無損檢測技術在無人機中的應用研究
2020-01-06 00:41:28呂曉林
無人機 2019年11期
呂曉林
中國人民解放軍92419部隊,遼寧省 興城市 125106
無損檢測利用聲、光、磁、電等特征,在不損壞或影響無人機性能的前提下,檢測無人機是否存在缺陷,給出缺陷大小、位置、性質等信息,判斷無人機技術狀態。常見的無損檢測方法有:射線照相檢驗、超聲檢測、磁粉檢測、滲透檢測、渦流檢測、泄漏檢測、聲發射檢測、熱像/紅外、交流場測量技術、漏磁檢驗、遠場測試檢測方法等,其中紅外熱波檢測技術發展迅速。
紅外熱波檢測技術利用物體因其結構或材料不同而導致的熱傳導特性的不同,采用各種加熱方法對試件進行加熱用以激發顯示表面裂紋和暗藏于表面以下的各種損傷和異常結構變化,使用熱成象儀在時間和空間上記錄熱傳導過程中試件表面的溫場變化,用熱波理論和計算機圖象處理技術分析所得熱圖象,不但能檢測出無人機機翼和機械零部件結構已經存在的缺陷,對材料缺陷和損傷、工件結構損傷和銹蝕等作出評定,而且能對疲勞缺陷的發展進行監測,對其發展規律進行預測。
紅外熱波檢測技術原理
熱波理論研究的側重點是研究周期、脈沖、階梯等變化性熱源與媒介材料及媒介的幾何結構發生相互作用時所產生的溫場變化現象。由于不同媒介材料表面及表面下的物理特性和邊界條件將影響熱波的傳輸,而這些影響又以某種方式反映在媒介材料表面的溫場變化上,因此通過控制加熱和測量材料表面的溫場變化,將可以獲取材料的均勻性信息以及其表面以下的結構信息,從而達到檢測和探傷目的。紅外熱成像技術是測量表面溫場最直接、最快速的方法。
紅外熱波無損檢測系統由脈沖式高能閃光燈熱激勵裝置、能高速記錄被檢物表面熱場變化的紅外熱像儀、進行控制和圖像處理的計算機軟硬件構成。根據變化性熱源與媒介材料及其幾何結構之間的相互作用原理,通過控制熱激勵方法,實時監測和記錄材料表面的溫場變化,經過特殊的算法和圖像處理,獲取被檢物體材料的均勻性信息、其表面下的結構及熱屬性的特征信息,從而達到檢測的目的。
紅外熱波檢測技術包含了加熱、熱成像和熱圖像處理方面的技術研究。
(1)加熱技術
加熱技術是使用紅外熱波檢測技術的基本要求,能使試件的“好”與“壞”、正常與不正常、有傷和無傷的區別轉換成其對外界加熱的響應區別,并能最終在表面形成溫差。因此對試件的加熱技術是熱波檢測的關鍵技術。試件的材料,形狀,尺度、表面條件、所處環境和可能存在的損傷特性都將影響檢測結果。因此,能否針對不同類型的探傷問題,設計出實用、有效和巧妙的加熱辦法,將是成功使用紅外熱波檢測技術的前提。另外,盡管在紅外熱波檢測技術的發展過程中,脈沖加熱、周期加熱等方法已成常規,但面對不同的探傷問題,如何調整、控制加熱頻率和強度依然是重要課題。
(2)熱成像技術
熱成像技術本身有遠比其用于紅外熱波檢測更廣泛的用途。而熱波檢測僅僅是利用了它能對溫度場快速成像的獨特優勢。但紅外熱波檢測技術的發展無疑會促進熱成像技術的發展。
(3)熱圖像處理技術
紅外熱波檢測需要對所獲熱圖像進行很多獨特的處理,如對熱源的反演計算和識別運算;對高禎頻(可達千赫茲)圖像流的快速處理;對快速變化的溫場圖像在時序上進行像元擬合,以獲取"無噪聲"圖像;自動拼圖運算;從低頻掃描圖像計算出高頻瞬時圖像等。
紅外熱波無損檢測技術的核心是針對各類試件選擇不同特性的熱源對試件進行周期、脈沖、直流等函數形式的加熱;采用現代紅外成象技術,并在計算機控制下進行時序熱波信號探測和數據采集;使用根據熱波理論模型和現代圖象處理理論模型而研制的專用計算機軟件進行實時圖象信號處理和分析。
紅外熱成像技術把物體輻射或反射的紅外波段圖像轉換成可見光波段人眼可觀察圖象的技術。根據斯蒂芬-玻爾茲曼定律,紅外輻射的強度(單位面積向半球方向發射的全波長輻射功率)可表示為:

式中,ε為灰體發射系數,σ為斯蒂芬-玻爾茲曼常數,T為絕對溫度。
因此,物體具有不同的溫度和發射系數,熱成像儀接收來自物體的熱輻射,可以測出物體表面溫度場分布。
熱傳導理論是確定物體內溫度分布,傅立葉定律將熱流和溫度聯系起來。

式中,q為單位面積上在溫度降低方向上單位時間的熱流量,k為材料導熱系數,T為溫度分布,▽T為溫度梯度。
通常用熱傳導微分方程來描述溫度場時空的內在聯系。

式中,q為熱源,α為熱擴散系數(α=k/(ρc))
由電磁輻射理論可知,只要物體溫度在絕對零度以上它就會向外界發出輻射,同時也會吸收來自外界的輻射。一般情況下,這種輻射與吸收處于平衡狀態。紅外熱波成像檢測針對被檢物材質、結構和缺陷類型及檢測條件,利用周期、脈沖和階梯等變化性熱源施加的熱能打破被檢測試件的熱平衡狀態,在被檢側試件內部造成熱傳導。不同媒介材料表面及表面下的物理特性和邊界條件將影響熱波的傳輸,并以某種方式在媒介材料表面的溫度場變化上反映出來,采用紅外成像對時序輻射信號進行捕捉和數據采集,應用軟件技術實現對實時圖像信號的處理和分析,可獲取材料的均勻性信息和表面及其以下的結構信息,從而達到檢測和探傷的目的。
紅外熱波檢測方法
紅外熱波檢測系統由脈沖式高能閃光燈熱激勵裝置、能高速記錄被檢物表面熱場變化的紅外熱像儀、進行控制和圖像處理的計算機軟硬件構成。根據變化性熱源與媒介材料及其幾何結構之間的相互作用原理,通過控制熱激勵方法,實時監測和記錄材料表面的溫場變化,經過特殊的算法和圖像處理,獲取被檢物體材料的均勻性信息、其表面下的結構及熱屬性的特征信息,從而達到檢測的目的。
按照不同熱加載方式和熱信號采集處理方式,紅外熱波檢測主要分以下幾種方法。
脈沖紅外熱波檢測方法
脈沖紅外熱波檢測激勵方式采用閃光燈、激光束等。
對熱傳導微分方程進行一維近似處理。設試件是厚的大平板,試件內距表面L處有一空氣(隔熱)層缺陷。脈沖熱波在試件內的傳導過程可由一維傅里葉傳導方程描述:

式中,ρ為密度,C為比熱,k為熱傳導系數,▽為laplace算子,t為時間,T為試件表面下r處t時刻的溫度。
設試件在脈沖熱波作用前初始溫度分布為零,并把平板試件看作熱無限厚物體。求解式(4),并考慮熱脈沖作用后無缺陷試件表面溫度隨時間的變化,及當熱波傳輸到工件內部缺陷處時,將受到阻礙并向回反射傳輸,得到試件在t時刻有缺陷和無缺陷區域各自對應表面的溫度差為:

因此對試件進行脈沖加熱后,只需用紅外熱像儀對時序溫度信號進行捕捉和數據采集并進行分析,便可判斷工件中有無缺陷。表面溫度差ΔT隨時間t變化的曲線有一峰值,將式(5)對時間求導,并令導數為零,可得溫度差峰值對應時間為:

根據測量到的這一時間值,就可獲得缺陷離表面的距離L。
調制紅外熱波檢測方法
調制紅外熱波成像檢測法即通常所說的鎖相熱像檢測技術。該方法使用強度按正弦規律變化的熱輻射場進行加熱激勵,在加熱周期的特定時刻采集多幅熱像,計算物體表面各點溫度變化的幅值圖和相位圖。由圖判斷缺陷的存在和特征。此法以改善紅外熱波位測噪聲干擾和靈敏度差為初衷,彌補脈沖紅外熱波成像檢測的不足。
脈沖相位紅外熱波檢測方法
脈沖相位紅外熱波檢測以傅里葉變換為基礎,溫度的演變從圖像序列中提取出來,進行離散傅里葉變換。由此得到不同頻率下的相位圖,其具有調制紅外熱波檢測法探測深度較深、對試件表面光分布不敏感和脈沖紅外熱波檢測法檢測速度快等優點。脈沖相位紅外熱波檢測法適于現場檢測。
超聲/微波紅外熱波檢測方法
該方法采用超聲波(或微波)作為激勵源。當試件激發超聲振動時,由于熱彈效應和滯后效應,缺陷或不均勻區域的彈性性質不同,其引起的聲衰減及其產生的熱比無缺陷或均勻區域多,使得該區域獲得選擇性的加熱。此外,試件中的熱流量與試件熱學性質有關,通常缺陷區域比無缺陷區域的熱流量小,因此缺陷或非均勻區域的熱擴散比相鄰區域少,所以,缺陷或非均勻結構就可以通過試件的溫度異常變化表現出來,通過紅外熱像儀可以方便地進行攝取和分析。
該方法可以方便地檢測金屬、陶瓷和復合材料等表面或淺表層的該勞裂紋,也同時可以檢測材料由于沖擊損傷導致的內部應力。
設備組成和工作流程如圖1、2所示。
紅外熱波檢測在無人機中的應用
在無人機蒙皮診斷中的應用
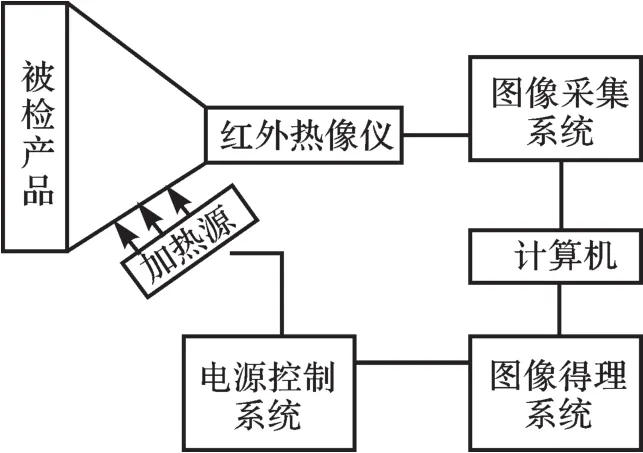
圖1 紅外熱波設備組成
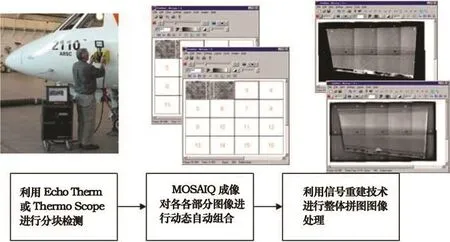
圖2 紅外熱波工作流程
紅外熱波檢測技術可以用來探測無人機蒙皮損傷。飛機蒙皮損傷大致有五類:一是起降過程中受異物撞擊(例如冰雹、飛沙、飛鳥等)后引起的損傷,特別是采用復合材料的部分,受撞擊后表面完好,而強度和密封性已被破壞;二是因高低空壓力變化產生的“吹氣球”效應,從而導致應力集中處(鉚釘附近)的金屬因疲勞而產生裂紋;三是各種化學原因造成的銹蝕,特別是內表面銹蝕;四是各種原因引起的結構損傷,如各種失效的粘接、焊接、鉚接;五是密封不好引起的機身蜂窩結構件和泡沫材料件的積水。紅外熱波檢測技術對于所有這五類損傷的檢測都得到了實用和有效的結果,而且,還可以對損傷做定量分析。如探測損傷深度、銹蝕程度以及能區別是積水還是滲漏的液壓油等。
在復合材料制造過程中,因制造工藝不合理使固體復合材料中產生缺陷時,缺陷尺寸相對于物體整個表面而言所占比例很小,所以,均勻加熱缺陷部位時,為了使問題簡化,缺陷附近區域的熱傳導可以用固體一維熱傳導(沿板厚方向)模型代替,如圖3所示。
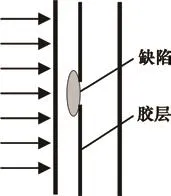
圖3 復合結構件缺陷一維熱傳導模型
如果復合結構件內存在缺陷,采用適當的熱加載方式加熱構件表面時,熱波在構件內部傳播,并在其內部擴散,由于試件內部存在著裂紋、氣孔、分層等缺陷,這將引起試件的熱傳導、熱容量等性能的改變,經過一定的時間,由于熱流被缺陷阻擋,就會在缺陷附近發生熱量堆積,而這些熱量的堆積必定會以不同的溫度分部反映出來,使得有缺陷區域的表面溫度不同于沒有缺陷區域對應的表面的溫度,當用紅外探測器掃描或觀察試件表面時,紅外熱像儀就可以測定工件表面的溫度分布狀況,在試件加熱或冷卻過程中探測出物體表面溫度變化的差異,進而判明缺陷的存在及其大小。
對飛機蜂窩結構材料進行脈沖加熱后,應用紅外熱波檢測技術可繪出表面不同區域的冷卻曲線,用于飛機蜂窩結構材料的探傷檢測與損傷特性識別。圖4中用不同彩色對照顯示了不同損傷區域與其相應的表面冷卻曲線,其結果可以識別出表面下正常狀況、多層蒙皮材料開裂、蒙皮下蜂窩結構材料缺損、液壓油滲漏、蜂窩結構儲水等各種情況,檢測結果見圖5~7。
在無人機零部件診斷中的應用
利用超聲加熱和熱波探測技術(熱超聲法),可實現對無人機機身疲勞裂紋的快速、大面積檢測,以及對無人機零部件裂紋和焊接質量進行快速檢測。從目前情況看,對所有已知的各種表面裂紋進行檢測的結果都很成功。其中包括探測到了無人機蒙皮的疲勞裂紋、渦輪葉片的裂紋、鑄鋁引擎外殼的裂紋、曲軸的裂紋等,檢測結果見圖8和圖9。
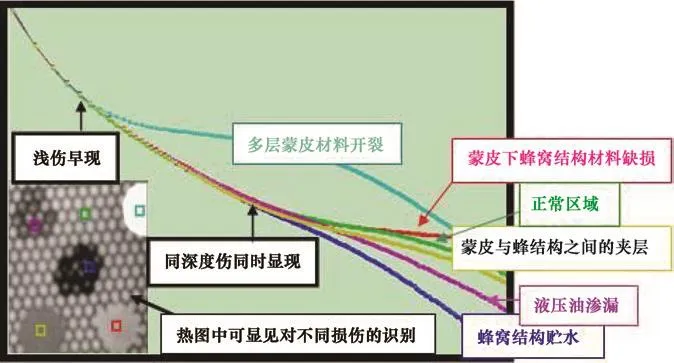
圖4 無人機蜂窩結構材料表面下損傷
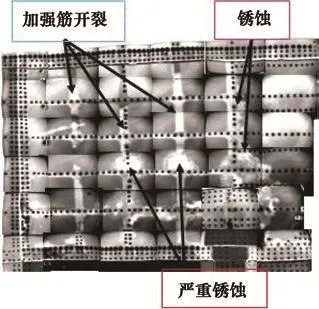
圖5 無人機蒙皮紅外熱波檢測結果
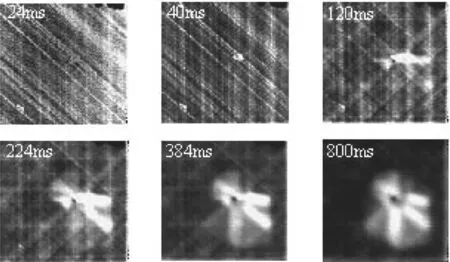
圖6 受撞擊后多層復合材料中的損傷
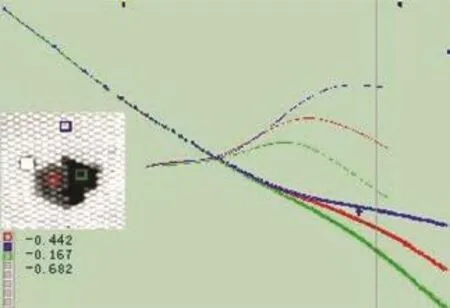
圖7 檢測蜂窩材料中的水和油

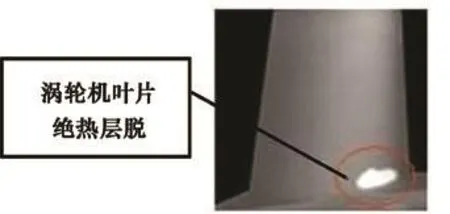
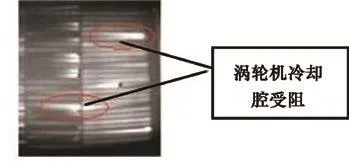
圖8 渦輪葉片熱波檢測結果
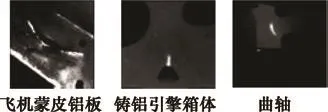
圖9 熱波檢測無人機零件裂紋
結束語
與其他無損探測技術相比,紅外熱波無損探傷技術具有適用面廣、速度快、觀測面積大、測量結果圖象顯示直觀易懂、多數情況下不污染也不需接觸試件等優點,并且還可實現對多層復合材料的層析探傷、無人機蒙皮開裂和銹蝕的快速檢測,在無人機領域具有廣泛的用途。 ■
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12