電解腐蝕技術在耐蝕合金焊接接頭低倍金相制樣中的應用
2019-12-19 08:44:50張秀荷代緒成石寶霞王曉璇
焊管 2019年11期
張秀荷,代緒成,劉 宏,石寶霞,王曉璇
(1.海洋石油工程股份有限公司,山東 青島 266520;2.海洋石油工程(青島)有限公司,山東 青島 266520)
0 前 言
常見耐腐蝕合金材料有普通不銹鋼、雙相不銹鋼、超級雙相不銹鋼和鎳基合金等,由于其具有良好的力學性能和耐腐蝕性能,被廣泛應用于海洋工程、石油化工、特種船舶、核電和建筑等行業[1-3]。 在進行耐蝕合金材料焊接工藝評定時,低倍金相檢驗是一個重要的檢驗項目。 通過對低倍金相形貌進行分析,系統性地評價焊接接頭的成型、熔敷效果以及是否存在焊接缺陷等,從而確定選用的焊接參數是否合適,并將其運用于現場實際焊接工作中。
焊接接頭低倍金相制樣不同于鋼產品的低倍金相制樣,不僅要求各區域分界明顯、清晰顯示焊接缺陷,而且要求在焊縫區域能清晰地顯示各層焊道。 采用常規的制樣方法,存在制樣不清晰或安全性差等缺點,為了既能獲得清晰可見的低倍金相試樣,又能保證試驗方法安全可靠,本研究將電解腐蝕技術進行改進和運用,對不同耐蝕合金材料制定了最佳試驗參數。
1 常見低倍金相制樣技術對比
國內外常見的焊接接頭低倍金相檢驗的制樣標準主要有GB/T 26955—2011 《金屬材料焊縫破壞性試驗——焊縫宏觀和微觀檢驗》[4]、ISO 17639:2003 《Destructive tests on welds in metallic materials——Macroscopic and microscopic examination of welds》[5]和 ASME BPVC IX—2017《Welding, Brazing, and Fusing Qualifications》[6]等,其中 GB/T 26955—2011 和 ISO 17629:2003 兩者等同,兩者在制樣方法和腐蝕溶液上均有相對完整的標準體系,而ASME BPVC IX—2017 中則相對簡單地介紹了制樣方法和腐蝕溶液。 同時,在進行焊接接頭低倍金相檢驗時,也常常借鑒GB/T 226—2015 《鋼的低倍組織及缺陷酸蝕檢驗法》[7]中的制樣方法和腐蝕溶液。 上述標準中對耐蝕合金焊接接頭低倍金相試樣的技術要求基本相同,但在具體的試驗參數上卻存在很大的差異,詳細的技術對比分析如下。
1.1 GB/T 26955—2011和ISO 17639:2003中耐蝕合金焊接接頭低倍金相制樣技術
GB/T 26955—2011 和 ISO 17639:2003 標準中常用的方法有:將試樣浸入侵蝕劑中侵蝕、用侵蝕劑擦拭試面侵蝕和電解侵蝕。 但在其分別引用的侵蝕劑標準GB/T 26956—2011 《金屬材料焊縫破壞性試驗——宏觀和微觀檢驗用侵蝕劑》[8]和ISO/TR 16060:2003 《Destructive test on welds in metallic materials——Etchants foe macroscopic and microscopic examination》[9]中,耐蝕合金焊接接頭的宏觀侵蝕方法均采用冷酸侵蝕法,未使用電解侵蝕和熱酸侵蝕,侵蝕劑為三氯化鐵鹽酸溶液和阿德勒侵蝕劑。
上述標準中的耐蝕合金焊接接頭低倍金相制樣技術具有如下技術特點:①侵蝕方法較為單一,沒有可選擇性; ②普通不銹鋼基本能形成較為清晰的低倍金相試樣; ③雙相不銹鋼、超級雙相不銹鋼和625 鎳基合金等耐蝕性能較強的材料,其腐蝕效果往往無法達到理想的要求。
1.2 ASME BPVC IX—2017中耐蝕合金焊接接頭低倍金相制樣技術
ASME BPVC IX—2017 中僅對鎳基合金的侵蝕方法和侵蝕劑進行了簡單的規定,對不銹鋼無相應的技術要求。 鎳基合金侵蝕方法主要有冷酸侵蝕法和熱酸侵蝕法,侵蝕劑主要為王水和Lepito 侵蝕劑。
該標準中耐蝕合金焊接接頭的低倍金相制樣技術的特點是:①兩種腐蝕方法沒有明顯的界定,可視侵蝕情況進行加溫; ②熱酸侵蝕法對溫度沒有具體的要求,對現場制樣的可操作性不具備一定的指導作用,對試驗人員經驗要求較高;③采用王水侵蝕劑進行熱酸侵蝕時,侵蝕效果較佳; ④侵蝕劑加熱時易產生酸霧,對試驗人員健康危害較大,試驗安全性也相對較低。
1.3 GB/T 226—2015中耐蝕合金焊接接頭低倍金相制樣技術
GB/T 226—2015 主要是檢驗鋼產品的低倍組織及缺陷,但在焊接接頭低倍金相檢驗中也常常被運用。 該標準規定的侵蝕方法主要有熱酸侵蝕法、冷酸侵蝕法和電解腐蝕法。 熱酸侵蝕法僅介紹奧氏體不銹鋼的制樣技術,侵蝕時間、溫度、侵蝕劑等重要試驗參數較為詳細,具有較好的可操作性。 冷酸侵蝕法中不銹鋼和鎳基合金均提供相應的技術參數,但在進行超級雙相不銹鋼腐蝕時,其腐蝕效果不理想。 電解腐蝕方法分交流電電解腐蝕法和直流電電解腐蝕法,其中以直流電電解腐蝕法較為常用。 直流電電解腐蝕法如圖1 所示,侵蝕劑為體積分數6%~11%的鹽酸水溶液,建議工作電流為 8~68 mA/mm2。
該標準運用至耐蝕合金焊接接頭的低倍金相制樣,主要有以下技術特點:①各種方法的試驗參數相對具體,現場試驗可操作性強; ②冷酸侵蝕法腐蝕效果不明顯,試樣表面不能形成清晰的低倍金相形貌; ③電解腐蝕陰極所用電解鋼板存在標準電極電位低于耐蝕合金焊接接頭的標準電極電位,該情況下無法形成電解池,不能有效地進行電解腐蝕; ④該標準中的制樣方法在一般材料的焊接接頭低倍金相制樣中運用效果較好,但在耐蝕合金焊接接頭低倍金相制樣的運用中整體效果不理想,不能形成清晰的宏觀金相形貌。
通過對上述三個標準低倍金相制樣方法的技術分析,得出耐蝕合金焊接接頭低倍金相制樣的技術特點,見表1。
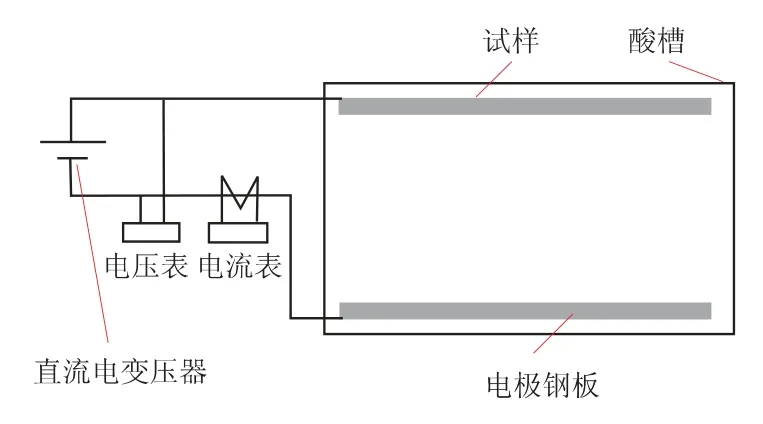
圖1 直流電電解腐蝕法示意圖
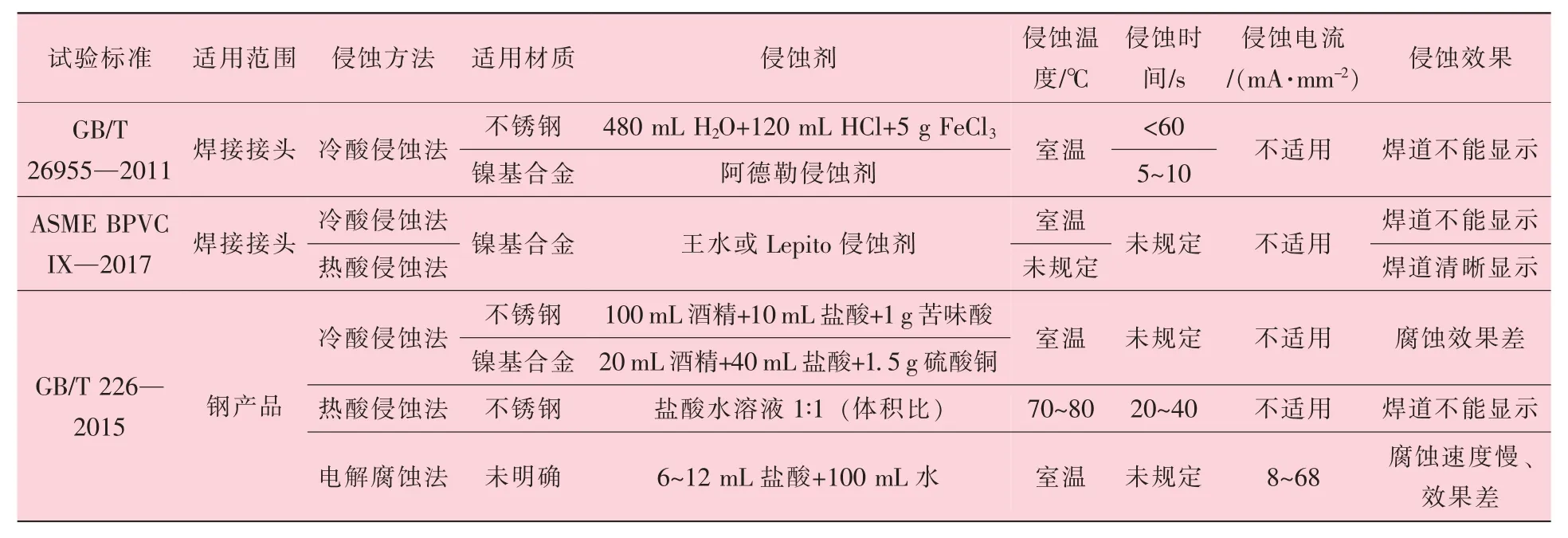
表1 不同試驗標準耐蝕合金低倍金相制樣技術對比
2 耐蝕合金焊接接頭電解腐蝕技術原理及技術參數
通過表1 所列常見標準在焊接接頭低倍金相制樣技術對比,可以看出焊接接頭較為常用的制樣方法一般為冷酸侵蝕法和熱酸侵蝕法。 電解腐蝕技術在焊接接頭低倍金相制樣的運用實例相對較少,國內外電解腐蝕技術的研究和運用主要集中在金屬材料微觀金相試樣制備[10-11]和鋼產品的低倍組織檢驗[12-13]。
將GB/T 226—2015 中直流電電解腐蝕法在耐蝕合金焊接接頭低倍金相制樣中進行運用,由于標準中陰極材料為電極鋼板,存在其金屬材料的標準電極電位低于耐蝕合金金屬的標準電極電位,無法形成有效的電解池,導致腐蝕效果差,無法形成清晰可見的低倍金相形貌。 通過對GB/T 226—2015 中直流電電解腐蝕裝置進行改進,并借鑒其他標準的侵蝕劑配方,研究出一套操作性強的電解腐蝕法。
2.1 電解腐蝕裝置改進
電解池是指將兩個電子導體插入電解質溶液所組成的電化學體系中,直流電源接通時,該電化學體系中的兩個電極上分別持續發生氧化反應和還原反應。 低倍金相試樣形貌的形成主要是由于表面金屬發生氧化反應形成金屬離子而脫離試樣表面,因此參照 GB/T 226—2015,試樣依然作為陽極。
根據電解池的工作原理,陰極材料應選擇標準電極電位比陽極材料高、且具有良好導電性能的材質,通過對耐蝕合金材料的分析,選用標準電極電位均高于所有耐蝕合金材料的石墨碳棒替代GB/T 226—2015 中要求的電極鋼板。 因此,改進后的電解腐蝕裝置構造如圖2 所示。
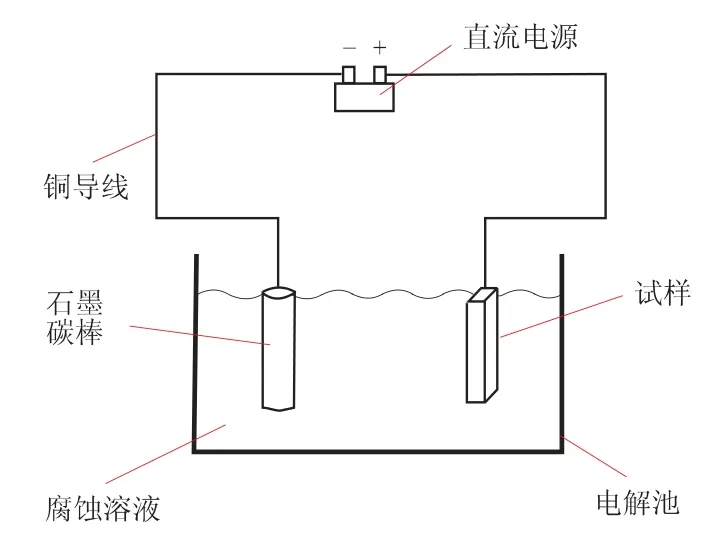
圖2 改造后的電解腐蝕裝置示意圖
對標準常用的侵蝕劑進行綜合分析,所有標準中的侵蝕劑均含有鹽酸試劑,該試劑屬于易制毒化學藥品,購買、存儲、使用和處理均要求較為嚴格,對實驗室硬件投入和管理提出較高的要求。 為了降低實驗室對易制毒化學品的管控,侵蝕劑選用硝酸進行替代。
2.2 技術參數
對于不同材料的耐蝕合金焊接接頭,由于其化學成分和組織性能的差異,不同的耐蝕合金材料呈現不同的性能,因而針對不同材質的耐蝕合金需要選擇不同的試驗參數。 通過大量正交試驗,確定了不同耐蝕合金材料焊接接頭低倍金相電解腐蝕制樣技術的具體試驗參數,見表2。
根據表2 所列的試驗參數進行現場試驗,獲得的耐蝕合金焊接接頭低倍金相試樣形貌如圖3所示。 由圖3 可以看出,試樣表面清晰可見,各區域分界明顯,焊縫區域各焊道也清晰可見,滿足焊接接頭低倍金相檢驗的制樣要求。
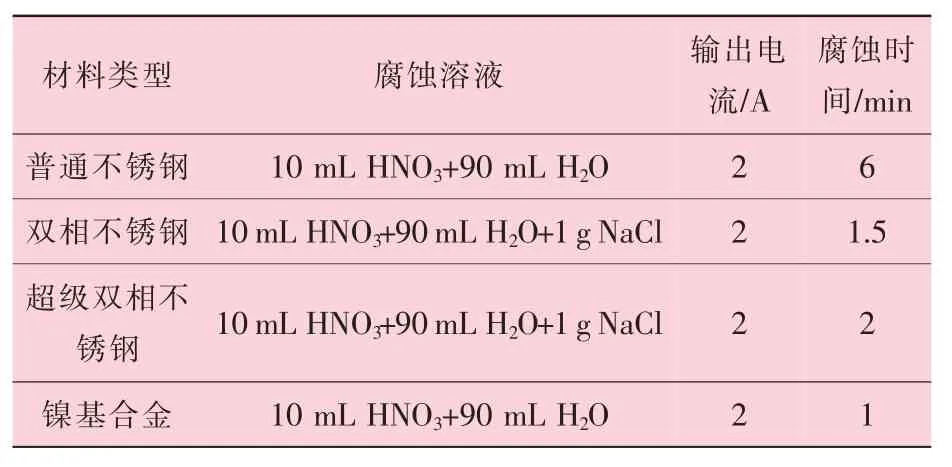
表2 不同耐蝕合金焊接接頭低倍金相電解腐蝕制樣技術參數 (室溫)
3 電解腐蝕技術的優勢
通過對電解腐蝕技術的改進,在耐蝕合金焊接接頭低倍金相試樣上能形成清晰可見的宏觀形貌,證明該項技術完全能夠滿足焊接工藝評定對耐蝕合金焊接接頭低倍金相制樣的更高要求,且具備以下技術優勢:
(1) HCl 為第三類易制毒化學品,屬于公安重點監管的化學藥品,對購買、運輸、使用及處理均要求較為嚴格,實驗室必須具備24 h 監控和密碼柜等硬件條件。 采用HNO3替代HCl,則降低實驗室在管制化學藥品的硬件投入和日常管理投入。
(2) 電解腐蝕方法的運用無需投入大型試驗設備,只需購置直流電源、石墨電極、玻璃瓶、導線等小型設備和材料即可。
(3) 采用的 HNO3溶液體積分數為 6.5%~6.8%,侵蝕劑的濃度比較低; 電解腐蝕的輸出電流 (2 A) 和輸出電壓 (3~6 V) 也較小,大大提高了試驗安全性。
(4) 電解腐蝕試驗溫度為常溫,整個試驗過程中不產生 “酸霧”; 電解過程中在陰極產生的氣體為氫氣。 整個試驗過程不產生無毒無刺激性化學物質,對試驗人員身體傷害較輕。
(5) 設置科學合理的試驗參數,并具有較強的實操性。 由于材料在組織、化學成分等存在一定的差異性,可通過適當的延長或降低腐蝕時間獲得清晰可見的低倍金相試樣形貌。
(6) 相比于傳統的制樣技術,腐蝕時間短,整個制樣效率大大提高。
4 結 論
(1) 電解腐蝕技術在耐蝕合金焊接接頭低倍金相制樣技術的應用,徹底解決了耐蝕合金焊接接頭腐蝕難度大、試驗安全性低、人員身體傷害大和效率低等難題。
(2) 根據試驗得出的最佳電解腐蝕參數進行電解腐蝕,可獲得焊接接頭各區域清晰可見的低倍金相試樣,且能清晰顯示焊縫各層焊道,滿足焊接工藝評定要求。
(3) 最佳電解腐蝕參數是基于比較有代表性的牌號進行研究,且由于材料本身存在一定的差異,因此在電解腐蝕過程中應隨時觀察焊縫橫截面的腐蝕情況,可在最佳腐蝕時間的基礎上適當延長或縮短腐蝕時間,以達到最優的宏觀金相形貌。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
山東冶金(2019年1期)2019-03-30 01:35:32
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
