大螺距鋸齒螺紋加工技術研究
2019-12-30 08:47:38程升
重型機械 2019年6期
程 升
(上海電氣上重碾磨特裝設備有限公司,上海 200245)
0 前言
對于傳遞運動的左旋大螺距、右旋大螺距的鋸齒螺紋,當要求相關件裝配后有一定的角度位向關系時,需在零件制造過程中嚴格控制螺紋的齒形精度、齒距精度和螺紋起始點位置精度,才能保證裝配時傳遞位移準確,裝配方位滿足設計要求,因此,提高齒形精度、齒距精度和螺紋起始點位置精度是制造此類零件的關鍵技術。由于本文研究的對象是大尺寸、大螺距及材質性能有特殊要求的零件,螺紋需要進行粗、半精和精加工三個過程,在半精、精加工時,需要再次裝夾再次對刀找正,但由于螺紋加工時擠壓、產生毛刺和飛邊、熱處理變形等原因,后續(xù)加工中很難找到粗加工時螺紋起始點位置,精確找正是精車螺紋時的技術瓶頸,因此需進行有效創(chuàng)新,探索出適宜公司設備現狀,能滿足設計要求的工藝方法。
1 大螺距鋸齒螺紋設計要求
某項目的結構為多段管體用連接螺母聯(lián)接,組裝后總長30多米,并要求管體內孔直線度不大于0.2 mm,連接螺母及相鄰兩管體均為一端左旋螺紋,另一端為右旋螺紋,裝配過程中各管體須按要求的角度位置關系對接放置,管體只作直線運動不允許轉動,靠連接螺母擰緊時左右旋螺紋傳動的軸向拉緊力,使兩管體作相向等距直線移動,并在端面A處貼合密封,如圖1所示。

圖1 管體裝配示意圖
2 大螺距鋸齒螺紋工藝性分析
連接螺母及管體均為特殊材料的調質合金鋼鍛件,螺紋為YS型(45°)螺紋、左右旋,螺距32 mm、48 mm、64 mm等規(guī)格,表面硬化處理,螺紋工作面粗糙度≤0.8。
由于螺距尺寸較大,為了保證調質后材料的機械性能及精加階段較小的加工余量,性能熱處理前螺紋需粗加工;為了提高齒面的硬度和耐磨性,螺紋精加工后齒面需表面硬化。在整個制造過程中需進行多次熱處理,主要有鍛后熱處理(正火+高溫回火)、性能熱處理(淬火+高溫回火)、人工時效處理及齒面表面硬化處理。連接螺母及管體均為一端左旋螺紋,另一端為右旋螺紋,如圖2、圖3所示。
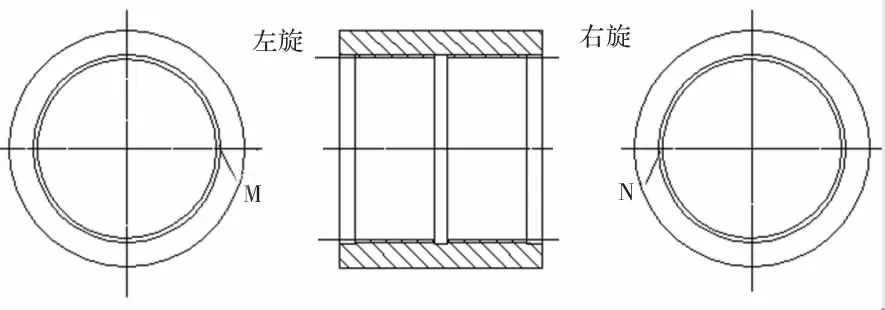
圖2 連接螺母示意圖

圖3 管體示意圖
為了保證螺母擰緊時每轉一轉,兩端左右旋螺紋同步運動,須通過工藝過程控制連接螺母兩端的左右旋螺紋的起始點位置M及N的軸向剖面在同一角度位置(即在同一條母線上),相互對接的管體1及管體2螺紋起始點位置M及N的軸向剖面也須在同一角度位置(即在同一條母線上),這樣才能保證螺母與兩管體的左右旋螺紋同步等距移動。
3 大螺距鋸齒螺紋加工技術難點分析
鋸齒形螺紋的加工,由于牙型不對稱、螺紋槽窄而深、排屑困難,易造成切屑堆積,引起“燒刀”、“打刀”、“啃刀”、“扎刀”等現象。特別是該項目中大螺距鋸齒螺紋螺距從32 mm到64 mm等不同規(guī)格,尺寸較大無成型刀滿足加工要求,在實際加工中采用常規(guī)的車削方法加工很難加工出合格的產品,尤其齒型工作面表面粗糙度Ra<0.8,車削加工不易達到。
兩端左、右旋螺紋起始點有一定的角向位置要求,加工過程中須保證兩端起始點位置一致;性能熱處理前螺紋須進行粗加工,熱處理后需再次裝夾、再次對刀,并要借正變形量,重新找正、確認粗加工時螺紋起始點位置。
大尺寸,定起點的螺紋測量,無法用量規(guī)、千分尺、測長機常規(guī)檢手段進行檢測,須設計專用工裝,對螺紋牙型、螺距及螺紋起始點進行檢測。
4 大螺距鋸齒螺紋加工措施
大螺距鋸齒螺紋YS D×T(牙型45°,左、右旋)要求螺紋公稱直徑與內孔(A)同軸度φ0.06 mm。工藝采用 PVD TiN刀片半精、精車螺紋非工作面及牙形底部符圖,留磨量精車螺紋工作面;車床上裝夾磨頭,用碗形砂輪精磨螺紋工作面符圖,保證表面粗糙度Ra≤1.6要求。螺紋端面加工時,劃端面十字中心線并引劃另一端,保證兩端起始點軸線剖面與工件軸線等高,以距起始點端面整數倍螺距位置作為加工起始點;精銑端面作為測量基準面,用起始點確認卡規(guī)精確控制起始點位置。對該螺紋進行表面硬化處理HRC45-50,要求硬化層深度0.3~1 mm。采用半精加工后通過人工時效或低溫除應力回火,可最大程度消除加工應力,防止表面淬火后零件變形;螺紋精加工后采用激光淬火,此方法變形量少,可滿足螺紋精度要求。
合理的加工方案能有效的保證零件設計精度、提高生產效率,在加工不同階段,合理選用刀具、優(yōu)化切削參數和制定正確工藝方案,并通過控制工藝過程中關鍵點,可有效規(guī)避加工中可能出現的問題。
4.1 刀具的選用
粗加工時以提高工作效率和降低成本為主,刀具材料采用具有較高的強度、韌性以及良好的刃磨性能的高速鋼,以承受切削加工時較大的切削力和沖擊力,滿足粗車時進刀量,大進給量的要求,斜邊加工的刀具選用主偏角Kr為45°車刀,如圖4所示,直角邊加工選用割槽刀如圖5所示,底部圓角用與牙槽底圓弧相同的成型刀處理。
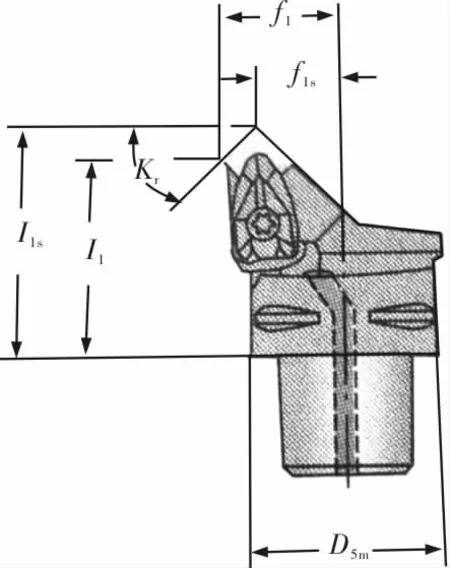
圖4 45°車刀
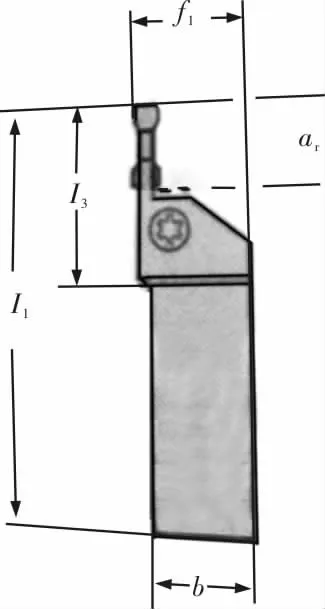
圖5 割槽刀
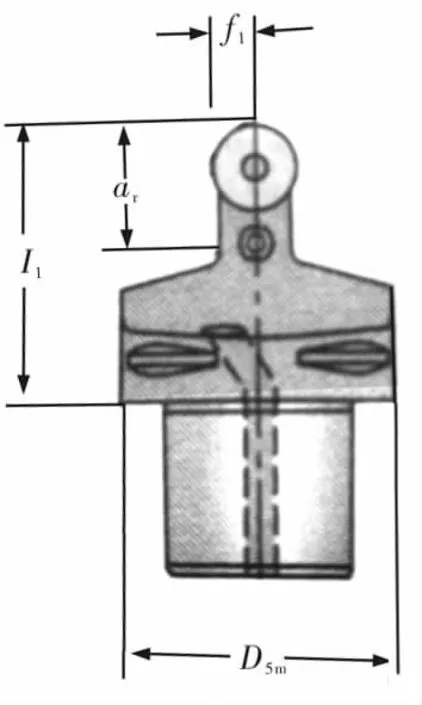
圖6 球頭刀
精加工時重點控制螺紋尺寸精度及表面粗糙度,采用SANDVIK中的PVD TiN(PVD物理氣相沉積)涂層牌號,這種牌號刀片在高切削速度、長時間切削時有極高的耐磨性和非涂層牌號的切削刃銳度與韌性,尤其適用于精車大螺距螺紋時,螺紋槽窄而深等復雜的加工條件,斜邊加工可選用主偏角Kr為45°車刀完成,也可用球形刀在數控車床上,用循環(huán)程序完成直角邊及斜邊加工,底部圓角用成型刀處理。
4.2 車削(進刀)方法及切削參數的選用
螺紋的車削加工進刀方法常見的有徑向、側向和交替式等3種方法。
通過對鋸齒形螺紋的粗、精加工工藝特點理論分析和實踐,粗加工時采用徑向進刀方法,精加工時采用側向進刀方法,可改善加工狀況和滿足設計精度要求。
粗加工階段,按進刀量遞減的徑向進刀方法,如圖7所示。進刀量遞減法是根據螺紋牙型深度,進刀量從相對大的初始值5 mm到較小的初始值1 mm逐漸遞減,直到最后完成螺紋粗加工,此方法可控制每次走刀產生的切屑量相同,解決了粗加工時進刀越深,切削力和沖擊力越大的難題。
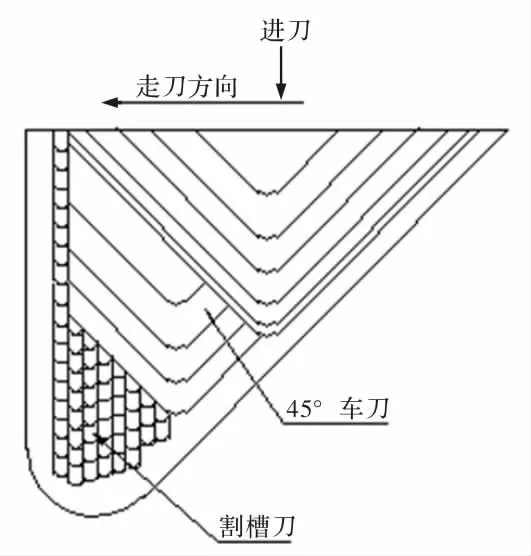
圖7 粗加工進刀方式
走刀路徑按徑向進刀方法,即當沿徑向進刀到一定深度,退刀后,利用小拖板向前移動一個小于刀尖寬度0.5~1 mm的距離,然后再從外圓進刀,直到進刀后刀具45°的切削刃快要接觸前面車出的90°面時為止停止近刀。退刀后,再次利用小拖板向前移動一個小于刀尖寬度0.5~1 mm的距離,再重復上面操作,直到加工到螺紋的牙底。這種移位直進法的好處是,切屑斜向、并向外排出,不易擦傷叧一側面(90°面)。同時,排屑流暢,切屑不會因堆擠而造成“燒刀”、“打刀”、“啃刀”、“扎刀”及擦傷兩側面等現象的發(fā)生。因此螺紋槽兩側面,可以獲得Ra<3.2的表面粗糙度值,為精車獲得較好表面粗糙度打下了良好基礎。
每次徑向進刀量
(1)
式中,Δap為徑向進刀量;X為實際走刀順序數(從1到總的走刀次數);ap為螺紋總深度;nap為走刀次數;φ1=0.3,φ2,3,…=1。
精加工時,采用改進式側向恒定進刀法,如圖8所示。恒定進刀法是在切削過程中,沿斜邊或直角邊以固定的切削參數進行切削,切屑厚度固定,可獲得最佳切屑控制和刀具壽命,起始值約為0.18~0.12 mm,但應保證最后一次走刀的進刀量至少為0.08 mm,為了獲得較好的表面粗糙度值,越接近精車留量,進刀(直進、徑向)應漸次減少,必要時還應適當降低轉速(這里指的是用高速鋼刀具進行車削時),最后一次走刀可以是不進刀的空走刀,用于消除切削過程中的反彈。
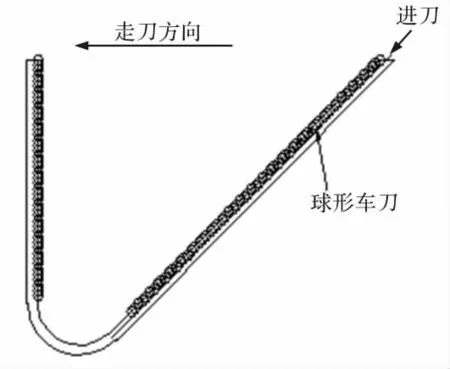
圖8 精加工進刀方式
每次徑向進刀量:
(2)
式中,ap為螺紋總深度;nap為走刀次數;x為實際走刀順序數(從1到總的走刀次數)。
軸向進刀量的計算公式:
對于45°螺紋切削,軸向進刀量=徑向進刀量。
對于30°螺紋切削,軸向進刀量=Δapx·tan30°進刀量。
5 制造工藝流程
大螺鋸齒形螺紋加工工藝流程為:原材料準備-冶煉-冶煉成分分析-鍛造-鍛后熱處理-螺紋粗加工-無損檢測(超聲檢測)-性能熱處理-取樣-試驗(力學性能檢驗、金相檢驗、成品成分分析)-螺紋半精加工-螺紋精加工-齒面硬化處理-成品檢驗(超聲檢測、磁粉檢測、目視檢查、尺寸檢查)-標識-清潔-包裝-運輸-交貨。
螺紋加工的關鍵在于控制螺紋的五個要素:牙型、公稱直徑、線數、螺距及旋向,定起點螺紋還要控制螺紋的起始點。
5.1 螺紋粗加工
螺紋粗加工在工件性能熱處理前進行,加工前要深入理解圖紙,重點要保證螺紋旋向、螺距及起始點位置符合設計技術要求,并保留合理的熱處理余量。
(1)內外圓及端面留合理性能熱處理余量粗車;
(2)在工件兩端面劃十字中心線,二端面余量均分,按設計要求劃出螺紋起始點位置M、N,并將起始點位置引劃至兩端面,用樣沖做永久標記。
(3)工件上機床,轉動工件,使過M-N軸線剖面與工件旋轉中心線等高,以距起始點L處為起刀點,其中
L=n·T
(3)
式中,L為起刀點;n為自然數;T為螺距。
在工件表面上車劃出第一條螺旋線,觀察落刀點是否與所劃螺紋起始點M(或N)位置一致,若一致測量螺距正確后,起刀點沿工件軸線方向前進(或后退)1/4T距離,在工件表面上車劃出另一條螺紋線,在兩條刻線包絡區(qū)域,留熱處理余量,粗車螺紋,如圖9所示。
(4)同理粗車另一端螺紋。

圖9 粗加工起刀點示意圖
5.2 螺紋半精加工、精加工
螺紋半精加工、精加工在工件性能熱處理后進行,此階段重點保證尺寸精度、螺距及牙型符合設計要求,控制再次裝夾時與粗加工螺紋起始點位置一致,并根據熱處理后的變形情況,借正變形量重新校正兩端起始點位置。
(1)內外圓精加工,兩端面均留1/8T(T為螺距)余量。
(2)按原端面標記引劃螺紋起始線;
(3)螺紋起始點的確定。
工件上機床,轉動工件使過M-N軸線剖面與工件旋轉中心線等高,按公式(3)確定起刀點位置,車劃出第一條螺旋線,檢查落刀點位置是否與所劃螺紋起始點位置是否一致,若一致,測量螺距正確后,起刀點向工件方向前進(或退)1/4T距離,車出另一條螺紋線,同理車出另一端螺紋包絡線。若兩端螺紋包絡線W均能包絡粗加工螺紋W1,如圖10所示,可以按粗加工時的起始點位置進行精加工。
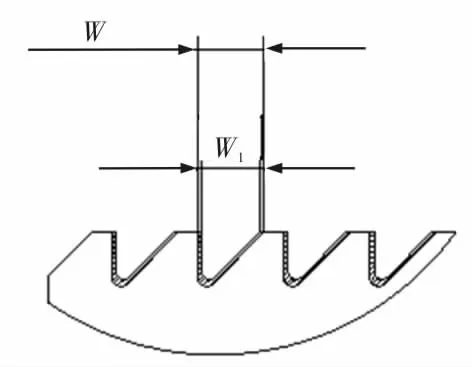
圖10 螺紋包絡線示意圖
若按原來起始點位置車出的螺紋包絡線W不能全部包絡粗加工螺紋W1,如圖11所示,可根據包絡線的軸向偏移量L,計算出起始點角度偏差α,按角度偏差調整兩端起始點位置在同一軸剖面時,試車的兩端螺紋包絡線能夠全部包絡粗加工螺紋,就可把此角度位向當作精加工時的螺紋起始點位置。
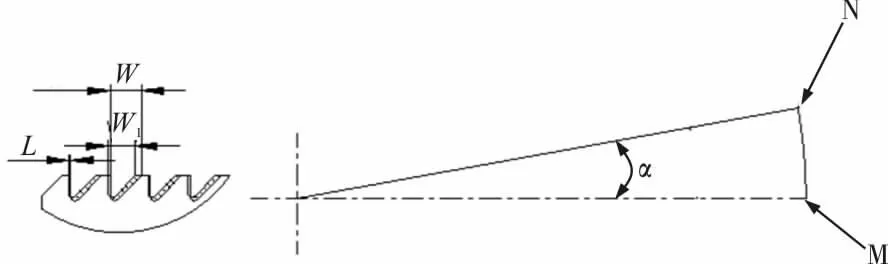
圖11 起始點角度偏差示意圖
起始點角度計算公式為
α=360L/T
(4)
式中,L為未包絡區(qū)域的軸線偏移量;T為螺距;α為角度偏差。
(4)半精、精車:按調整好的螺紋起始線,編制循環(huán)程序,用球形車刀加工工作面及斜邊,底部圓角用成型刀清根。
(5)裝夾碗形砂輪磨頭,精磨螺紋工作面符圖,保證表面粗糙度Ra<0.8要求。
5.3 螺紋起始點位置最終精加工
粗、精加工階段螺紋起始點是靠劃線、目測和在機床上試車保證,不同的操作者和機床設備,由于經驗、設備精度等原因,加工精度不確定因素很多,因此需要使用統(tǒng)一的檢驗標準,對螺紋起始點進行最終的精加工。
分析和研究螺紋起始點定義,起始點就是螺旋線與端面的交點,但在實際加工中,由于擠壓、產生毛刺和飛邊,這一點的準確位置很難找到,根據車削螺紋時,工件每轉一轉,軸向進刀移動一個螺距的原理,只要控制與這一端面整數倍螺距的某一剖面上螺紋起始點角度位置一致,就能間接保證兩端左右旋螺紋與端面的交點角度位置一致。因此只要設計制造出能夠測量距起始點端面一倍螺距位置的起始點卡板,用卡板控制距起始點端面一倍螺距處過軸線剖面的起始點位置,就可間接保證兩端螺紋起始點位置一致。
(1)在起始點端面余量處,加工出測量止口面,如圖12所示。將工件沿回轉中心水平放置,兩端起始點M-N軸線剖面置于水平位置,找正工件二端面平行、內孔及外圓同軸,誤差在0.02 mm以內;精銑螺紋起始點測量止口面,過軸線中心1/2δ樣板厚度以下保留,以上部分按二端面余量精銑滿足工件總長要求,要求兩端止口高度一致,高度誤差在0.10 mm以內。
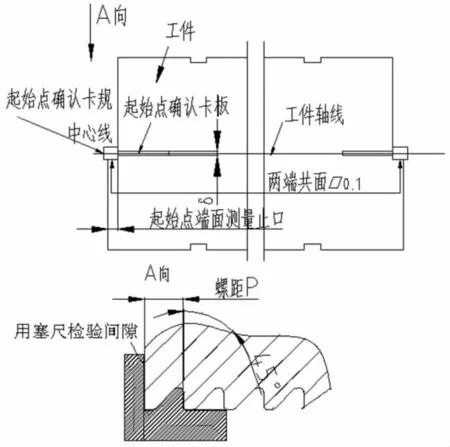
圖12 精加工時螺紋起始點確認卡規(guī)使用示意圖
(2)按卡規(guī)檢測情況精銑端面。起始點確認卡規(guī)按圖13、14所示,放置測量止口面,若正好卡入,或齒斜面、或螺紋端面間隙一致(<0.03 mm),說明螺紋起始點滿足要求;若間隙差≥0.03 mm,螺紋起始點還未滿足要求,需要通過修正一端螺紋端面來滿足要求,修正量一般在0.02~0.05 mm;銑修螺紋不完整邊牙符合要求。

圖13 內螺紋起始點確認卡規(guī)使用示意圖
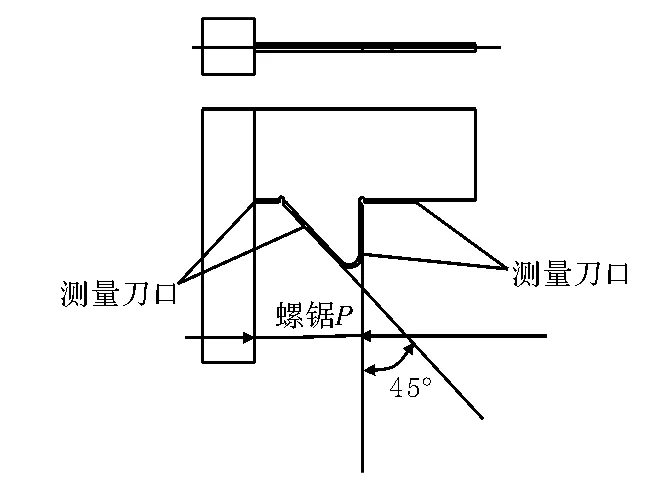
圖14 外螺紋起始點確認卡規(guī)示意圖
5.4 兩端螺紋表面硬化處理
對精加工后的齒面進行數控激光淬火,此方法高效快捷、淬火不開裂、不變形、冷卻快,取得了較好的淬火效果。
6 大螺距鋸齒螺紋測量方法
6.1 專用工裝的設計
對于直徑1 m以上,長度5~9 m大尺寸定起點的螺紋測量,無法用量規(guī)、千分尺、測長機常規(guī)檢手段進行檢測,需要設計專用的齒形卡板,如圖15所示、齒距卡板如圖16所示、螺紋起始點確認卡規(guī),如圖14所示等檢測工具,加工過程中用卡板對螺紋牙型、螺距及螺紋起始點位置檢測控制,保證最終加工精度。
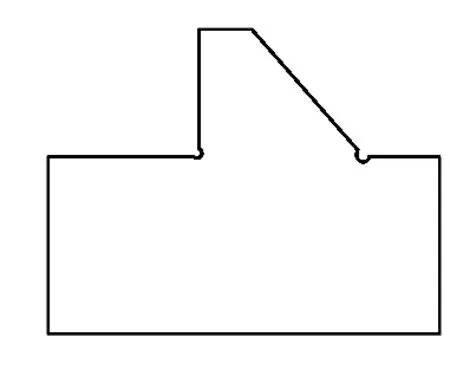
圖15 螺紋齒形卡板
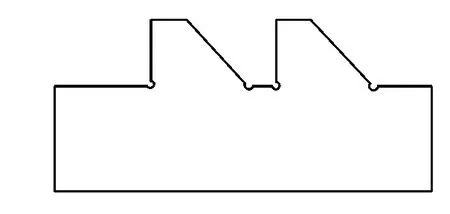
圖16 螺紋齒距卡板
6.2 專用工裝設計準則
按設計要求的螺紋中徑、牙槽寬尺寸、精度等級、公差及偏差值,計算齒形卡板中徑處齒厚(或牙槽寬)尺寸及上下偏差,按螺紋大、中、小徑尺寸及公差計算牙型高/(牙槽深)尺寸及偏差值。
螺距相同的左右旋螺紋,可使用相同的齒形卡板、齒距卡板。
相同螺距的內外螺紋,齒距卡板同,但齒形卡板不同,因為相互配合的內外螺紋須保證組裝后有適當的側隙,便于裝配。
以螺紋中徑為設計基準,保證內外螺紋卡板設計尺寸協(xié)調一致,左右旋螺紋同用一塊齒距卡板及及齒形卡板,保證測量及加工基準統(tǒng)一。
6.3 卡板使用方法
卡板使用時,須與定位面貼緊,用塞尺及透光法檢查另一面間隙均應小于0.02 mm。齒形卡板檢測時,與工件齒形間隙小于0.02 mm;齒距卡板以一側工作齒面定位,另一齒與工作面間隙小于0.02 mm;起始點確認卡板以基準端面定位,測量一個螺距位置剖面處工作齒面與卡板間隙小于0.02 mm。
粗、精加工起始點確認卡規(guī)相同。通過工藝過程控制,可用一個螺紋起始點確認卡規(guī),控制粗、半精、精加工各階段螺紋起始點位置。
若設計要求起始點位置在M-N位置,但因粗、半精加工階段螺紋起始點兩端面均有加工余量,若余量為amm,加工時的起始點M′/N′位置需要按M/N位置轉動一定角度θ(左旋螺紋順時針轉,右旋螺紋逆時針轉),通過角度換算,粗、精加工階段就可使用同一個起始點卡規(guī)進行檢查,如圖17所示。為了加工時方便計算,端面余量amm最好為1/2T、1/4T和、1/8T等,根據端面余量轉動角度θ的計算公式為
θ=360a/T
(4)
式中,a為端面余量;T為螺距。
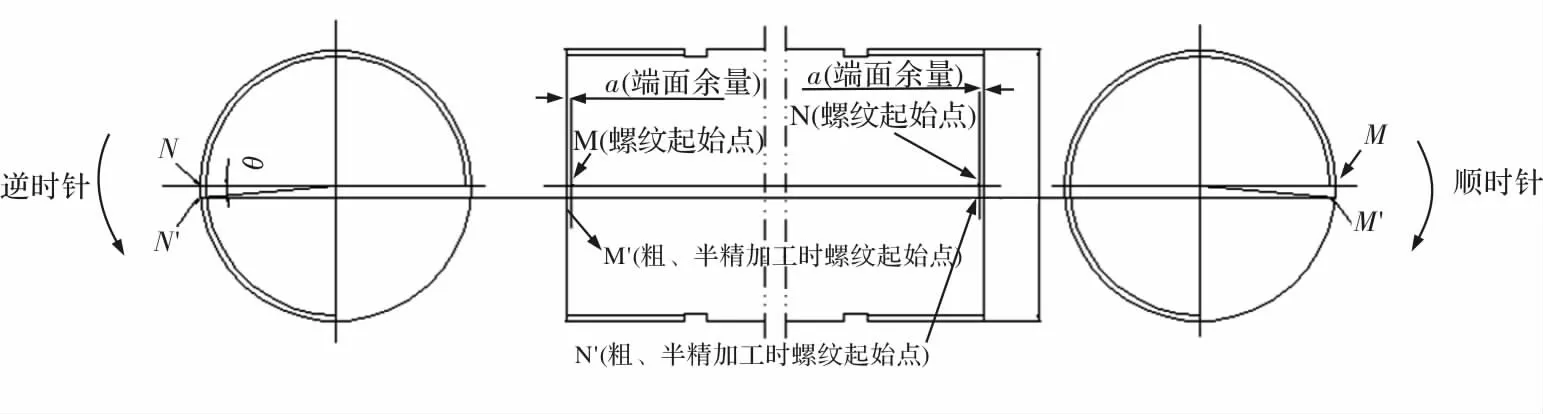
圖17 粗、半精加工時起始點角度轉換示意圖
為便于計算,端面余量最好是1/2、1/4或1/8倍螺距,換算方法如表1所示。
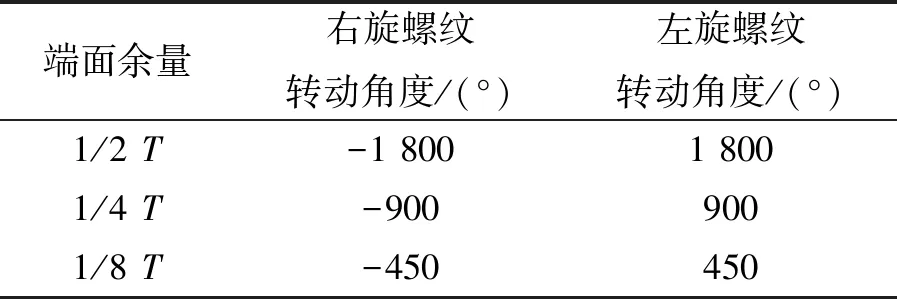
表2 角度換算表
7 結束語
通過對大螺距、定起點鋸齒螺紋加工技術的的工藝性分析和研究,闡述了螺紋粗、精加工時刀具選用、進刀方法、切削參數的選用準則,不同階段的加工方法及重點控制要素,并設計出制造簡單、使用方便的專用齒形卡板、齒距卡板,起始點確認卡規(guī),探索出大螺距、定起點螺紋加工及測量新方法。該工藝方法合理科學,能保證大螺距、定起點螺紋的加工精度,并達到設計精度及裝配精度要求。
