航空小結構件焊接變形預防及控制
2019-12-19 08:44:58王琨
焊管 2019年11期
王 琨
(航空工業慶安集團有限公司18 廠,西安 710077)
焊接是機械制造過程中較為重要的加工工藝之一,鋼材焊接采用的熔化焊方法是在焊接處局部加熱,使被焊接材料與添加的焊接材料熔化成液體金屬,形成熔池,隨后冷卻凝固成固態金屬,使原本分開的鋼材連接成整體,因加熱、冷卻這種變化在局部范圍急速地進行,膨脹和收縮變形均受到拘束而產生塑性變形。 因此采用焊接工藝加工制造時,難免會產生焊接零件變形,很難保證零件形位及尺寸要求。 所以使用焊接工藝加工零件時,預防及控制焊接零件變形是零件設計和焊接工藝首先應考慮的問題。
1 零件焊接變形的影響因素
1.1 材料
不同材料的零件焊接時,會產生不同的焊接變形量,變形量的大小和零件材料性能有關[1],一般熱傳導系數越小,溫度梯度越大,焊接變形就會越顯著,并且隨著熱膨脹系數的增加焊接變形相應增加。 設計選擇焊接零件材料時應考慮材料的焊接性能,可考慮選擇硬度較低,塑性、韌性好,焊接后不需進行任何熱處理焊縫就能達到較高力學性能,且對熱裂紋不敏感的材料。
1.2 焊接結構
不同結構的焊接零件,會有不同的焊縫形式、焊接方法和焊接變形量,而且變形量的大小隨零件結構形式和焊接方法的差異而不同。
1.2.1 焊接零件結構復雜,焊縫數量較多
零件在焊接時,焊縫越少、結構越簡單,相應的焊接變形也會越小; 結構復雜的焊接零件,焊縫數量多且焊接變形量大。 比如斗體零件 (如圖1 所示),是由很多板片拼接在一起,斗體內部的十字加強板片也是相互焊接成形。 由于拼接斗體的板片數量多,焊縫數量也隨之增多,焊接成形后焊接零件變形嚴重,尺寸很難滿足設計要求。
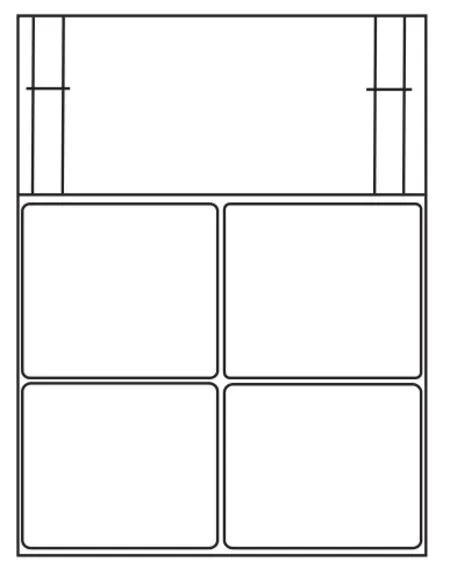
圖1 斗體零件焊接示意圖
1.2.2 薄壁零件焊接,焊縫尺寸過長
生產加工中,焊接薄壁零件時,零件上的焊縫尺寸不宜太長,特別是當零件焊接后有嚴格的尺寸公差要求時更是如此。 圖2 所示為長焊縫薄板零件焊接示意圖,焊接零件時,零件的變形量與單位長度上焊絲的金屬熔敷量成正比,零件的焊縫尺寸越長,焊絲的金屬熔敷量越大,造成零件變形量也就越大,焊接后零件無法滿足尺寸公差要求。
1.2.3 焊接小結構零件,焊接部位變形要求嚴格
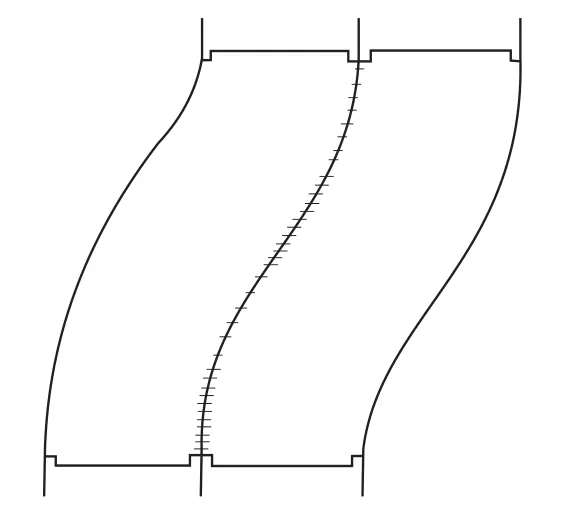
圖2 長焊縫薄板零件焊接示意圖
焊接結構零件設計時應滿足實用性、可靠性、工藝性和經濟性,對于一個具體焊接產品來說,這些基本要求必須統籌兼顧[2],焊接小結構零件,且焊接部位變形有嚴格要求的焊接零件,實用性和工藝性成為了零件設計的難點。 如圖3所示,焊接結構零件本身較小,且焊接處為薄板與類似管狀零件焊接,零件對焊接處的內孔要求嚴格,內孔為裝配用孔,所以焊接時不能有太大的變形,導致零件從實用性和工藝性上都有較大的挑戰性。
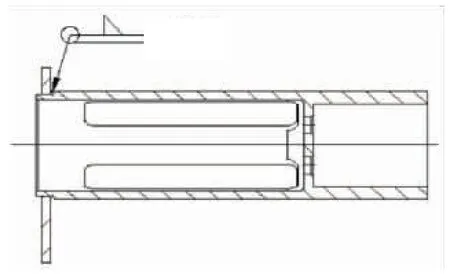
圖3 小結構零件焊接示意圖
1.3 焊接工藝
焊接工藝對焊接變形的影響較大,在各種影響焊接變形量工藝因素中,焊接順序及焊接零件坡口、根部間隙對焊接變形的影響較常見[3]。 一般情況下,改變焊接順序可以改變殘余應力的分布及應力狀態,靈活地減少焊接變形; 焊接零件的坡口及根部間隙的大小與焊絲的金屬熔敷量成正比,直接影響焊接零件的變形量大小。
2 焊接零件變形的預防及控制
2.1 設計合理的焊接結構
2.1.1 減少零件焊縫數量
鋼材零件的焊接一般要求焊后保證零件整體的強度要求,因此零件上經常會有多道焊縫,焊縫數量越多就會使焊接變形量越大,此類焊接零件的焊接變形量的控制非常困難。 為了保證焊接后零件的尺寸公差,可預先采取兩種方案,一是焊接留余量法,二是減少焊縫數量[4]。 焊接前留余量,焊接后再對變形零件進行機械加工來保證零件最終尺寸要求,此方法雖然對于焊接后變形量大的零件有很好的矯正效果,但必須要求零件焊接后有可進行機械加工的基準面,所以此方案在控制零件焊接變形上有局限性。 比如圖1 斗體零件焊縫數量過多,焊接后零件整體產生變形,很難找到合適的機械加工基準面。 對于此類零件,就可通過減少焊縫數量來減小焊接零件的變形量。 另外,還可以考慮對復雜的焊接結構零件部分采用其他加工方法,例如圖1 斗體零件的下半部分斗體就可選用鑄造的方法加工,然后再與零件上半部分進行焊接,這樣大大減少了焊縫數量,降低了焊接變形量。
2.1.2 合理設計焊縫長度尺寸
生產加工焊接零件時,經常會遇到薄壁大板片零件進行金屬熔敷性焊接。 例如圖2 所示零件焊接時,焊縫較長,焊接零件又屬于薄壁零件,在經過連續的金屬熔敷性焊接后,零件焊縫處的熱輸入量直線上升,薄壁大板片零件整體變形嚴重,無法滿足實際加工尺寸要求。 所以在焊接類似薄壁大板片零件時,考慮到焊縫強度及零件密封性都能滿足零件使用要求的前提下,可以將零件的整段長焊縫改為分段焊接 (如圖4 所示),通過減小焊縫的長度減少焊接金屬的熔敷量,最終達到減少焊接零件變形量的目的。
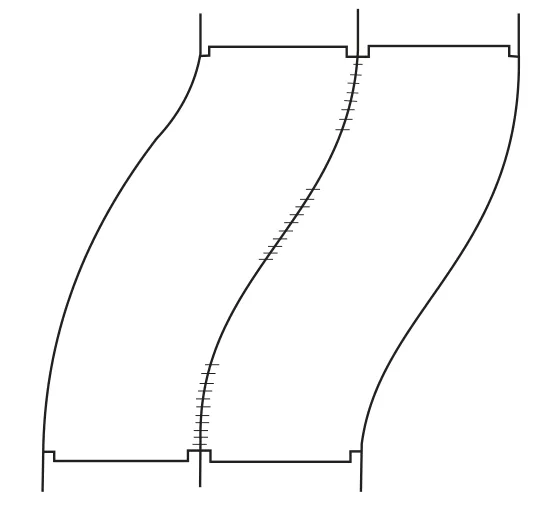
圖4 薄板零件分段焊接示意圖
2.1.3 改變精密小零件裝配形式
焊接工藝在機械加工制造中屬于比較粗糙的加工工藝,當焊接零件較小時,由于焊接變形的影響,會使零件很難達到設計的尺寸要求[5],并且越小零件的焊接變形越明顯,而且不易對其進行尺寸校正 (圖3)。 對于結構較小的薄板和管狀零件,焊接時極容易產生變形,應盡量避免填充焊絲來減小變形,但考慮到零件實用性的要求,不加焊絲不能達到零件的使用強度,最終從零件的裝配結構形式上進行改進。 圖5 所示為小結構零件的過盈配合方式,在管狀零件的擬焊接處將兩種裝配零件尺寸設計為過盈配合尺寸,焊接部位無間隙,焊接時只需填充少量焊絲,并且零件為過盈緊配合,焊接零件變形量受到束縛力作用而變小。 圖6 為過盈配合試件的焊縫宏觀形貌,從圖6 可以看出,其熔深約為 0.2 mm,且焊接熱影響區主要位于側壁。 這說明焊接時熱量主要集中在側壁,熱量向焊接圓柱面傳遞較少,有利于減小焊接變形量。
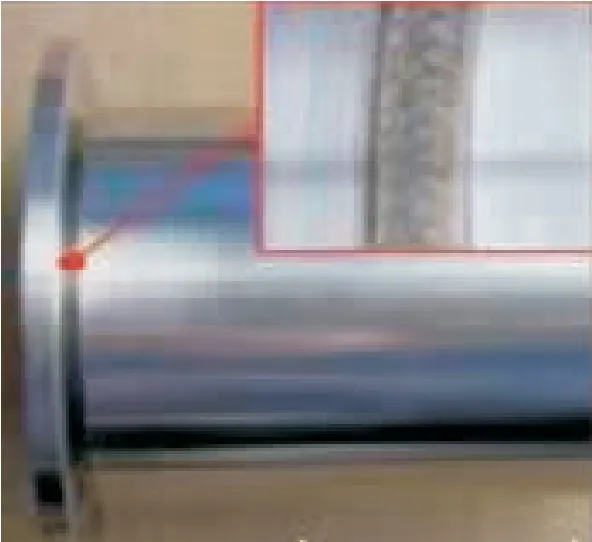
圖5 更改結小構零件焊縫為過盈配合

圖6 過盈配合試件宏觀金相圖
2.2 采用合理的加工工藝
2.2.1 制定合理的焊接順序
影響焊接零件變形的工藝因素有很多,對于有多道焊縫的焊接零件,首先考慮的就是如何有序地焊接[6],保證零件的最小變形量。 焊接順序對焊接變形的影響較為顯著,選擇不合理的焊接順序和焊接方法會使零件變形產生累積,最終導致零件變形大,尺寸不合格。 例如某個圓盤狀零件,外面需要配套焊接一個環形零件,環形零件的接頭處也是由焊接成形的,如果選擇先焊環形零件,再將環形零件套在盤狀零件上配套焊接在一起,此時由于環形零件在焊接時有變形,當再裝配到圓盤上時,與盤狀零件配套產生了較大的間隙,焊接后兩零件的同軸度差,會影響零件的繼續加工。 如果選擇先不焊環形零件的焊接接頭處,將環形零件配套在盤狀零件上并調整好兩零件的間隙后再焊接環形接頭及兩個零件,這樣就可以很好地控制兩零件的變形量,滿足零件的同軸度要求。 因此,焊接順序和焊接方法的選擇對于零件焊接的變形有顯著的影響。 不合理的焊接順序,不但會使零件的焊接變形量不斷累積增大,有時會直接影響焊接零件使用且可能造成不可通過矯正釋放的焊接變形量。 圖7 所示為上下封閉式焊接零件,該零件焊接時,需將零件上端面與下底面分別裝配零件焊接,如果直接選擇將上端面與下底面零件直接裝配進行一次性焊接成形,會導致零件中間部位產生明顯的焊接變形,出現零件中間部位鼓包現象,并且由于零件的上端面與下底面都已經焊接成形,零件由于變形產生的鼓包現象無法再通過矯正變形來進行消除,所以焊接此類零件不能一次性進行裝配焊接,可先將零件與上端面焊接成形,之后可通過矯正焊接變形量,使首次產生的焊接變形量減小或消除,再進行第二次焊接,將零件與下底面進行焊接成形,這樣可以大大減小零件的變形量,獲得合格的焊接零件。
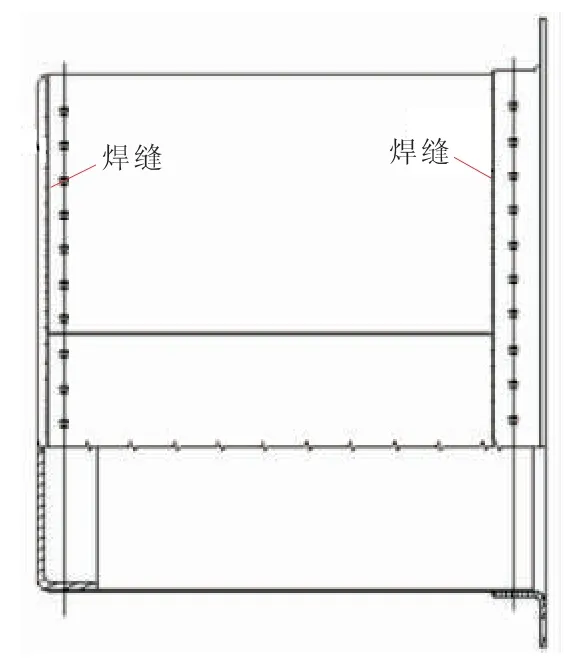
圖7 上下封閉式焊接零件
2.2.2 合理設計焊接坡口及根部間隙
采用金屬熔敷法焊接零件時,角接焊及對接焊縫零件都需先機械加工焊接坡口,保證零件焊接質量強度要求,尤其當零件焊接后有尺寸公差要求時,坡口角度不易太大。 零件焊接坡口太大時,焊接時金屬的熔敷量增加[7],焊接熱輸入量增大,導致零件焊縫處變形量增加。 例如管嘴零件焊接時 (如圖8 所示),坡口太大會導致管嘴零件根部收縮變形量增大,無法保證圖樣尺寸要求,適當的減小坡口尺寸可以控制焊縫處的焊接變形量。
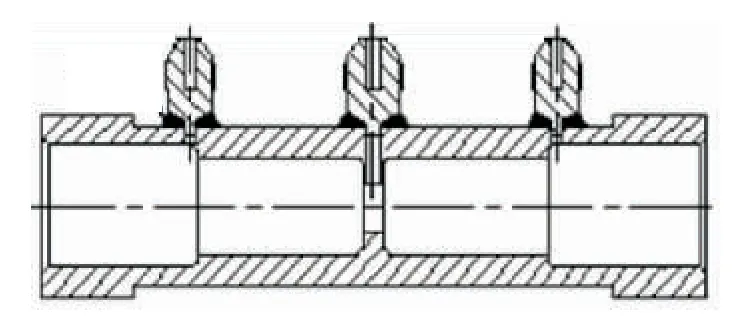
圖8 管嘴零件焊接處坡口示意圖
2.2.3 嚴格控制焊接前的零件裝配間隙
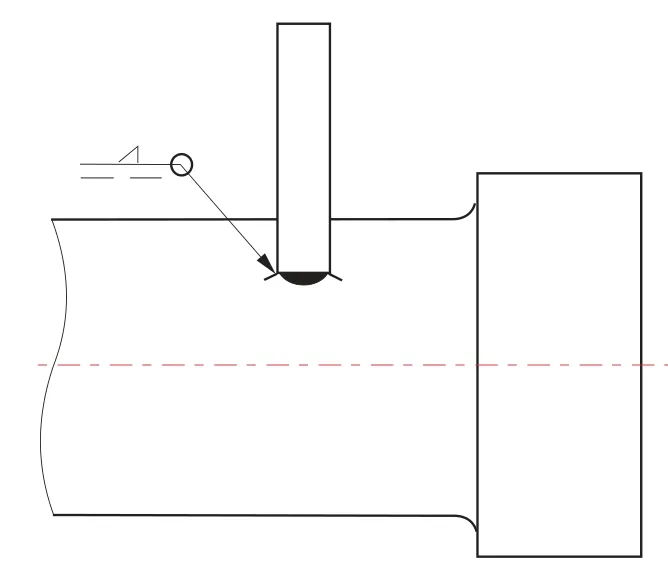
圖9 零件根部間隙配合
零件在焊接時一般由多個零件組成,焊接前必須先對多個零件進行裝配,然后再對其進行焊接。 焊接前零件的裝配也是保證焊接零件焊后質量的一種預防措施,零件在裝配焊接時,可按設計尺寸要求進行零件裝配,并且考慮到零件的焊接變形,可適當預留焊接變形余量,但是裝配零件時對于零件焊接部位的間隙必須加以嚴格控制,焊接部位接合面應具有嚴格的要求,接合部位不應該存在較大的間隙,裝配零件彼此應該貼合緊密。 圖9 所示為某零件根部間隙配合,焊接結構零件是由筒體與板片組成,將板片零件焊接在筒體上,并且有尺寸要求。 類似此類零件焊接時,焊接處的裝配間隙在零件設計時必須考慮,板片與筒體之間的配合雖然不要求過盈配合,但也應該緊密貼合,不能有較大間隙存在,因為焊縫金屬在凝固和冷卻過程中,體積要發生收縮,這種收縮使焊件產生變形,焊縫金屬的收縮量取決于熔化金屬的數量,而焊接處間隙過大時,填充的焊絲量隨之增加,最終導致零件的收縮量增大,收縮變形后的零件不能滿足零件尺寸要求[8]。 所以,此類焊接結構零件在焊接前一定要嚴格控制焊接零件之間的裝配間隙,增加零件的裝配尺寸公差配合度要求,保證零件裝配時緊密貼合。 如果零件裝配焊接時,在滿足零件的焊接尺寸要求下,焊接零件根部仍然存在較大的間隙時,可以在焊接時采用剛性固定方法[9],使用焊接夾具將焊接零件剛性固定,焊接時可有效地控制焊接零件的角度變形與收縮變形,保證焊接后零件尺寸要求。
3 焊接變形的矯正
零件焊接后,只能通過矯正措施來減小或消除已經發生的焊接變形。 矯正的方法主要有機械矯正和加熱矯正兩種。
3.1 機械矯正法
采用壓力機、矯正機或手工錘擊等機械方法使焊件產生新的塑性變形,以使原來縮短的部分得以延伸,達到矯正變形的目的[10]。 可以利用螺旋、氣動、液壓器具加外力矯正。 機械矯正法對于塑性差的高強鋼慎用。 有些零件硬度較大,塑性差,而且零件本身較大時,可以在焊接零件前加大零件焊前尺寸,預留出焊接變形后可加工余量,焊接后用機械加工變形零件可加工余量尺寸,滿足產品焊后尺寸公差要求,達到焊接后機械加工矯正的目的。
3.2 加熱矯正法
利用火焰加熱時產生的局部壓縮塑性變形,使較長的金屬在冷卻后縮短消除變形。 一些變形量不大、且材料硬度不高的變形零件,可以用氣焊焊炬的火焰對焊縫變形處進行加熱,加熱后可用木質榔頭對零件進行敲打熱矯正,使零件恢復形變,滿足要求尺寸。 本法簡單,機動靈活,適用面廣,使用時應注意控制加熱位置和溫度。
4 結束語
綜上所述,焊接零件的結構、零件焊接順序以及焊接零件根部間隙及坡口都會對焊接零件的變形產生不同程度的影響,針對不同的焊接結構零件,可以從設計和工藝方面著手解決,不同的焊接結構零件設計可以從焊縫數量、焊縫長度尺寸及較小結構零件焊接形式考慮采用減少焊縫數量,減小焊縫長度及合理化的更改較小零件的焊接坡口形式,預防及控制焊接變形量; 工藝方法上,可采取合理的焊接加工順序,加工合適的焊接坡口及焊縫間隙,控制焊接零件的變形量。 焊接變形對產品的性能、尺寸精度和穩定性產生不可忽略的影響,從而影響產品質量,所以對焊接變形控制的研究是有必要的。 隨著生產技術的不斷發展,焊接變形的控制方法也需要在生產實踐中不斷改進和完善。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
