3道次,第1道次壓下率為25%~32%,R2軋機第2道次壓下率為22%~26%,R2軋機第3道次壓下率為15%~18%,且各道次的壓下量控制在50 mm以內。因R1軋機只軋一道次,大大減少了軋件的溫降,采用此工藝后,粗軋出口溫度能夠控制在(1 050±30)℃。
(2)改變鋼板軋后冷卻模式。將原來的軋后前段冷卻改成中后段慢冷,使鋼板冷卻速度低于產生貝氏體的冷卻速度。
按此工藝制度生產幾個批次的HP295鋼板,在用戶焊瓶沖壓制造中未見制耳現象產生,用戶反應良好。工藝改進前后產品對比見圖5。
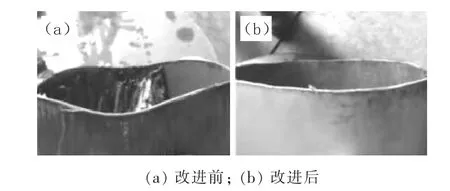
圖5 工藝改進前后產品對照圖示
4 結語
通過對鋼板不同狀態下取樣的分析,得出焊瓶生產中出現制耳缺陷的主要原因是鋼中的混晶以及少量貝氏體產生的各向異性。根據分析結果調整工藝為:減少粗軋軋制道次,冷卻模式采用中后段慢冷。采用新的工藝生產后,解決了HP295鋼的制耳問題。改進后的HP295鋼再未出現制耳現象,保證了下游用戶的產品質量。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
