某輔助動(dòng)力裝置進(jìn)氣機(jī)匣連接安裝座裂紋故障分析
2019-12-10 09:30:06劉雨澄李東杰馮立勇
中國科技縱橫 2019年20期
關(guān)鍵詞:裂紋
劉雨澄 李東杰 馮立勇
摘 要:本文針對(duì)某輔助動(dòng)力裝置進(jìn)氣機(jī)匣連接安裝座裂紋故障進(jìn)行分析,建立了故障樹,結(jié)合分解檢查及地面試驗(yàn)等分析,找出了故障原因,并提出改進(jìn)措施,為解決類似的裂紋故障提供參考依據(jù)。
關(guān)鍵詞:輔助動(dòng)力裝置;裂紋;分析及改進(jìn)
中圖分類號(hào):V263.6 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1671-2064(2019)20-0074-03
0 引言
航空發(fā)動(dòng)機(jī)裂紋故障是發(fā)動(dòng)機(jī)常見的故障,同時(shí)也是對(duì)發(fā)動(dòng)機(jī)影響很大的故障[1]。輔助動(dòng)力裝置(簡(jiǎn)稱APU)進(jìn)氣機(jī)匣連接安裝座的主要作用是連接、固定進(jìn)氣機(jī)匣上、下部組件,保證APU進(jìn)氣順暢。連接安裝座產(chǎn)生裂紋,會(huì)造成進(jìn)氣機(jī)匣上、下組件連接松動(dòng),導(dǎo)致進(jìn)氣機(jī)匣密封性降低,使APU艙內(nèi)混合油氣的空氣被吸入,造成飛機(jī)內(nèi)部空氣污染,對(duì)駕駛員及乘客帶來健康方面的危害。因此有必要重視連接安裝座裂紋故障問題。本文將徹底分析連接安裝座裂紋故障的原因,并提出改進(jìn)措施。
1 故障現(xiàn)象
某APU經(jīng)過外場(chǎng)飛行300h后進(jìn)行地面檢查,發(fā)現(xiàn)進(jìn)氣機(jī)匣多個(gè)連接安裝座發(fā)生斷裂,8個(gè)連接安裝座出現(xiàn)3個(gè)連接安裝座完全斷裂,2個(gè)連接安裝座焊縫處開裂,具體見圖1。
2 斷口分析
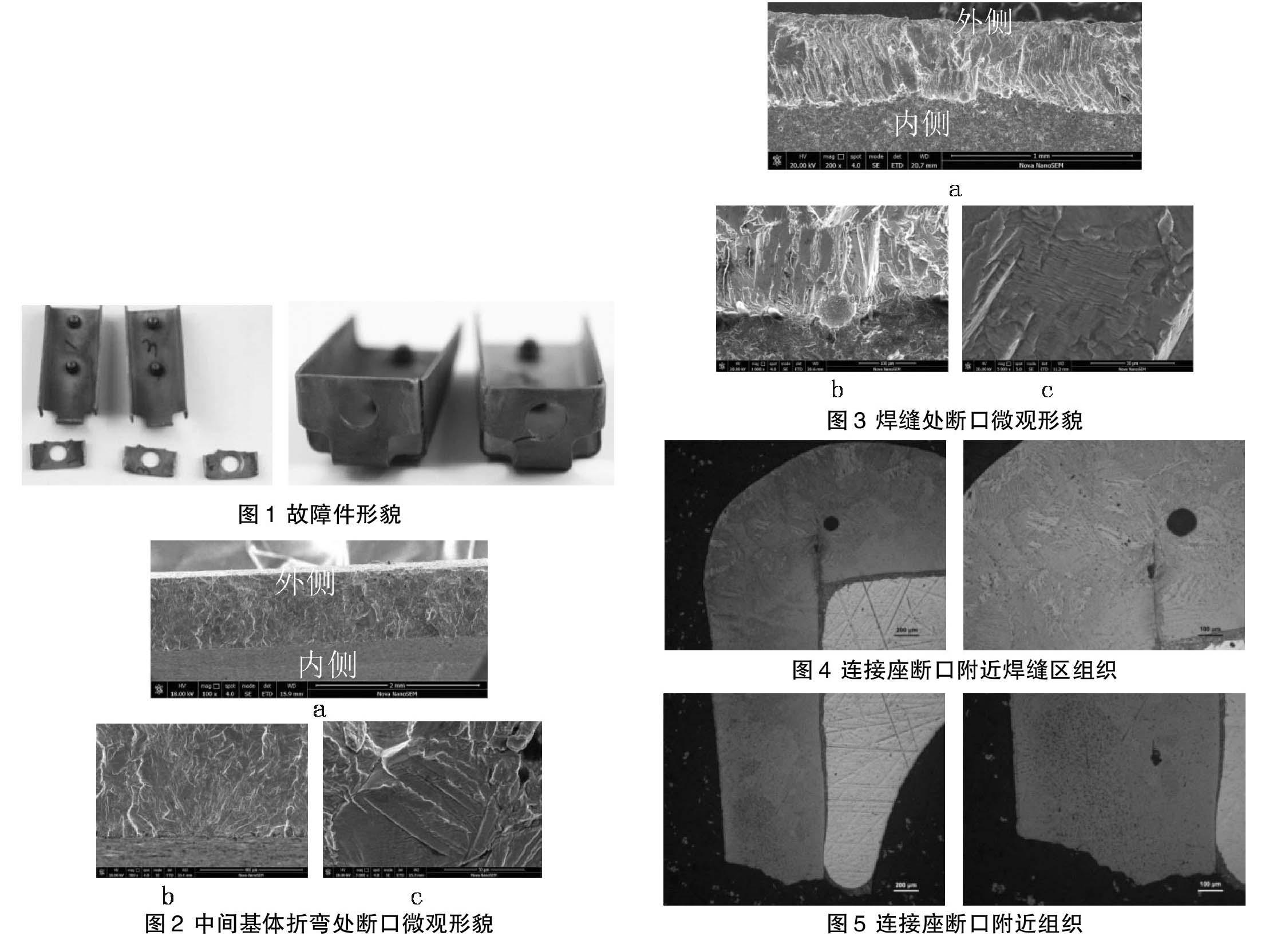
對(duì)斷裂的安裝座斷口進(jìn)行超聲波清洗后,在掃描電鏡下進(jìn)行微觀觀察,檢查結(jié)果見圖2~圖3。
連接座中間基體折彎處斷口起源于內(nèi)側(cè)表面,呈多個(gè)點(diǎn)源或小線源,源區(qū)未見冶金缺陷(圖2a),擴(kuò)展區(qū)可見細(xì)密的疲勞條帶(圖2b、2c)。焊縫處斷口可見明顯焊接氣孔缺陷(圖3a,3b),且存在疲勞條帶(圖3c)。
對(duì)焊縫區(qū)進(jìn)行能譜分析,結(jié)果表明。焊縫區(qū)存在大量氧元素,焊縫斷口邊緣含氧9.4%,焊縫斷口心部達(dá)13.36%。氧元素的大量存在是因?yàn)楹缚p氧化導(dǎo)致。
對(duì)斷裂的安裝座進(jìn)行金相檢查,發(fā)現(xiàn)焊縫區(qū)由三層組織構(gòu)成,焊縫處可見氣孔缺陷和未焊透缺陷(圖4,圖5)。
根據(jù)上述檢查初步得到如下結(jié)論:
(1)連接座斷口可見疲勞條帶,斷裂性質(zhì)為疲勞斷裂。
(2)疲勞擴(kuò)展區(qū)條帶細(xì)密,說明其擴(kuò)展應(yīng)力不大,為安裝座工作過程中承受的振動(dòng)應(yīng)力,但從疲勞起源看,源區(qū)為密集多源,說明起裂應(yīng)力較大,說明起始應(yīng)力除工作中承受到的振動(dòng)應(yīng)力外,還疊加了其他的應(yīng)力來源。
(3)焊縫處有未焊透缺陷;焊縫區(qū)由三個(gè)區(qū)域組成,導(dǎo)致有效受力面積減小,實(shí)際應(yīng)力增大;能譜分析顯示,焊縫內(nèi)表面焊料區(qū)有較高的氧元素,表明焊縫存在氧化現(xiàn)象。
3 故障分析
3.1 故障樹建立
根據(jù)第2節(jié)得出的結(jié)論我們建立故障樹(圖6),共6個(gè)底事件。
3.2 故障樹分析
3.2.1 設(shè)計(jì)強(qiáng)度不足(X1)
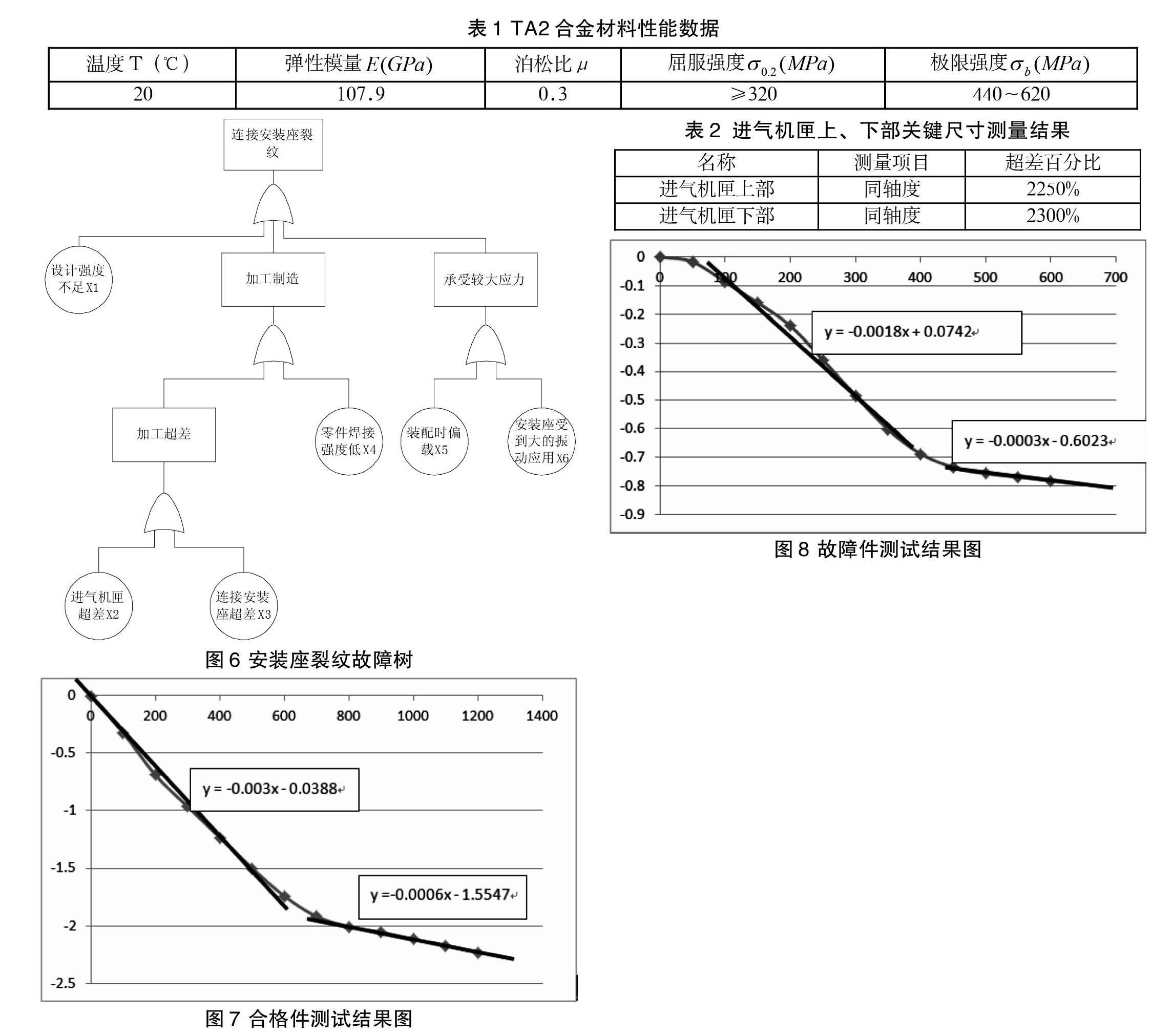
連接安裝座材料為TA2合金,性能見表1。
根據(jù)計(jì)算當(dāng)連接安裝座受到載荷為414.4N~518N時(shí),安裝座焊縫處最大應(yīng)力開始接近最低屈服極限320MPa,當(dāng)載荷施加到621.6N~725.2N時(shí),安裝座焊縫處最大應(yīng)力開始接近最低斷裂強(qiáng)度440Mpa。
進(jìn)氣機(jī)匣上下組件裝有橡膠,由于橡膠厚度,設(shè)計(jì)間隙最大為0.5mm。用制造安裝合格的進(jìn)氣機(jī)匣組件進(jìn)行應(yīng)力應(yīng)變?cè)囼?yàn),測(cè)試結(jié)果見圖7。
通過試驗(yàn)結(jié)果,可知使進(jìn)氣機(jī)匣組件壓縮0.5mm間隙的載荷為153.7N,此時(shí)連接座受到的最大載荷為153.7N/4=38.43N。遠(yuǎn)低于強(qiáng)度極限。因此設(shè)計(jì)強(qiáng)度符合要求,排除X1底事件。
3.2.2 進(jìn)氣機(jī)匣超差(X2)
對(duì)故障件進(jìn)氣機(jī)匣上、下部的關(guān)鍵尺寸進(jìn)行測(cè)量,發(fā)現(xiàn)同軸度尺寸嚴(yán)重超差,具體測(cè)量結(jié)果見表2。
測(cè)量故障件上、下連接安裝座中間間隙,結(jié)果為1.468mm,遠(yuǎn)超額定值,對(duì)故障件進(jìn)行應(yīng)力應(yīng)變?cè)囼?yàn),結(jié)果見圖8。
根據(jù)圖8的測(cè)試結(jié)果,換算此時(shí)連接安裝座受到的載荷為721.4N,超過最低斷裂極限強(qiáng)度。因此不能排除X2底事件。
3.2.3 連接安裝座超差(X3)
對(duì)樣件關(guān)鍵尺寸進(jìn)行測(cè)量,根據(jù)一般公差HB5800,連接安裝座尺寸未超差。排除底X3底事件。
3.2.4 零件焊接工藝差(X4)
通過微觀檢查和金相檢查,發(fā)現(xiàn)焊縫存在焊接氣孔缺陷和未焊透缺陷。通過能譜分析,發(fā)現(xiàn)焊縫處存在較高的氧元素含量,焊縫存在氧化現(xiàn)象,焊縫氧化會(huì)造成安裝座塑性和韌性降低。通過調(diào)研,發(fā)現(xiàn)焊接時(shí)存在氬氣純度不足和焊接工裝鎢極伸出長度選擇不當(dāng)?shù)膯栴},不能對(duì)焊接處進(jìn)行全方位的有效保護(hù),造成氧化現(xiàn)象嚴(yán)重。且進(jìn)行氬弧焊后,未進(jìn)行熱處理來消除焊接殘余應(yīng)力,APU長期工作中,連接安裝座焊縫處的焊接應(yīng)力會(huì)釋放,造成安裝座起始應(yīng)力偏大。故不能排除X4底事件。
3.2.5 裝配時(shí)偏載(X5)
裝配時(shí)偏載主要是由于擰緊力松緊不均、螺栓非對(duì)稱擰緊造成。但在工藝規(guī)定中,明確了螺栓擰緊力矩、采用對(duì)稱擰緊等具體要求,調(diào)查裝配記錄,裝配時(shí)均按照工藝要求進(jìn)行。排除X5底事件。
3.2.6 安裝座受到大的振動(dòng)應(yīng)力(X6)
廠內(nèi)已進(jìn)行多臺(tái)APU試車,在試車過程中未發(fā)現(xiàn)振動(dòng)大等異常情況,試車各項(xiàng)參數(shù)也在合格范圍之內(nèi),另外場(chǎng)飛行振動(dòng)參數(shù)記錄值正常,外場(chǎng)工作過程中未出現(xiàn)振動(dòng)值突增或超標(biāo)等異常情況,故排除X6底事件。
3.3 故障機(jī)理
根據(jù)上述故障分析表明得到以下結(jié)論:
(1)進(jìn)氣機(jī)匣上、下部件同軸度嚴(yán)重超差,造成上下連接安裝座間隙過大,導(dǎo)致為消除這個(gè)間隙,在裝配時(shí)產(chǎn)生了過大的裝配應(yīng)力,使連接安裝座內(nèi)表面產(chǎn)生裂紋,當(dāng)安裝座受到很小的振動(dòng)應(yīng)力時(shí),裂紋會(huì)向外擴(kuò)展,最終造成連接安裝座的疲勞斷裂。
(2)連接安裝座進(jìn)行氬弧焊時(shí)氬氣純度不足以及焊接時(shí)鎢極伸出長度選擇不當(dāng),使得電弧長度過長,降低了氬氣保護(hù)效果,導(dǎo)致焊縫氧化現(xiàn)象嚴(yán)重,使安裝座塑性大幅度降低,加上焊接情況也導(dǎo)致有效受力面積減小,進(jìn)一步使實(shí)際應(yīng)力增大,最終導(dǎo)致連接安裝座極易斷裂。
4 排故措施及驗(yàn)證
根據(jù)故障原因及機(jī)理分析,制定以下措施:
(1)加強(qiáng)質(zhì)量監(jiān)督檢查,在裝配前確保每一個(gè)零組件的加工狀態(tài)與圖紙相符。
(2)更換氬氣,選擇純度達(dá)到99.999%的產(chǎn)品;調(diào)整鎢極伸出長度,確保氬氣保護(hù)效果;確保焊接時(shí)的工藝到位。
(3)更改連接安裝座材料由TA2(σb=440MPa)更改為GH3625(σb=830MPa)提高材料強(qiáng)度和焊接性能;在貫徹改進(jìn)措施之后,將APU交給外場(chǎng)試飛400h驗(yàn)證,未發(fā)現(xiàn)連接安裝座裂紋現(xiàn)象,故改進(jìn)措施合理有效。
5 結(jié)語
本文針對(duì)某型APU進(jìn)氣機(jī)匣連接安裝座裂紋的故障,建立了詳細(xì)故障樹,通過逐一排除底事件,最終找出了故障原因,提出了改進(jìn)措施,貫徹改進(jìn)措施后,再?zèng)]有發(fā)生連接安裝座裂紋故障,說明改進(jìn)措施的有效性,為解決該類裂紋故障提供了參考依據(jù)。
參考文獻(xiàn)
[1] 宋兆泓,陳光,張景武,等.航空發(fā)動(dòng)機(jī)典型故障分析[M].北京:北京航空航天大學(xué)出版社,1993.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38