光亮機組爐子入口密封輥電機的傳動控制分析
2020-01-06 06:26:58左懷龍
設備管理與維修 2019年21期
左懷龍,錢 華,林 剛
(寧波寶新不銹鋼有限公司,浙江寧波 315807)
0 引言
不銹鋼光亮機組是主要生產光亮板的生產線,立式爐是生產線的重要組成部分(圖1)。爐子的入口密封輥電機處于工藝3#張緊輥組以及爐子系統之間,用于控制張緊輥組與入口密封輥之間的張力以及速度以及入口密封輥與爐子與張力的穩定起到關鍵的作用,主要設備有入口密封輥電機、齒輪箱、電機與雙向軸齒輪箱接手、變頻器等。
以某冷軋不銹鋼廠光亮退火機組為例,分析入口密封輥電機的傳動控制原理。入口密封輥電機原先采用編碼器反饋的速度控制方式。由于機組新增氫氣回收項目,入口密封輥電機重新擴容選型,取消了編碼器控制,安裝位置調整至處于3#張緊輥組和新增氫回收系統之間。考慮到速度同步的問題,速度控制方式在停機和加減速過程中容易產生堆鋼,運行過程中帶鋼和輥面之間存在一個真空未完全接觸的情況,實際張力沒有完全建立。綜合考慮認為,轉矩控制更適合改為入口密封電機。
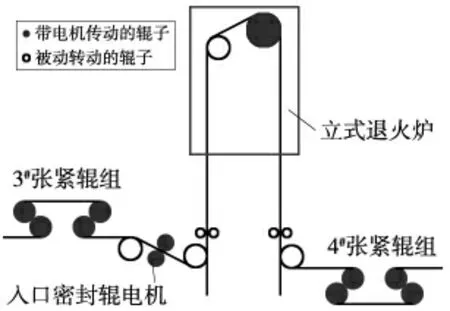
圖1 立式爐
1 傳動控制分析
該入口密封輥電機功率為5.5 kW,電機電流11 A,機齒輪箱減速比為18.6;輥子輥徑為250 mm。
1.1 速度控制原理
入口密封輥電機的轉矩控制下的速度給定主要是線速度給定:通過選擇器,機組運命令發出,會將機組的工藝主速度給定送到加法器,在此基礎上增加一個最小0.5 m/min 的附加速度(此速度為工藝速度的0.1 倍);再通過一個選擇器,并通過線速度轉化為轉速的計算公式,經過限幅以及斜坡,之后將轉速轉化為轉速當量計算;通過限幅,再經過實數轉化為整數,將整數轉速當量發給變頻器,作為速度最終給定,用于CAN-BUS(ControllerAreaNetwork-BUS,控制器局域網總線技術)通信的控制字(圖2)。其中,部分參數見表1。
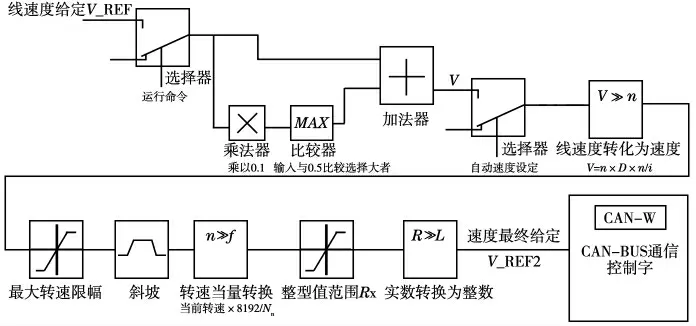
圖2 速度控制
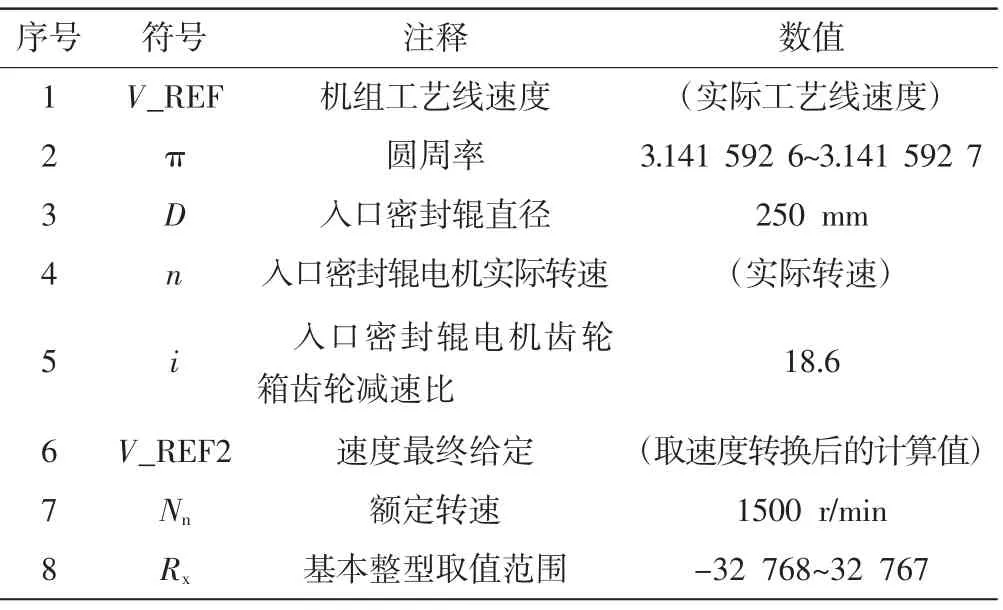
表1 部分速度參數的注釋及數值
以當前機組工藝線速度34 m/min 為例,入口密封輥速度控制介紹如下。
(1)入口密封輥轉速給定。V_REF=34 m/min,入口密封輥電機線速度V 根據圖2,在工藝線速度加了一個附件速度,則V=V_REF+V_REF×0.1,因此V=33.80+33.80×0.1=37.18 m/min。將入口密封輥電機計算得出的線速度轉換成入口密封輥電機轉速n,因為V=w×r,即V=π×D×n/i。因此n=V×i/D=(37.18×18.6)/(π×0.25)=888.50 r/min。
(2)入口密封輥轉速給定轉換成最終速度給定V_REF2。入口密封輥的實際轉速額定轉速Nn,根據計算公式,轉速給定V_REF2=n×8192/Nn,因此V_REF2=888.50×8192/1500=4852.39 r/min。取整數,V_REF2=4852 r/min。
1.2 轉矩控制原理
入口密封輥電機的轉矩控制方式,轉矩用T 來表示,電機轉矩的給定計算如下:T_total ref=T_normal+T_acc+T_loss。其中,T_total ref 為總的轉矩給定,T_normal 為速度控制器輸出的轉矩,T_acc 為加速度轉矩,T_loss 為損耗補償力矩,部分參數見表2。

表2 部分轉矩參數的注釋及數值
以當前機組工藝線速度34 m/min 為例,轉矩控制計算介紹分別如下。
(1)加速度轉矩。當前機組恒速運行時,由于DIFF 塊輸出的角加速度為0 rad/s,轉矩=角加速度Na×轉動慣量。框圖計算T_acc=0×0.045=0 N·m;如果有升降速,通過T_acc=N×0.104 7 計算出當前的加速度Na,再通過轉矩T_acc=Na×0.045 計算即可。
(2)損耗補償力矩。不同的轉速對應不同的轉矩補償值(表3)。其中,X 代表當前的轉速值,Y 代表當前的轉矩值。
(3)克服損耗電機需要出的轉矩。當前工藝速度34 m/min,轉換成轉速,根據上述速度計算出入口密封輥電機的轉速為888.50 r/min,根據轉矩損耗補償表,程序計算出對應的轉矩計算T_loss 為9.03 N·m。
(4)克服爐內帶鋼的重量所出的力矩。根據SWITCHP 塊的定義,當P>TH+DB/2,輸出O=I2;當P≤TH-DB/2,輸出O=I1;因為當前TH 設置0.1,DB 設置0,正常生產時速度至少為5 m/min,即P>TH+DB/2>0.05,因此輸出0=I2,取I2 為12 N·m,工作轉矩T_normal 根據上述框圖公式T_normal=X×Y/Z,X=I2=12 N·m,Y=S=W×T(W×T 為在線帶鋼寬度與厚度的乘積),所以S=0.479×1200=574.8。

表3 力矩損耗參數
根據MAX 塊定義,實際S 的值574.8 與1000 比較后取較大值,因此S=1000,代入計算
T_normal=12×S/2700=12×1000/2700=4.44 N·m。
(5)入口密封輥電機總的轉矩。入口密封輥電機總的轉矩為T_total ref=T_normal+T_acc+T_loss。
綜上,以機組速度34 m/min 為例,T_normal=4.4 N·m,勻速的T_acc=0,T_loss=9.03,代入公式計算得T_total ref=9.03+0+4.44=13.47 N·m。
2 控制軟件分析
該光亮退火線控制系統為ALSTOM 公司的P80C 控制系統,入口密封輥電機的速度和張力控制軟件功能如下:①電機額定速度為0~1500 r/min;②入口密封輥的力矩限幅為-36~36 N·m;③力矩損耗補償速度范圍為-592~1710 r/min;④力矩損耗補償力矩范圍為-8.36~9.9 N·m。
2.1 程序讀取數據收集的方法和目的
在P80C 控制程序中,找到入口密封輥控制的速度給定和轉矩給定控制程序,收集不同帶鋼規格下的速度和轉矩控制數據,通過收集不同規格的帶鋼數據,找出入口密封輥的速度和張力給定與帶鋼規格之間的關系。
2.2 不同帶鋼規格下的速度和張力數據
爐子長度為2700 cm 時,不同帶鋼規格下的速度和張力數據見表4。
由表4 可以看出:①隨著帶鋼寬度和厚度二者乘積值的增加,入口密封輥電機克服爐內帶鋼的重量所出的正常轉矩T_normal 也隨之增加;②由于隨著帶鋼厚度的增加,機組速度相應降低,入口密封輥電機所對應的損耗補償轉矩隨其速度的增加而減小;③入口密封輥電機總的轉矩給定隨著帶鋼寬度和厚度乘積值的增加而增加。
3 日常點檢以及檢修維護重點
綜上所述,光亮線爐子入口密封輥傳動的主要控制設備有入口密封輥電機、電機齒輪箱、萬向接手、入口密封輥電機變頻器,這些設備的主要維護保養重點如下。
(1)電機的日常點檢要做到保證電機本體的清潔,風機運轉正常、無異音。
(2)電機的本體溫升和振動是否正常,電機負載側和非負載側溫升標準在環境溫度40 ℃以內,本體振動包括前端和后端的垂直和水平振動,標準在2.8 mm/s 范圍內。
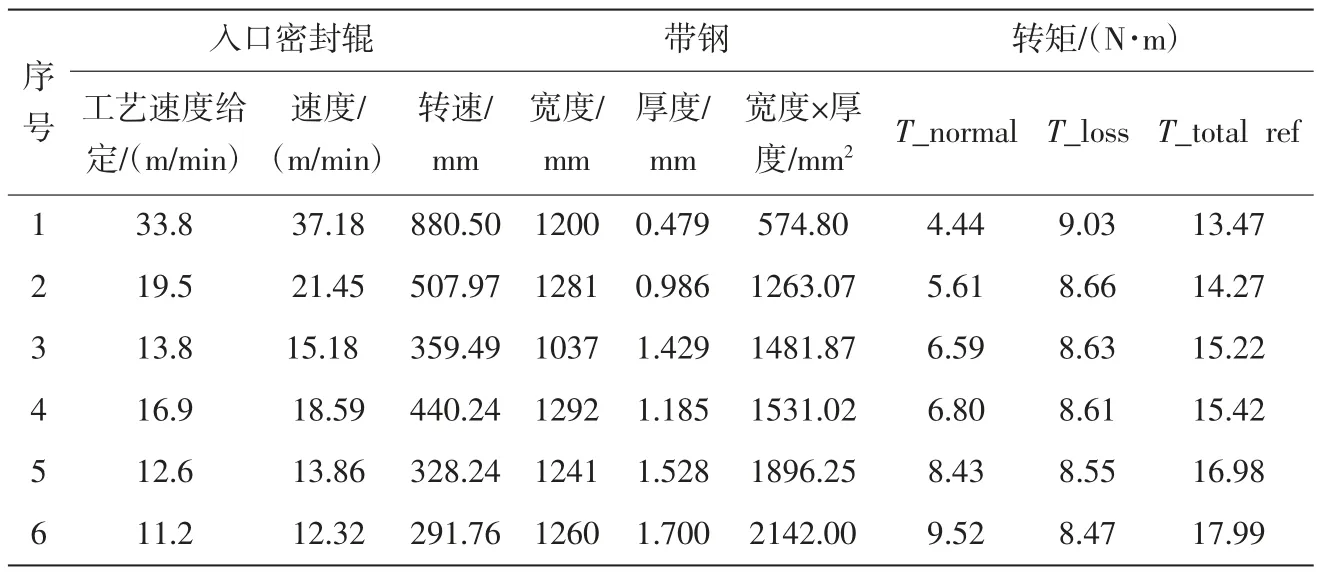
表4 不同帶鋼規格下的速度和張力
(3)變頻器的點檢要做到定期使用面板查看變頻器有無異常報警信息,變頻器的IGBT(Insulated Gate Bipolar Transistor,絕緣柵雙極型晶體管)溫度值以及電機的轉矩和電流實際值是否在正常范圍內。
(4)定期對電機負載側和非負載側軸承進行更換,更換周期一般為3 年,防止由于軸承卡阻和疲勞老化影響入口密封輥電機的速度和轉矩控制。
4 結束語
以國內某不銹鋼公司光亮退火線為例,介紹了工藝段入口密封輥傳動速度和轉矩控制原理,并通過控制程序,分析入口密封輥電機的轉矩和速度控制與帶鋼規格之間的關系。另外,還結合個人的工作經驗,介紹了入口密封輥速度和轉矩控制相關設備的日常點檢和檢修維護要點。
