壓裂廢液處理新技術與應用效果
2019-12-26 02:21:06陳思媛大慶油田有限責任公司第七采油廠
石油石化節能 2019年11期
關鍵詞:水質
陳思媛(大慶油田有限責任公司第七采油廠)
壓裂作業每年5—10月集中實施,有效的工作時間約150天,老井單井用水量90~140 m3,普通水平井 1 500~2 000 m3,大規模壓裂井 4 000~6 000 m3。每年壓裂產生大量返排廢液,成份特別復雜,對環境的危害大,直接進油水系統影響正常生產,因此需預處理后回收利用。我廠在某某聯卸油點附近建設一套廢壓裂液處理裝置,主要采用預處理過濾和提升系統+氧化反應+油-水-泥分離工藝,處理能力240 m3/d。
壓裂廢液處理工藝在我廠屬于試驗階段,目前沒有成熟經驗可借鑒,處理藥劑、參數及對系統的影響尚不確定,因此為了解決以上問題,驗證該工藝污水處理效果,并摸索相關運行參數,節省運營成本,開展此項目試驗[1-3]。
1 壓裂廢液處理工藝原理
通過采用多級的物理及化學混合工藝,設計相關的工藝流程來降低返排液中污染物的含量,以降低廢液中CODcr含量為主線,設計符合油田污水處理站來水水質要求的工藝流程。該工藝流程由預處理、氧化段、絮凝段、過濾段所組成(圖1)。
由于壓裂廢液中含有黏性物質(瓜膠、聚丙烯酰胺等),并且乳化嚴重,來液偏弱酸性,一般氧化劑在弱酸環境下氧化效果較好,首先采用氧化段。采用氧化劑對壓裂液進行氧化處理。利用管式反應器實現藥劑的混合、反應過程。
一般單級氧化后處理的液體色度比較大,并且含有大量的鐵離子,調質使水樣呈強堿性除去鐵離子。并把這兩個氧化過程偶合一起操作。壓裂廢液經過破膠和破乳后,加入混凝劑使其有利于快速分層實現液固相分離。常溫下直接加入管式反應器實現混合,進入分離器后進行絮凝沉淀。
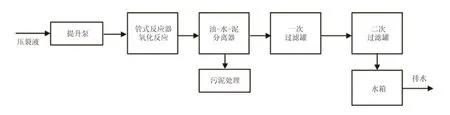
圖1 壓裂廢液處理裝置工藝流程
設置2個分離器,分別在分離器中實現油水泥的分離。經過反應后的壓裂液中的原油通過分離器底部氣浮裝置、分離器頂部設置的鏈式除油裝置實現油的分離和初步收集。同時,在分離器中通過混凝過程實現固體相混凝到分離器底部,定期向污泥池排放,池滿后上層的清水打回到反應器里面或是過濾器的前端。下層的沉降濃縮后的污泥經污泥泵定期打到車上外運至污泥處理站進一步進行污泥處理[4-5]。
2 運行效果分析
2.1 試驗方案
裝置運行穩定后,對廢壓裂液處理裝置開展加藥量摸索試驗,目前加藥量氧化劑50 kg/d、助凝劑25 kg/d、絮凝劑2 kg/d,對應的水質的懸浮物、含油量、硫酸鹽還原菌和脫出的含油污泥的含水、含油進行化驗,處理后出水懸浮物含量小于或等于300 mg/L,含油量小于或等于300 mg/L;處理后污泥含油量小于或等于10%,含水率小于或等于80%。化驗水質不達標時,調整加藥量和系統運行參數,再重新試驗,直到水質達標;若達標,則逐次遞減加藥量,確定水質達標的最小加藥量,并記錄達標時的工藝對應最小加藥量及運行參數[6-7]。
2.2 試驗情況
綜合考慮試運行時的藥劑使用情況、入網情況、及藥劑在大慶油田應用情況及使用成熟度,確定了混凝劑、絮凝劑、氧化劑三種藥劑。投產使用初期采用試運行時藥劑種類及濃度運行,即氧化劑使用范圍為1.5 kg/m3、絮凝劑為200 g/m3、助凝劑為20 g/m3。并對壓裂廢液處理前后水質進行取樣分析(表1)。
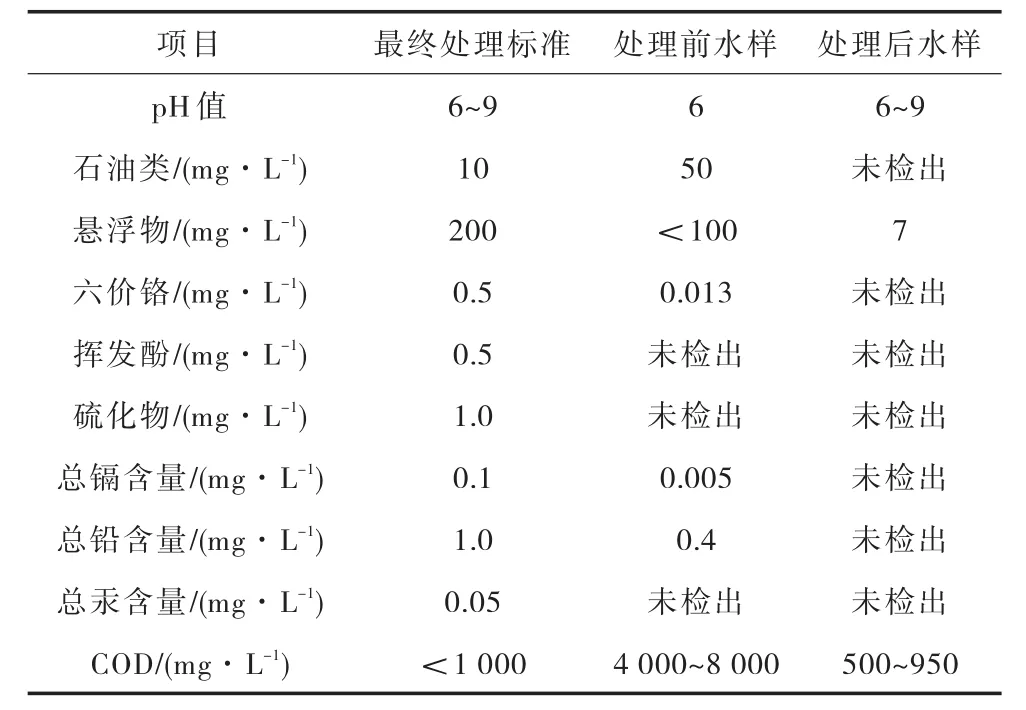
表1 前期試驗處理前后水樣水質對比
化驗發現,水質處理效果較好,由于該工藝流程處理后出水進入油系統進行分離后最終再進入水系統進行水質處理,所以從經濟性考慮進行藥劑投加量調整試驗,使處理后出水含油量及懸浮物含量滿足懸浮300 mg/L即可。
2.2.1 室內實驗
由于壓裂廢液乳化嚴重,氧化劑對壓裂液進行氧化破乳、破膠處理。在對氧化劑處理量進行調整后發現處理后水質較黏稠,影響處理水質,因此僅對助凝劑及絮凝劑進行藥劑加藥量調整。
首先在室內用燒杯進行了藥劑實驗,初步確定現場實驗加藥范圍。首先觀察藥劑投加后絮體的絮結情況,再對燒杯中的水進行懸浮物含量化驗。初步確定了助凝劑加藥濃度為10~15 mg/L(圖2),絮凝劑加藥濃度為50~120 mg/L(圖3)。
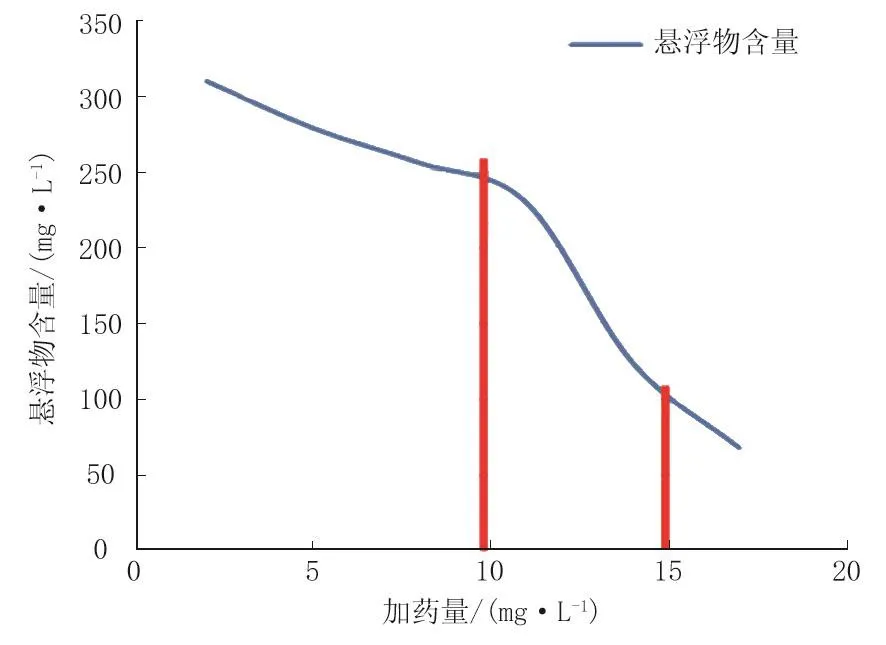
圖2 助凝劑燒杯試驗曲線圖
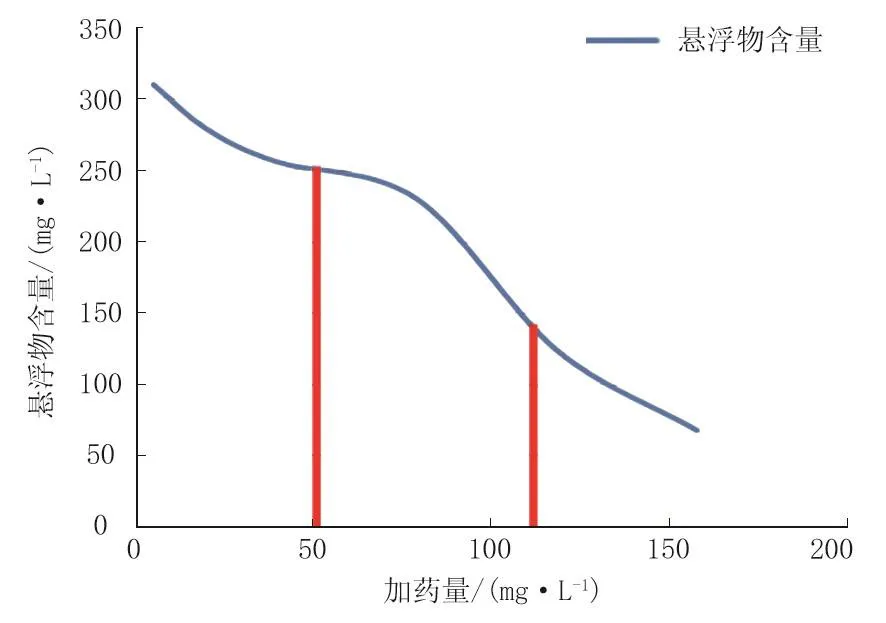
圖3 絮凝劑燒杯試驗曲線圖
2.2.2 現場試驗
通過室內實驗的結果與現場試驗出水水質情況相結合,最終確定了助凝劑加藥濃度為6.1~6.2 mg/L,而絮凝劑的加藥濃度為72 mg/L(表2)。
經過反應后的壓裂液中的原油通過分離器底部氣浮裝置、分離器頂部設置的鏈式除油裝置實現油的分離和初步收集。同時,在氧化劑反應中氧化罐底部淤積污泥、分離器中通過混凝過程實現固體相混凝到分離器底部,定期進行污泥排放。

表2 現場加藥及實驗效果情況表
通過試驗期間的摸索及現場運行,對不同沉積時間的污泥進行取樣化驗,最終確定了合理的排泥周期[8]。由跟蹤化驗結果確定出最佳排泥周期為30天(表3)。

表3 排泥周期及排泥效果情況表
2.3 運行成本分析
廢壓裂液處理裝置投產初期絮凝劑用量為200 g/m3,助凝劑用量為20 g/m3,經參數優化后絮凝劑用量為72 g/m3,助凝劑用量為6.1~6.2 g/m3。
絮凝劑單價為6元/kg,助凝劑單價為27.66元/kg,經參數優化后,絮凝劑節省128 g/m3,助凝劑節省13.8 g/m3,廢壓裂液處理裝置每天處理量230 m3,每年運行7個月,則每年節省藥劑費用55.53萬元。

西南油氣分公司元壩氣田凈化廠
3 認識與結論
1)污水處理效果較好。經過對裝置運行效果一年的跟蹤,該裝置對于壓裂廢液處理效果好,處理后水質懸浮物、含油量均小于300 mg/L,達到進入系統要求。
2)壓裂廢液處理工藝在生產運行中的關鍵在于根據來水量、來水水質變化,及時調整加藥濃度及加藥量。根據試驗跟蹤,藥劑加藥量絮凝劑用量72 g/m3,助凝劑用量為6.1~6.2 g/m3,在該廠的應用中最為經濟。
猜你喜歡
環境(2023年5期)2023-06-30 01:20:01
小星星·閱讀100分(低年級)(2022年6期)2022-08-22 02:33:40
供水技術(2021年3期)2021-08-13 09:08:34
建材發展導向(2019年10期)2019-08-24 06:25:02
當代水產(2019年1期)2019-05-16 02:42:04
當代水產(2019年3期)2019-05-14 05:42:48
電子制作(2018年14期)2018-08-21 01:38:16
水利規劃與設計(2018年1期)2018-01-31 01:53:53
水利規劃與設計(2016年7期)2016-02-28 15:06:27
世界文學評論(2014年2期)2014-04-12 06:23:43