2種壁厚偏差模型的管材液壓成形厚度分布研究
2019-12-27 08:59:22楊連發何玉林
桂林電子科技大學學報 2019年5期
劉 琴, 楊連發, 郭 建, 何玉林
(桂林電子科技大學 機電工程學院,廣西 桂林 541004)
利用液壓脹管技術,能夠將管材脹形成具有復雜曲面形狀且強度性能更好的產品,同時能使材料的利用率更高、成本更低,符合環保節能需求[1]。在管材液壓脹形中,將薄壁管的壁厚假設為均勻的情況下,直管的自由脹形看作具有旋轉對稱性的形狀,但是在實際的工業生產中,管材加工的過程會產生表面缺陷和尺寸精度、管材機械性能不高等缺陷[2],導致金屬管的管壁厚度并不總是均勻的。在利用金屬管材進行液壓成形,需要較高的尺寸形狀精度的成形件時就必須考慮管材的壁厚不均勻。
不少學者為提高管材成形后壁厚的均勻性做了不少的研究。Yang等[3]在分析脈動液壓的管材自由脹形時發現,經脈動加載路徑誘導的組織演變有助于提高管材的形狀精度和壁厚均勻。吳量等[4]研究發現,成形模具對管材的摩擦系數越小,脹形后的最大減薄量越小。崔亞平等[5]在研究大減徑比階梯管坯的液壓脹形時發現,增加軸向力可使材料的流動性和補料效果更好,使得管材脹形后的截面壁厚均勻性增加。也有不少學者根據實際管材存在的壁厚偏差對管材脹形進行了研究。Kuwabara等[6]發現初始厚度的均勻性取決于制造工藝,厚度越均勻,管材的成形性越高。Fuchizawa等[7]在研究初始偏心距管材、初始厚度偏差為1%~4%時,認為脹形過程中厚度偏差的增加取決于初始壁厚偏差的程度。文獻[8-9]研究管材的初始壁厚偏差對自由脹形的影響發現,自由脹形過程中壁厚偏差的增加與管材材料和管端邊界條件有關。He Zhubin等[10]研究了具有不同初始偏心距的薄壁管的液壓脹形發現,薄壁管的變形行為和成形極限與偏心距有很大關系,偏心距越大,變形截面的橢圓度越大。王海艷等[11]對厚度為1 mm的消音管進行模擬和實驗對比發現,消音管脹形后壁厚相對偏差小于3%,且相對變化趨勢一致,說明模擬軟件能夠較好地反映管材脹形后的壁厚分布。
鑒于此,針對實際的管材壁厚分布,提出2種壁厚偏差模型,探討2種壁厚模型脹形后的優缺點,為管材液壓成形的成形件得到更好的壁厚均勻性提供技術支撐。
1 模型和模擬參數的設置
1.1 模型的提出
對于標準外徑為25 mm,標稱壁厚為0.6 mm的管材,測量得到管材壁厚偏差率為8.9%~11.9%,最大壁厚為0.66 mm,最小壁厚為0.59 mm。對長度為110 mm、中截面(管材長度為55 mm處)的初始壁厚偏差率為9.3%的管材進行液壓自由脹形,對管材初始最厚處與最薄處做好標記,脹形后管材如圖1所示。利用DIC技術可以得到管材最大脹形高度hmax為17.83 mm,最小脹形高度hmin為16.54 mm,最大脹形高度發生在壁厚最薄處,說明壁厚的分布與管材的成形極限和脹形后的形狀均勻性有很大的關系。
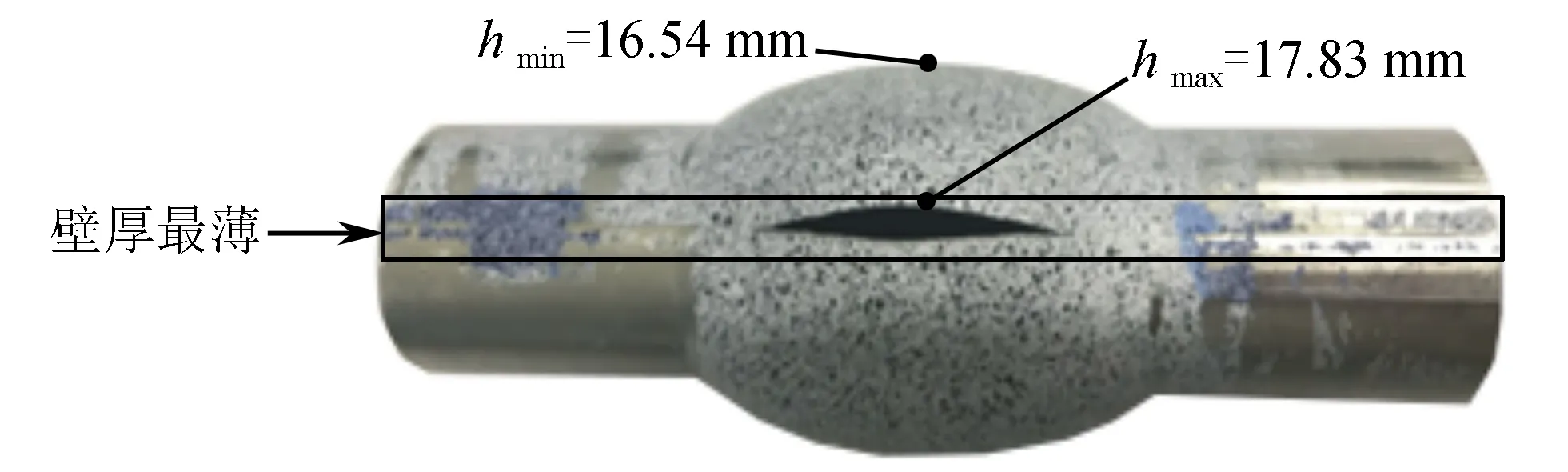
圖1 管材自由脹形圖
根據壁厚分布比較偏心距、橢圓2種壁厚偏差模型,設置2種模型的壁厚偏差率都為10%。偏心距模型的偏心距為0.03 mm,最大壁厚和最小壁厚分別為0.66 mm和0.60 mm,如圖2(a);橢圓模型的圓心與外徑圓的圓心重合,如圖2(b)。為了保證2種模型的壁厚偏差率一致,橢圓模型的最大壁厚和最小壁厚與偏心距模型相同。管材的壁厚偏差率定義為:
其中:tmax是管材周向最大壁厚;tmin是管材周向最小壁厚。
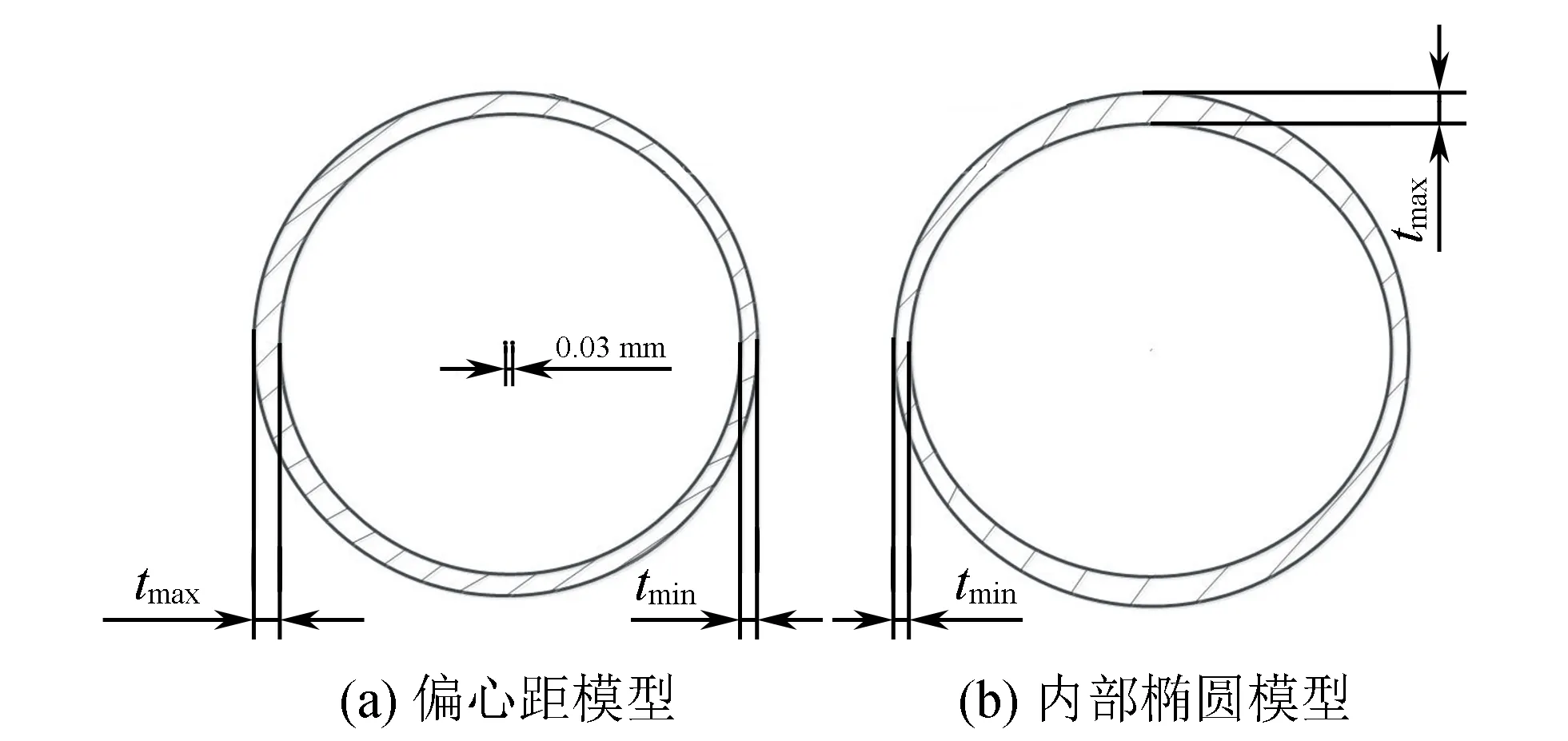
圖2 2種壁厚偏差模型
1.2 模擬的簡化與設置
依據實際的液壓成形實驗,在對液壓成形不失真和計算結果的準確性影響不大的前提下對有限元模擬模型進行簡化:1)假設密封柱和模具為剛體,忽略在脹形過程中的彈性變形;2)因為液壓成形是冷變形,所以不考慮在脹形過程中由摩擦和變形等引起的溫度變化。通過ABAQUS有限元軟件對管材液壓脹形過程進行模擬。有限元數值模擬模型中,主要包括密封柱、模具和管材,密封柱和模具均視為恒溫剛性體,管件設置為變形體。
無縫鋼管作為液壓脹形的模擬管材,管材密封柱的形狀與管材內徑一致,管材長度110 mm,密封柱和模具的長度為30 mm,脹形區長度為50 mm,其中模具的內徑設置為12.5 mm,外徑為15 mm。密封柱和模具與管材的接觸設置為面與面接觸,摩擦系數統一設置為0.15,建立模型并且劃分網格。模型中選用六面體網格,管材的網格尺寸為0.4 mm。由于密封柱和模具為剛體,不參與模擬的計算,密封柱和模具的網格尺寸根據系統默認設置為3.4 mm和4.2 mm。2種模型的內徑不同,所以兩者的密封柱模型不同,2種模型的密封柱網格個數也不一樣,2種模型的網格數量如表1。
有限元模擬裝置模型如圖3所示。坐標系定義為:X軸和Y軸為管件的徑向,Z軸為管的軸向,坐標原點為管件左端面圓心。管材端部在脹形過程中

表1 有限元模型各部件網格數量
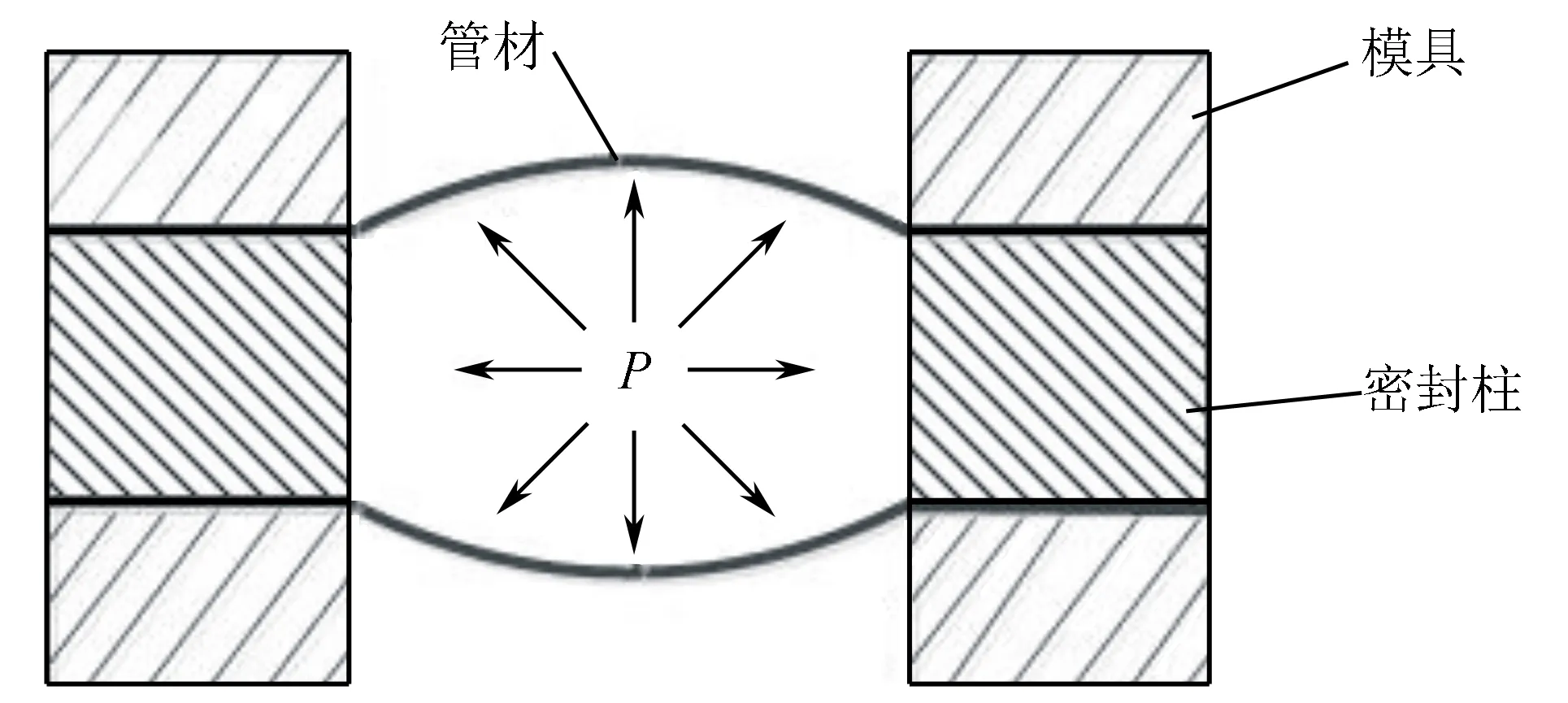
圖3 有限元模擬裝置模型
受到模具的徑向約束,中間部分不受模具約束,在液壓力作用下產生自由變形。密封柱和模具設置為X、Y、Z方向不發生位移,且不發生旋轉。設置管材的X、Y、Z方向位移不受約束。
2 有限元模擬結果與分析
管材在液壓力作用下的自由脹形過程中,成形主要由管材壁厚的變薄和軸向的自然收縮來完成。圖4(a)為偏心距模型的脹形結果圖,圖4(b)為橢圓模型的脹形結果圖。
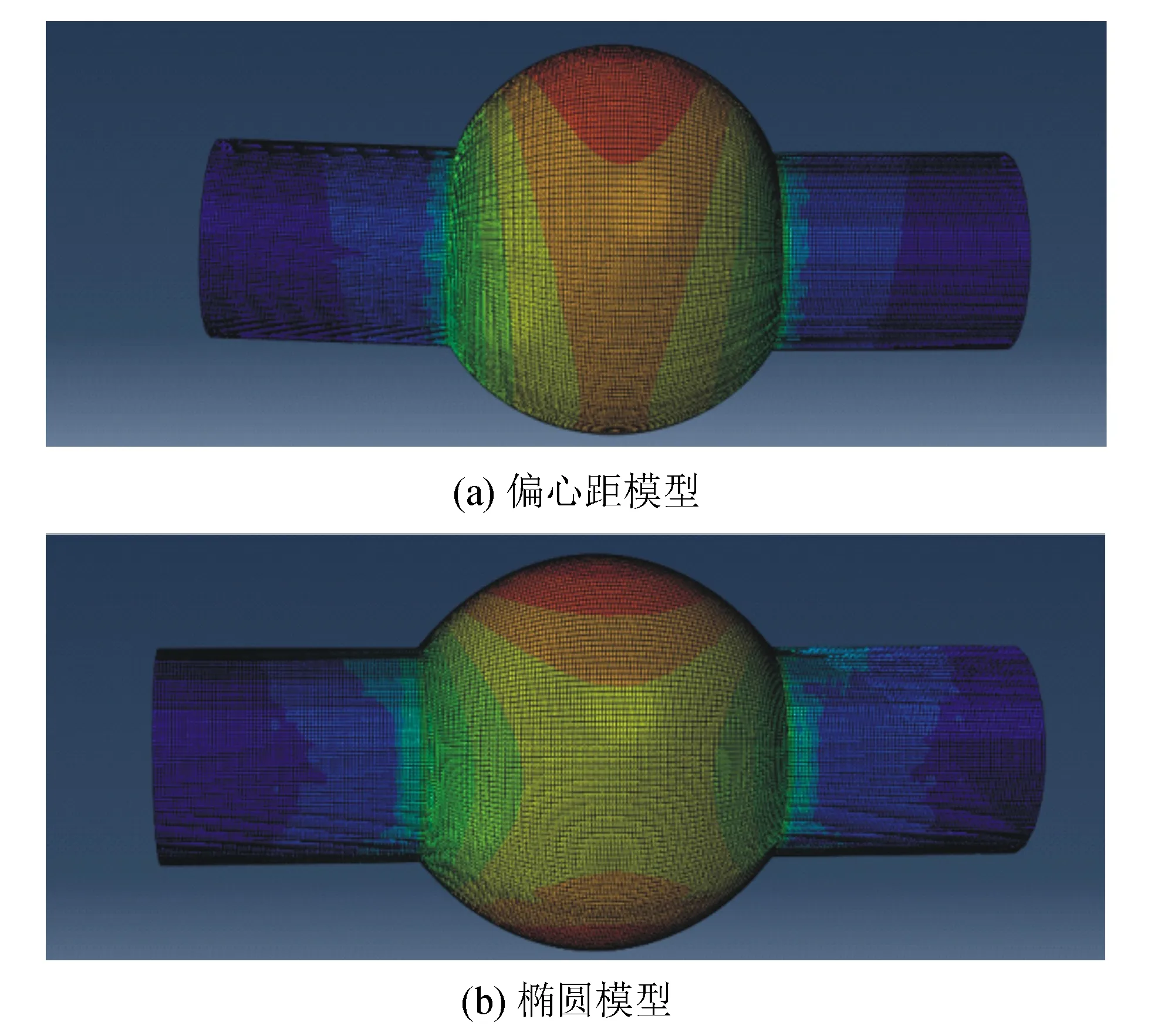
圖4 2種模型的脹形結果圖
由于未在有限元模擬軟件中設置管材脹形破裂條件,在模擬軟件ABAQUS的場輸出脹形時液壓力增加到35 MPa,模擬的脹形高度與實驗的實際管材脹破時高度接近,取此時的場輸出數據進行分析。表2為在液壓力達到35 MPa時,取2種模型外徑的中心原點為基準,得到2種模型的脹形高度。在相同的液壓力作用下,偏心距模型的脹形高度略低于橢圓模型,但偏心距模型的形狀偏差率大于橢圓模型,橢圓模型脹形后的形狀更均勻。這是因為偏心距模型壁厚超過基準厚度0.6 mm部分大于橢圓模型,薄處的材料流動性更好。徑向最大位移發生在初始壁厚最薄的部位,從最薄部位過渡到最大壁厚部位,徑向位移逐漸減小,這與實際的試驗結果相符。

表2 2種模型的脹形高度和形狀偏差率
2種模型脹形后壁厚分布如圖5所示。從圖5可看出,偏心距模型的最小壁厚為0.440 mm,橢圓模型的最小壁厚為0.433 mm。根據材料的體積不變原則,橢圓模型的最小壁厚小于偏心距模型,其脹形區最大高度高于偏心距模型。脹形后的偏心距模型最大壁厚為0.543 mm,橢圓模型的最大壁厚為0.513 mm,雖然2種模型初始最大壁厚相同,但在脹形后的壁厚偏差率(18.5%)比偏心距模型的壁厚偏差率(23.4%)更低。偏心距模型的周向最薄處減薄了0.160 mm,最厚處減薄0.117 mm;橢圓模型的周向最薄處減薄了0.167 mm,最厚處減薄了0.147 mm。橢圓模型的最厚位置與最薄位置相差90°,偏心距模型的最厚位置與最薄位置相差了180°,橢圓模型的材料流動性更高。
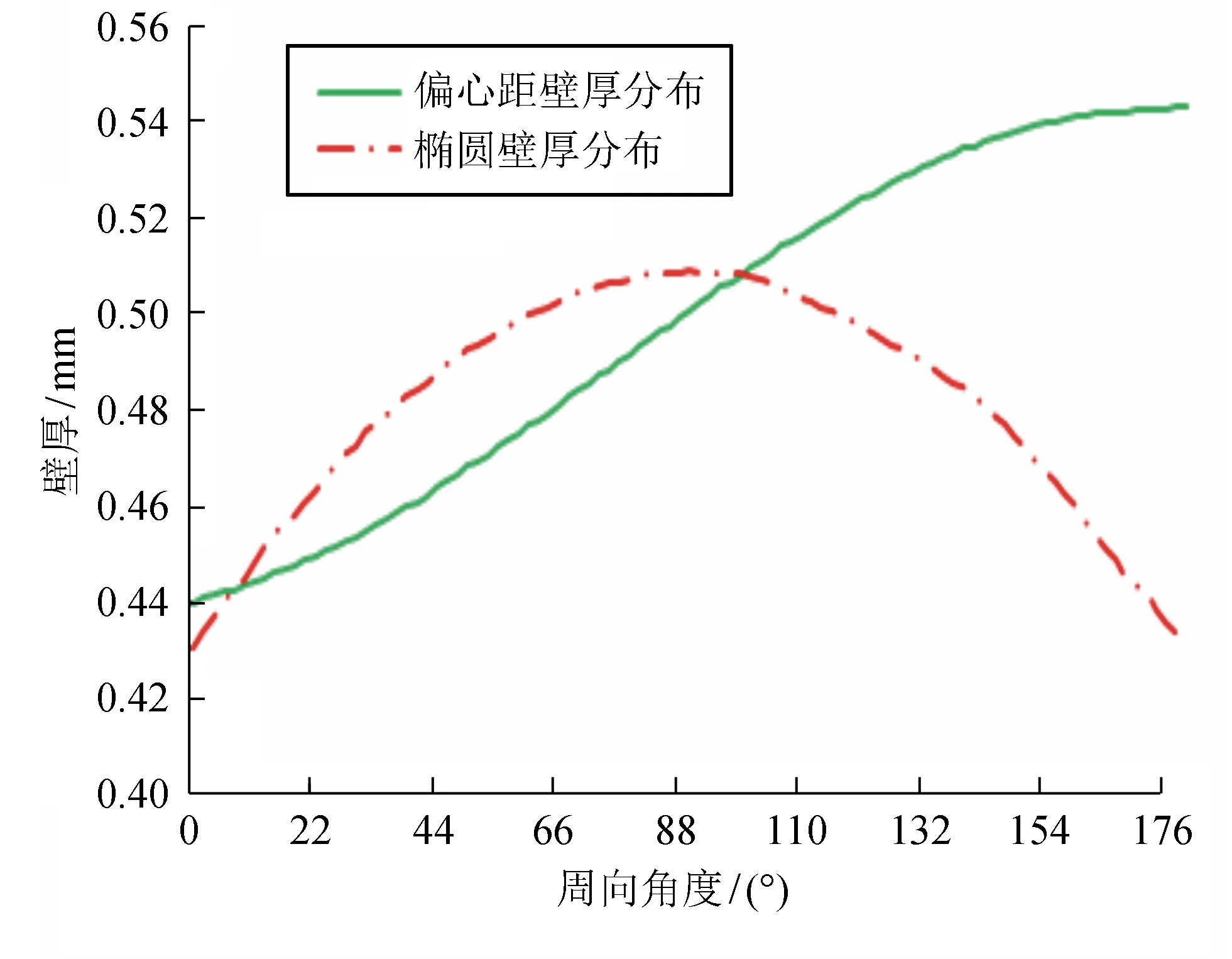
圖5 2種模型脹形后壁厚分布
3 結束語
通過ABAQUS模擬軟件,對2個初始壁厚偏差率相同、壁厚分布不同的管材進行有限元模擬,對模擬結果比較分析,得出如下結論:
1)在相同的初始壁厚偏差率下,隨著脹形的進行,2種模型的壁厚偏差率都在不斷增加,但偏心距模型脹形后的壁厚偏差率比橢圓模型大。
2)在脹形的過程中,由于2種模型初始壁厚分布的差異,徑向最大脹形高度在管材周向最薄處,這與實際的試驗結果相符。說明在薄處的材料流動性更好,橢圓模型的管材材料流動性比偏心距模型更高。
3)在相同的壁厚偏差率下管材液壓脹形,橢圓模型能在周向得到更均勻的壁厚分布和更低的形狀偏差,所以在實際生產中,要想得到脹形后尺寸精度更高的脹形件,在相同的壁厚偏差下,應選擇橢圓模型的管材。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24