車間濾棒發射管道在線清洗模式研究及應用
2020-01-06 06:26:50黃慧鴻張永林王雙麗
設備管理與維修 2019年21期
黃慧鴻,楊 鵬,張永林,王雙麗
(紅云紅河煙草(集團)有限責任公司紅河卷煙廠,云南紅河 652300)
0 引言
2013 年以來,隨著紅云紅河集團卷煙品牌的發展,紅河卷煙廠濾棒車間所生產的卷煙濾棒已全部切換為“高透”濾棒,由于“高透”濾棒生產所需使用的成型紙為高透氣性,在濾棒的成型、存儲、輸送等工藝環節,施加于濾嘴棒上的搭口膠、中線膠容易從濾棒的成型紙內表面滲透到外表面,形成“漏膠”,加之濾棒工藝存儲時間不足4 h 即需通過濾棒發射機輸送至卷接包車間生產使用,在濾棒的發射輸送環節,濾棒與發射管道摩擦后滲出的膠水易粘附在管道的內壁上,導致濾棒在輸送過程中出現發射速度減慢、濾棒追尾、發射管道阻塞等現象,此外,發射管道內壁積膠還易造成濾棒觸頭、掛爛等成品質量缺陷。
1 現狀分析
以1 年為測試周期,經車間修理工專門測量長期輸送“高透”濾棒的發射管道內壁,平均積膠厚度接近0.4 mm。
針對濾棒發射管道積膠對車間生產造成的負面影響,最直接的辦法就是對發射管道內壁進行清洗。濾棒發射輸送的主要工藝流程見圖1。
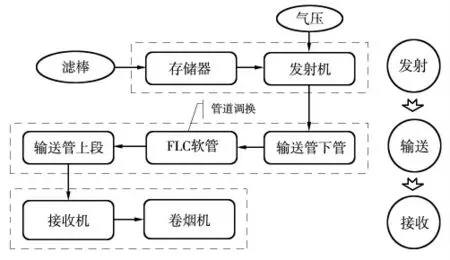
圖1 濾棒發射輸送的主要工藝流程
廠里共有9 臺發射機組、90 根發射管道,對應30 臺卷煙接收機,從圖1 中可以看出,在整個濾棒工藝流程中,濾棒輸送環節主要由輸送管上段、FLC 軟連接管、輸送管下段組成。其中FLC 軟連接管滿足管道可調整的要求,輸送管道長度為50~250 m(根據發射機到卷煙機的距離),其中每根管道又由若干段單獨的管道聯接而成,單根管道最長長度為6 m。
目前,行業內對濾棒發射管道進行清洗,常規的做法是對每道發射管道進行拆卸后分別清洗。結合車間布局、生產環境以及上述濾棒發射輸送工藝,采用發射管道拆卸清洗的方式,存在如下問題:
(1)濾棒輸送管道走向平面沒有專門的維修平臺,對發射管道進行拆卸/聯接作業難度大而且存在高空作業安全風險(濾棒發射管道布置于卷接包車間格柵吊頂之上)。
(2)拆卸/聯接的濾棒發射管道數量多(總長度近20 000 m),工作量大(預計需15 天或400 個人工工時才能完成任務)。
(3)對清洗完成后的濾棒發射管道進行恢復聯接,需對發射管之間的連接部份執行嚴格的施工規范,以確保整個發射管道的氣密性。
2 關鍵技術內容
針對以上問題,車間組織技術骨干及外協單位經多次的研究論證,最終形成采用濾棒發射管道“在線”清洗的思路,即設計制作一套清洗裝置,盡可能不拆除濾棒發射管道,以較少的人工投入、較高的作業效率,實現對濾棒發射管道積膠的有效清除。濾棒發射管道“在線”清洗模式的主要關鍵技術內容如下:
2.1 清洗裝置
主要由加熱器、壓力泵、溶液箱等組成。
2.2 清洗劑
無色無味,能加熱(加熱至120 ℃左右能溶解濾棒搭口膠、中線膠),達到食品級要求。
2.3 主要清洗步驟
(1)將管道系統從FLC 軟聯接交換站處斷開,從濾嘴棒發射機到交換站為一個清洗系統;從交換站到卷接機為另一個清洗系統,分別進行清洗。
(2)清洗從濾棒發射機到交換站這一系統時,清洗機放置在每臺發射機組旁邊,將每組10 根輸送管道按照5 進5 出的連接方式組合成一個清洗回路,分別用管道連接在清洗機進出管道分配器上。清洗完一組,再清洗下一組,依次類推。全部完成9 組發射機輸送管道清洗工作。
(3)清洗從交換站到卷接機輸送管道時,清洗機放置在兩臺卷接機組中間,每次清洗2 臺機組,每臺機組有3 根輸送管道,采取3 進3 出的連接方式,連接在清洗機的進出口分配器上。同時,在交換站處將這2 臺機組相對應的管道連接,形成密閉回路進行清洗。清洗完成后,再清洗下兩臺機組輸送管道。以此類推,直至完成所有機組輸送管道為止。
(4)加熱清洗,當清洗系統符合加熱清洗時,啟動磁力泵進行清洗液循環,觀察有無異常,有無泄漏現象,壓力是否正常,是否形成順暢的回路。然后,啟動加熱器,邊循環邊加熱,等溫度升到150 ℃后,再循環20 min,停止加熱。將連接在加熱器進出的管道全部去掉,放掉管道內的清洗液。
(5)用壓縮空氣吹凈管道內壁殘存的清洗液,將清洗過的管道連接在壓縮空氣分配器上,打開壓縮空氣閥門對管道內壁殘留的清洗液進行吹干處理,保持吹干時間在40 min 左右。然后,把餐巾紙放在管道出口處進行測試,觀察餐巾紙上是否有清洗液,若無,則吹干效果較好,停止吹干。反之,繼續吹干,直至管道內沒有清洗液帶出為止。
(6)清理管道內壁微量殘留清洗液,壓縮空氣吹干后,管道內壁上還會有微量殘留清洗液,必須將微量殘留清洗液全部清洗掉,才符合清洗要求。清洗管道內壁微量殘留清洗液采用吸油清管器將殘留清洗液帶出法。將吸油清管器塞入管內,用壓縮空氣將吸油清管器送入管內,從出口射出。每次帶出部分殘留清洗液,清理一根管道大約需清管器清理15 次左右。當清管器不再帶出清洗劑時,停止清管器清理。然后將清理好的管道連接在卷接機上,到此為止,就完成本組輸送管道的清洗工作。
3 應用效果
從2014 年開始,紅煙物流部聯合外協單位開展一系列濾棒發射管道“在線”清洗試驗,并反復調整了清洗裝置的設計,尋找到最合適的清洗劑施加量以及加熱控制溫度等,最終固化形成“濾棒發射管道‘在線’清洗模式”。
2013 年7-12 月,項目組對濾棒車間濾棒發射管道“阻管”[3]情況進行了調查統計,結果見表1。
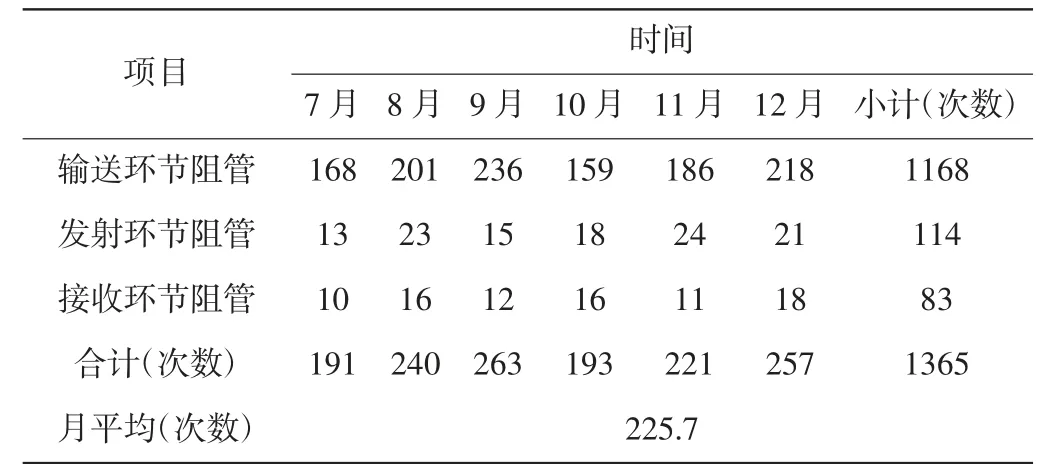
表1 項目實施前濾棒發射管道“阻管”情況統計
2014 年,項目組采用“濾棒發射管道‘在線’清洗模式”對濾棒車間90 根、近20 000 m 長濾棒發射管道進行了管道內壁清洗,項目實施后再次對“阻管”情況進行了統計,結果見表2。
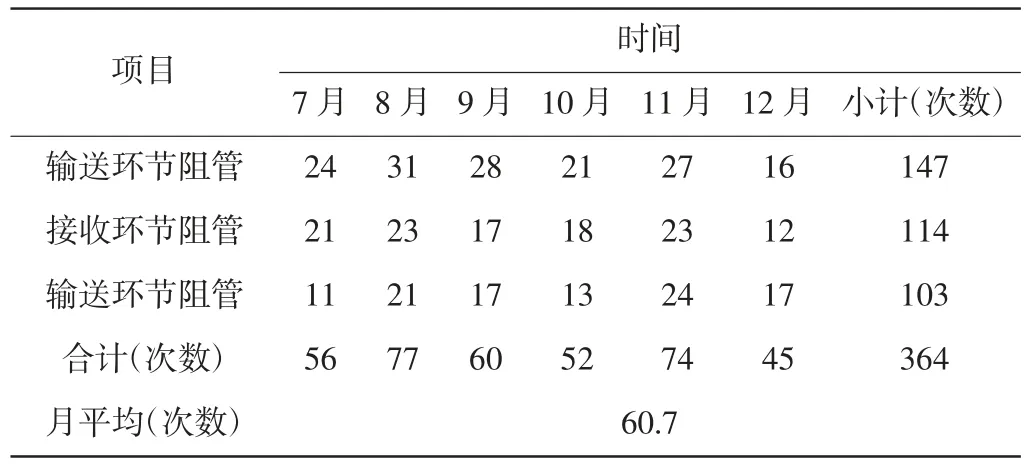
表2 項目實施后濾棒發射管道“阻管”情況統計
通過對濾棒發射管道清洗前后“阻管”情況的調查統計,發射管道月平均阻管頻次由清洗前的227.5 次/月降低至60.7 次/月,降幅達到73.3%,效果非常明顯。
4 結束語
從2014 年開始,紅河卷煙廠濾棒車間每年定期開展濾棒發射管道“在線”清洗,該種濾棒發射管道清洗模式的應用,大大提升清洗效率,明顯降低清洗成本,濾棒供送生產環節的保障能力大大提升,為助推工廠高質量發展作出貢獻。
濾棒發射管道“在線”清洗模式投入成本低、操作簡單、作用明顯,可供煙草行業采用濾棒在線發射方式的卷煙工廠進行借鑒、推廣使用。
