竹節漸變噴毛帶子紗的設計與開發
2019-12-17 01:05:10曹欣蕾朱耀麟任學勤周曉東
毛紡科技 2019年11期
關鍵詞:工藝
曹欣蕾,朱耀麟,2,任學勤,周曉東
(1.西安工程大學,陜西 西安 710048; 2.西北工業大學,陜西 西安 710072)
噴毛帶子紗作為一種優良的紗線品種,生產工藝和產品質量日趨穩定,它是從包芯帶子紗發展而來,不同的是其芯紗采用的是散纖維,而包芯帶子紗中芯紗是一根粗條。這種紗線并非采用加捻成型,而是在小針筒回轉產生網狀帶子的同時,把松散無序的纖維噴進帶子里,由此形成的這種紗線蓬松輕柔,保暖性好,相同支數下所用原料少,單件衣服的用紗量比常規用紗量少30%左右,因此成本更低[1-2]。因其具有優良的實用特性,廣受設計師和消費者青睞。
作為一款較新的紗線品種,噴毛帶子紗在市場上流行的品種很少,風格也很普通,生產經驗較少,不少企業在噴毛帶子紗的開發過程中仍存在著很大的困惑[3]。近幾年,生產實際和市場需求使研究人員對噴毛機和噴毛帶子紗有了新的認識和開發方向,噴毛帶子紗研究也逐漸深入[4]。段磊[1]通過調節喂入羅拉的時間和運行速度,開發了大肚噴毛帶子紗,其紗體大小和平線可以隨機變化;王海水[3-4]提出噴毛帶子紗的開發方向為多色結子帶子紗。為了使噴毛帶子紗的產品種類多樣化,同時也為了提升噴毛帶子紗的產品質量,本文針對紗線結構和色彩進行設計,開發了一款雙色漸變竹節噴毛紗,且只有竹節部分漸變,平線是空帶子且長度可以隨機變化,紗線外觀色彩豐富,織物花型立體飽滿。
1 竹節噴毛帶子紗的生產原理
噴毛帶子紗是在噴毛機上生產的一款紗線,在生產過程中,小針筒編織管狀帶子時形成一個封閉空間,此時往帶子中間連續噴入散纖維,就形成了普通噴毛帶子紗[5]。相比于普通噴毛帶子紗,竹節噴毛帶子紗是在鉤針編織帶子的同時往帶子里面間歇噴入散纖維,這樣會形成粗細交替的具有竹節外觀的竹節噴毛帶子紗。
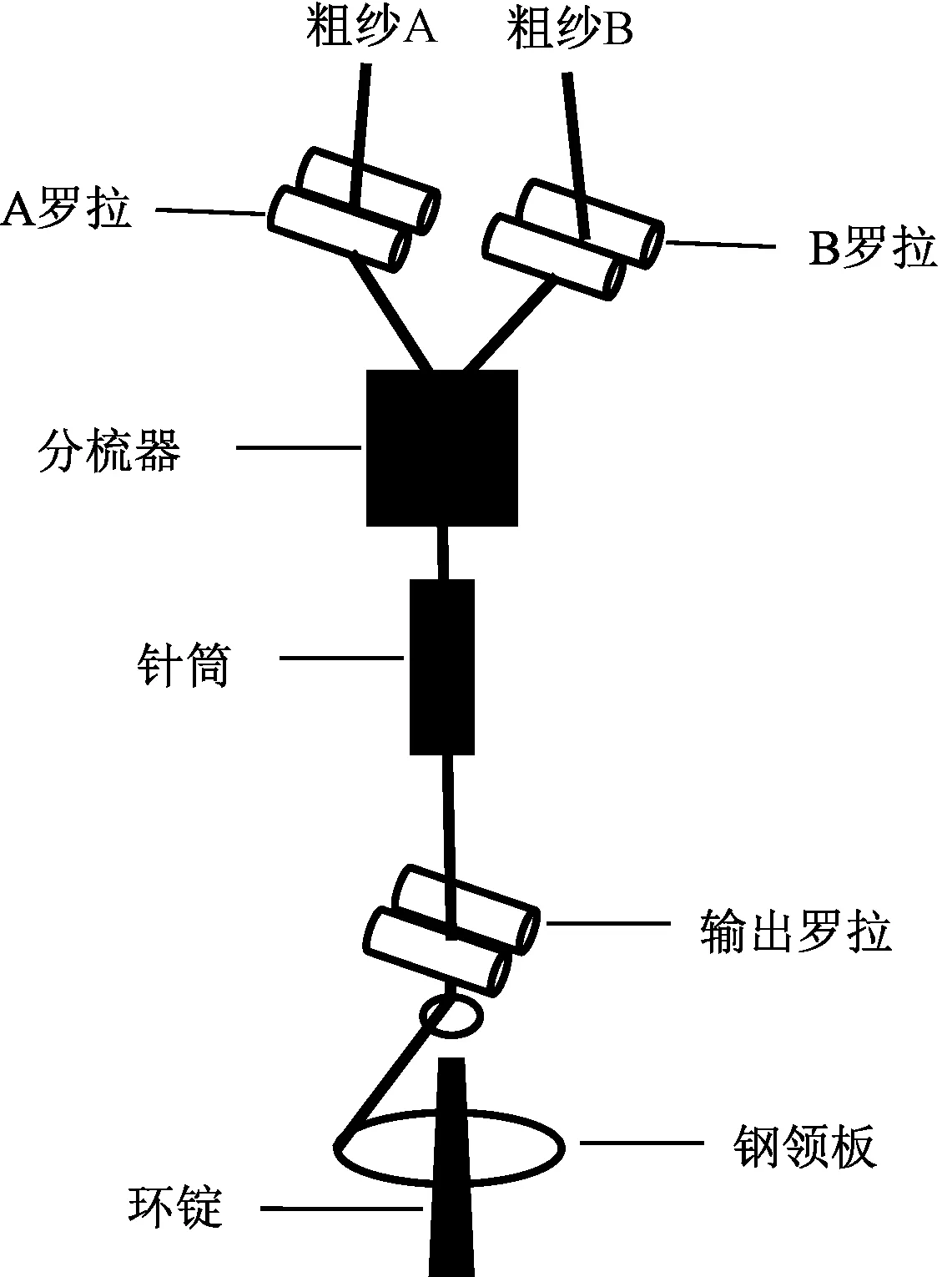
圖1 竹節噴毛帶子紗生產過程
噴毛機是普通包芯帶子紡紗機通過改造后的設備。竹節噴毛帶子紗生產過程見圖1。粗紗A和粗紗B分別經A羅拉和B羅拉喂入,然后通過速度相同反向轉動的分梳輥,將喂入的粗紗打碎成分散的纖維,纖維在電動機產生的離心力和正壓作用下噴進內轉的小針筒編織的管狀帶子中,出紗口正對針筒口,減少了生產中的損耗,散纖維噴入帶子紗中會被帶子包裹住不脫落,針筒編織的外包帶子既可以用棉紗線,也可以用單根普通長絲或彈力絲。采用內轉式小針筒,原因是導紗鉤的位置是固定的,所以通過小針筒轉動來給紗線加捻,這樣紗線在輸出羅拉上端時有一定的捻度,然后紗線通過輸出羅拉到達下方卷繞,通過環錠卷繞并同時退捻,這樣整個紗線成紗是沒有捻度的,紗線手感蓬松柔軟,強力也能達到要求,這種紗線很受市場歡迎[6-7]。
A、B 2對羅拉喂入速度的快慢直接影響紗線的粗細,速度為零時僅編織空帶子,竹節是在2對羅拉同時喂入紗線時產生的。設A、B 2對羅拉喂入的粗紗線密度均為ρq,A羅拉喂入速度為Va,B羅拉喂入速度為Vb,分梳器的線速度為Vs,經過分梳器牽伸后的A紗和B紗的線密度分別ρa和ρb,經過梳理器梳理混合后的A、B混合紗的線密度為ρh,則粗紗A的牽伸倍數Ea為:
(1)
粗紗B的牽伸倍數Eb為:
(2)
經分梳器牽伸后A紗的線密度ρa為:
(3)
經分梳器牽伸后B紗的線密度ρb為:
(4)
經分梳器梳理混合后的A/B混合紗的線密度ρh為,
(5)
已知2組粗紗線密度ρq和分梳器線速度Vs,并且通過測量得到最終紗線上竹節部分線密度ρh,則A、B 2對羅拉的喂入速度Va和Vb之和為固定值,因此,在設計竹節漸變工藝時只需對A、B 2根粗紗喂入速度進行互補設計即可。
2 紗線工藝設計
采用0.8 g/m的黑色和白色羊毛粗紗各一根作為芯紗,2根8.33 tex/24 F的滌綸有光長絲作為帶子紗,在HLP噴毛機上進行紡制,分梳器線速度3.68 m/min,針筒轉速455 r/min,針數12 G,輸出羅拉轉速776 r/min,環錠轉速12.7 r/min,配合專用于花式紗線生產控制的多形式電動機電腦控制器[8-9],開發雙色竹節漸變噴毛帶子紗。紗線由平線部分和竹節部分組成,平線部分的設計思路是相鄰2個竹節之間的長度隨機變化;竹節部分的設計思路是采用雙色漸變設計。結合這2部分思想設計平線長度隨機的雙色漸變竹節噴毛帶子紗。
2.1 喂入羅拉工藝參數與線速度之間的關系
要想得到漸變噴毛帶子紗,必須嚴格控制好喂入羅拉A、B的喂入速度,羅拉A、B的喂入速度直接影響粗紗A和粗紗B的喂入比例。開發該款紗線所用的工藝管理軟件上的羅拉速度并不是實際生產速度,但二者之間呈線性相關,羅拉實際運行速度由測速儀測得。喂入羅拉工藝參數與其線速度對應表見表1。

表1 喂入羅拉工藝參數與其線速度對應表
由表1可得,羅拉工藝參數與實際線速度之間存在線性關系為:
V=0.006 55M
(6)
2.2 平線長度隨機效果設計
在針織物的生產過程中,紗線在緯向上連續往復織造,竹節在布面上的排列為循環往復順序排列。如果設計緯紗時竹節排列不當,極易在布面上產生“云斑”,使得竹節離散性差,織物外觀效果不自然。在影響竹節類織物風格的工藝參數中,平線長度是一個非常重要的因素[10]。
本文開發的平線長度隨機選擇的雙色漸變竹節噴毛帶子紗,其平線長度是在規定長度范圍內隨機選擇的。花式紗線專用電腦控制器特有的隨機功能可以通過速度隨機模式或時間隨機模式來實現平線段長度的任意設計。需要特別說明說的是,工藝軟件上的羅拉速度沒有單位,但其工藝參數與實際速度之間存在線性關系,由式(6)計算得出羅拉工藝參數所對應的具體線速度。平線長度隨機的雙色漸變竹節噴毛帶子紗生產工藝見表2。在隨機模式下,段時間的工藝參數和A、B羅拉速度的工藝參數均分為2欄,即a欄和b欄,其表示段時間和羅拉速度的運行參數是在a~b區間內任意選擇。若a≠b,在a和b之間任意選擇,便可實現各花型長度的隨機變化;若a=b,則運行參數固定不變,各花型長度一致。
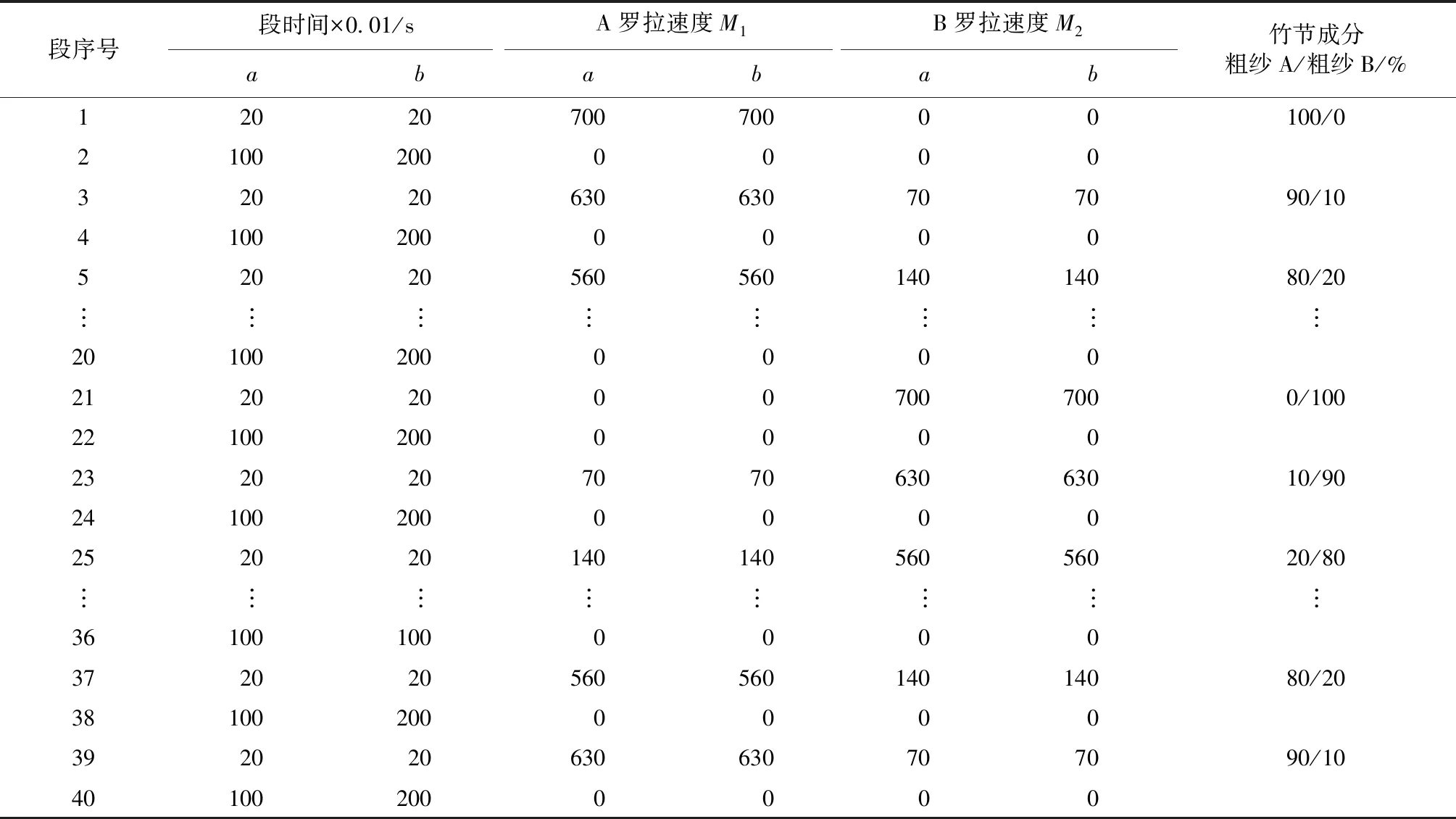
表2 平線長度隨機的雙色漸變竹節噴毛帶子紗生產工藝
表2中偶數段是生產平線,A、B羅拉不運轉,只有小針筒在編織帶子,所以只生產帶子。采用時間隨機模式,如偶數段的平線工藝所示,生產平線時的段時間在100~200之間,由于時間精度為0.01 s, 也即在1 ~2 s之間隨機選擇。輸出羅拉速度不變,實測出的紗線的平線長度在1~11 cm之間隨機分布,且每個工藝循環所生產的紗線平線部分長度都不同。經過這樣設計,使竹節在布面分布的離散程度提高。
2.3 竹節漸變效果設計
目前,噴毛帶子紗都是采用連續喂入粗紗的方式生產,生產出來的噴毛帶子紗呈平直結構,本文采用間歇式喂入,紗線整體呈竹節式結構。表2中,奇數段是生產竹節部分,具體生產時間為0.2 s(a=20×0.01 s),0.2 s(b=20×0.01 s),即生產竹節的時間固定為0.2 s,2個喂入羅拉單位時間的總喂入量不變,因此竹節大小是一致的。奇數段則是A、B 2種不同顏色粗紗按照不同的喂入比同時間歇喂入A、B 2個羅拉,在總喂入量不變(竹節粗細一致)的情況下喂入的比例不一樣,粗紗A的喂入速度在工藝中以70為漸變梯度逐漸遞減到0后遞增到630,相應的,粗紗B的喂入速度在工藝中以70為漸變梯度逐漸遞增到700后遞減到70。以此類推,便設計出了長達40段的工藝平線長度隨機的雙色漸變竹節噴毛帶子紗工藝,其中,竹節從純A色漸變到純B色再漸變到純A色需要20段的漸變工藝,其漸變效果分別體現在20個不同的竹節上,且竹節粗細一致,長度都是4 cm。
在此工藝下生產的平線長度隨機分布的雙色竹節漸變噴毛帶子紗見圖2。平線長度在1~11 cm之間任意分布,區別僅在于平線部分工藝不同,僅對平線長度進行隨機工藝設計。平線長度一致的雙色竹節漸變噴毛帶子紗見圖3。生產平線的時間均為2 s,因此平線段的長度一致。對比圖2、3可以看出,平線長度的隨機設計打破了圖3所示紗線上的竹節規律分布的特點。

圖2 平線長度隨機的雙色 竹節漸變噴毛帶子紗

圖3 平線長度一致的雙色 竹節漸變噴毛帶子紗
將圖2、3中2款紗線在針織橫機上織出布樣,平線長度隨機分布的竹節漸變噴毛帶子紗織物見圖4,平線長度一致的竹節漸變噴毛帶子紗織物見圖5。可見,圖4織物的竹節隨機分布在布面上,離散性相比圖5織物好且顏色分布均勻,避免了因竹節集聚分布而使布面產生“云斑”的現象,因此,該款紗線的設計有效地解決了企業在生產竹節類織物時所遇到的織造難題。

圖4 平線長度隨機分布的 竹節漸變噴毛帶子紗織物
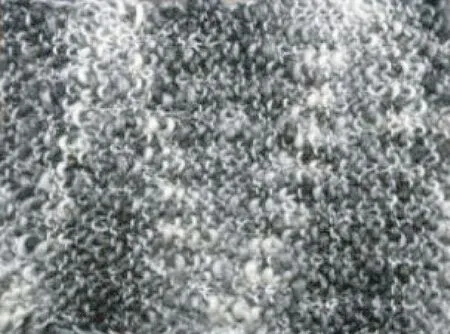
圖5 平線長度一致的竹節 漸變噴毛帶子紗織物
3 結 論
①本文開發的新型竹節漸變噴毛紗帶子紗,在普通噴毛帶子紗的基礎上,通過調節各喂入羅拉的速度來產生顏色深淺不同的竹節,其顏色是雙色漸變的且漸變梯度小,使最終織物上的竹節漸變視覺效果良好,顏色過渡均勻自然。
②在噴毛帶子紗等系列紗線的開發過程中,可以利用花式紗線控制器所特有的隨機功能開發出平線長度隨機分布的雙色漸變竹節噴毛帶子紗,生產的織物質地輕薄、手感飽滿、花型立體,竹節在布面離散分布,較好地解決了織物上形成的“云斑”的問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
