SAW濾波器自動測試系統設計
2019-12-17 06:39:02施建鋒
壓電與聲光 2019年6期
關鍵詞:系統
王 嵐,施建鋒,彭 霄
(中國電子科技集團公司第二十六研究所,重慶 400060)
0 引言
聲表面波(SAW)濾波器的測試是指利用矢量網絡分析儀對封裝后濾波器的電性能進行測試和分選,將不合格品剔除。SAW濾波器的測試參數較多,主要有中心頻率、插入損耗、帶寬、帶外抑制、群延時波動及駐波等。近年來,隨著SAW濾波器在相控陣雷達等領域的應用,對器件的幅度和相位一致性等指標提出了更嚴格的要求。同時,隨著器件的小型化,SAW濾波器的封裝尺寸不斷縮小,由于器件尺寸小、測試參數多,且對測試狀態的一致性要求提高,傳統人工測試從效率和可靠性上均不能滿足要求,需構建自動測試系統。
本文主要針對表面貼裝器件(SMD)測試進行研究,組建了具備自動上料、自動測試和記錄數據、自動分離合格品和不合格品等功能的SAW濾波器自動測試系統。
1 測試系統功能
該系統采用國內定制的自動測試機,具備自動上料功能,由于濾波器的測試具有方向性,測試機配置攝像頭及圖像識別軟件,能夠自動識別引腳方向,并將器件校正到統一的方向進行測試。系統配備自動測試軟件,該測試軟件能與矢量網絡分析儀和測試機相互通信,調用或驅動儀器和測試機軟件,實現控制測試機動作和從網絡分析儀中采集數據及處理數據的功能。測試人員可以在測試軟件上直接對網絡分析儀進行設置[1]。測試軟件中預置了常規的SAW濾波器測試模板,可以根據需要靈活調用測試項目。測試過程中,測試數據同步顯示在電腦顯示屏上,不合格品數據標紅,方便查看,同時軟件具備數據分析處理和生成報告等功能。測試后合格品放入周轉板,不合格品放入指定的廢料盒中。測試結束后,全部測試數據自動記錄在Excel表格中,可調用查看。系統測試速度達到1 000 只/h,能滿足研發階段和小批量生產測試的要求。
2 系統硬件組成
該自動測試系統由計算機、矢量網絡分析儀、測試機3部分組成,如圖1所示。其中計算機提供測試軟件,主要用于測試指標的編寫、數據的讀取和判定,并與測試機上的計算機連接,提供測試機動作的觸發信號。矢量網絡分析儀是SAW濾波器測試的主要儀器,負責提供測試數據,本系統采用Agilent ENA系列矢量網絡分析儀。計算機與矢量網絡分析儀之間采用通用接口總線(GPIB)卡連接,本系統采用Agilent公司生產的Agilent 82357B型GPIB卡,該卡使用標準USB和IEEE488接口,能簡便地連接計算機與通用源表。計算機與測試機之間采用RS-232通信[2]。

圖1 自動測試系統組成
測試機主要由進料、引腳方向識別、器件方向校準、測試、出料等5個部分構成。進料部分采用振動盤振動送料,使器件背面引腳朝上依次進入送料軌道口,由機械手臂吸取器件放到轉盤上,轉盤上分布8個工位,轉盤轉動依次進行引腳識別、器件方向校準和測試,根據測試軟件對數據的判定,吸頭將合格品依次放入料盤中,不合格品放入指定的廢料盒中,如圖2所示。
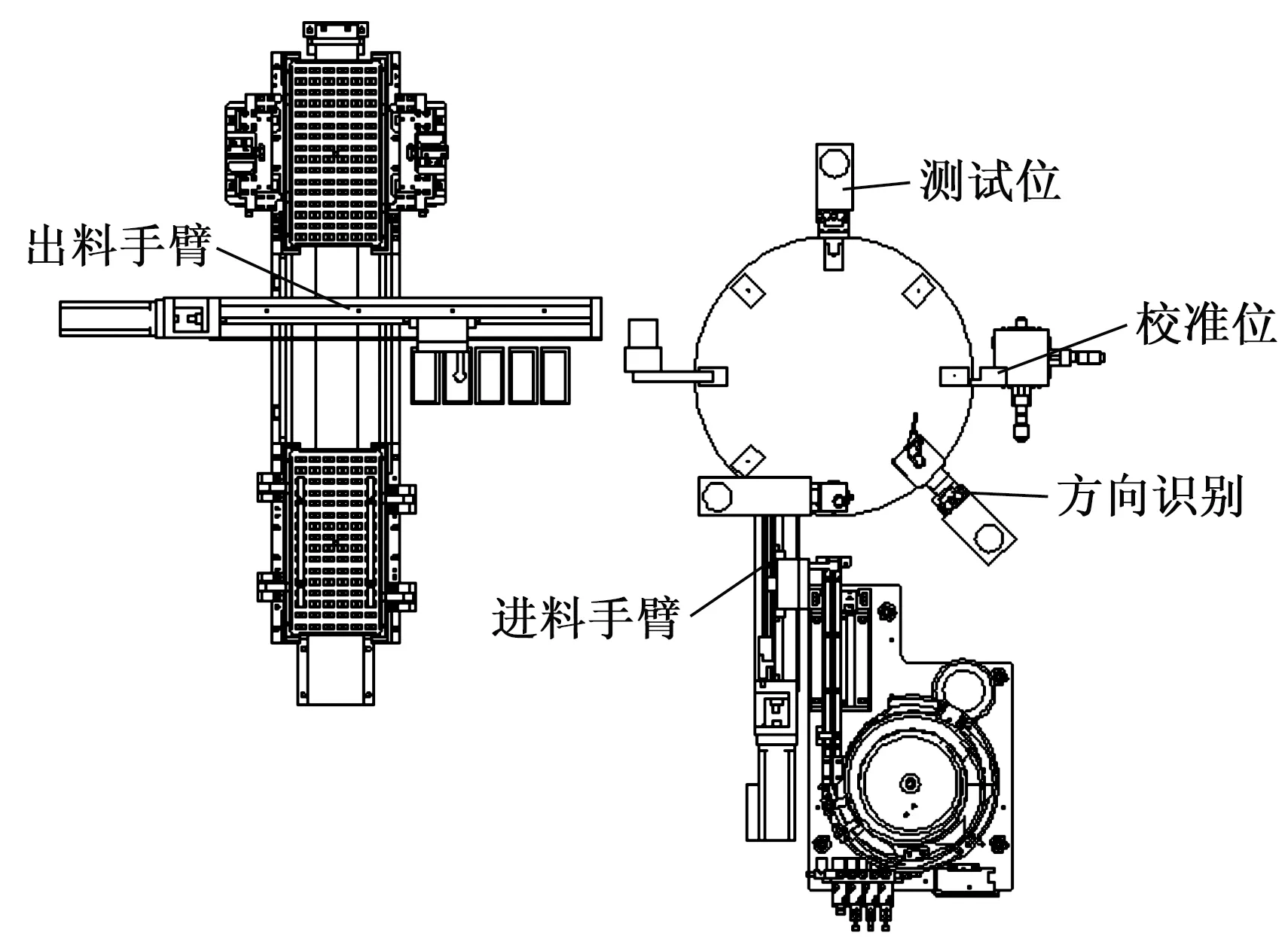
圖2 測試機結構
3 系統軟件設計
測試軟件運用LabVIEW編程語言編寫。LabVIEW是一種圖形化編程語言的開發環境,被視為一個標準的數據采集和儀器控制軟件。系統測試儀器采用美國Agilent公司的ENA系列矢量網絡分析儀,美國Agilent公司針對矢量網絡分析儀提供了詳細的儀器控制庫和函數庫,運用編程語言可方便地進行調用。采用LabVIEW編程的SAW濾波器自動測試軟件具有友好的人機界面,操作簡單[3]。圖3為測試軟件流程圖。

圖3 測試軟件流程圖
3.1 測試軟件與網絡分析儀通訊模塊
計算機通過GPIB/LAN接口與網絡分析儀硬件連接,與設備之間通過標準的VISA協議進行通信和交互。調用程序后,計算機讀取利用EXL編寫好的對應產品型號的配置文件,對網絡分析儀進行測試前初始化設置,包括中心頻率、測試帶寬、點數和中頻帶寬,并完成各項測試狀態和指標的設定動作[4]。該交互完成后,就可與測試設備同步協同工作,讀取網絡分析儀對器件測試的完整測試數據,并在后臺對該數據進行相關指標的解析、計算和判定。圖4為測試軟件與網絡分析儀通訊模塊。
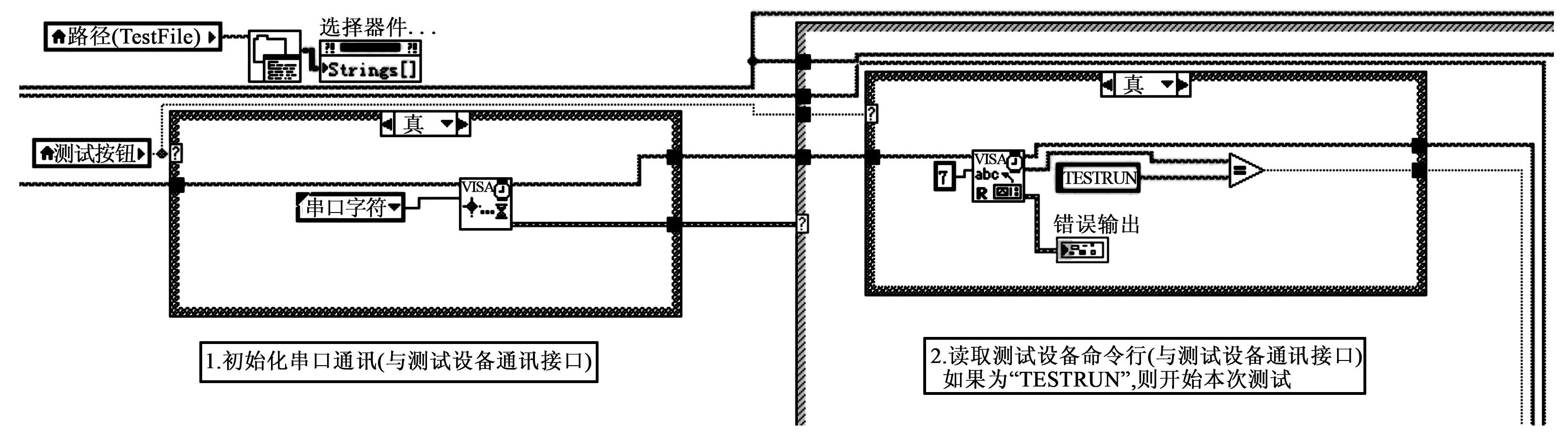
圖4 測試軟件與網絡分析儀通訊模塊
3.2 測試軟件與測試機通訊模塊
計算機通過RS232接口與測試機通訊,通過與設備廠家協商定義的通訊協議與測試機之間通訊交互,從而實現與測試機同步協同工作[5]。計算機通過協議控制字,可得到設備當前的狀態。測試軟件從矢量網絡分析儀得到測試數據后,在后臺對測試數據進行分析判定,將測試結果按照協議控制字發送給測試設備。測試合格,發送“TESTOK”,測試設備接收到信號,將產品放入測試料盤;測試不合格,發送“TESTNG1”到“TESTNG6”,1~6代表不同的不合格類型,可根據需要設置,測試設備將根據編號將不合格品放入對應編號的廢料盒中。圖5為測試軟件與測試機通訊模塊。

圖5 測試軟件與測試機通訊模塊
3.3 生成測試結果
使用LabVIEW的文件讀寫模塊,將測試各項測試數據和判定結果整理后生成一個表格文件,并按器件型號、日期和時間等信息將生成的表格文件保存在計算機的測試文件夾下,用于后期的數據統計、問題追溯、原因分析及所需測試報告的生成等。
4 測試流程
1) 根據需要,在Excel表格中設置儀器基本參數,并設置需要的測試項目及控制要求。通道數量可根據需要增加,最多設置8個通道,從通道1~8。每個通道可獨立設置測試格式和測試端口。不同的測試項目有對應的功能碼(見表1),功能碼加max表示按損耗最大值測試,加P-P表示參數1和2之間最大值與最小值的差,加con表示測量某一點的值。

表1 測試軟件功能碼
2) 打開測試軟件,按項目名稱調用保存的測試指標。
3) 對矢量網絡分析儀進行校準。將電子校準件或機械校準件連接到測試電纜上,進行雙端口全校準,以消除網絡分析儀的系統誤差及測試電纜的影響。
4) 開始測試,測試數據同步顯示在顯示屏上,測試曲線顯示在矢量網絡分析儀屏幕上。測試數據中合格品的數據用綠色表示,出現不合格項時,不合格項目對應的數據用紅色表示,方便查看。
5 結束語
本文使用LabVIEW開發工具,利用國內定制的自動測試機,將矢量網絡分析儀、電腦、測試機結合在一起,開發了一套適合SMD封裝的SAW濾波器的自動測試系統。該系統界面簡潔,操作簡單,功能豐富,可測試中心頻率、帶寬、插入損耗、通帶波動、帶外抑制、相位一致性、群延時波動、駐波等指標。且該系統可擴展應用方式,通過改造測試機可應用到更多的外殼類型的器件測試中,也可在手動測試時單獨應用測試軟件,便于自動記錄測試數據和自動判定是否合格。該系統應用靈活,性能穩定,可提高SAW濾波器的測試效率和可靠性。測試速度約1 000只/h,能夠滿足研發及小批量生產的需求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32