基于柔性順控的制粉系統一鍵啟停控制技術在1 000 MW超超臨界火電機組的實踐與應用
2020-01-10 13:50:04
浙江電力 2019年12期
關鍵詞:系統
(華能玉環電廠,浙江 玉環 317600)
0 引言
制粉系統是火電機組燃燒控制系統的重要組成部分,也是火電機組AGC(自動發電控制)運行方式下的斷點。制粉系統自啟停技術是實現AGC全程無斷點的必要條件,一鍵啟停是實現自啟停的前提。
制粉系統的一鍵啟停包含磨煤機、給煤機及其他相關設備的啟停,冷熱風門的自動投切與初始值給定、初始給煤率的給定等過程。制粉系統啟停一次需按照順序操作以上設備,同時還需保證磨煤機出口溫度及入口風量在一定范圍,該流程重復且復雜,依賴操作員手動控制,工作量大,嚴重時可能因啟停不及時而影響機組負荷,運行中由于制粉系統啟停不及時造成機組RB(輔機故障減負荷)的事件偶有發生,給發電廠造成不必要的經濟損失。
不同機組在設計之初都有制粉系統啟停順序控制,現實中由于相關輔機可靠性不足,順控執行不連續,邏輯的適應性較差,大部分發電廠制粉系統啟停需要操作員手動干預。作為一個相對獨立的系統,不少發電廠展開了制粉系統自動啟停或者一鍵啟停的改進與研究。本研究在浙江某超超臨界機組上進行試驗,采用了制粉系統的柔性順控,即利用等效分析的手段或實際工況的輔助判據表征設備狀態,有效提高了順控系統的容錯性,同時按照操作員的操作習慣模擬制粉系統啟停過程及故障處理,取得了較好的效果,實現了制粉系統真正意義上的一鍵啟停。
1 常規順控存在的問題及柔性順控
某發電廠4×1 000 MW超超臨界燃煤發電機組,采用直吹式制粉系統,每臺鍋爐配置6臺HP1163中速磨煤機,6臺EG3690給煤機。每臺磨煤機配置4個出口閘板門,冷、熱風快關門各1個,冷、熱風調門各1個,密封風門1個。每臺給煤機配置上、下閘板門各1個,密封風門1個。
制粉系統原始順控啟停存在以下問題:
(1)僅考慮了開關量控制,未考慮一鍵啟停中模擬量控制。
(2)開關量控制邏輯過于簡單,按照設備控制說明設計,沒有考慮系統的整體需要。
(3)沒有考慮設備的可靠性,系統的容錯性不足。
(4)沒有考慮系統特性差異沿用同一套邏輯及參數,控制的魯棒性較差。
實際上原有的順控模塊沒有實質上的應用,要實現真正意義上的一鍵啟停,系統控制需要具有較好的容錯性和魯棒性,滿足不同制粉系統不同工況下的應用。
柔性順控指利用容錯技術,對已經獲取的信號進行分析從而準確捕獲目標信息,規避設備動作不正常或者設備狀態表征信號異常引起的不必要的程控斷點。如磨煤機啟動中,其熱風擋板位置反饋異常,傳統順控邏輯會在該步序故障停步,柔性順控技術通過容錯處理,順控執行可以不受影響。在本次改造實踐中,運用容錯控制及柔性控制手段,達到了很好的效果。
2 制粉系統順控啟停難點及解決方案
制粉系統的一鍵啟停控制存在一些難點:
順控啟停如何同步實現模擬量自動是難點之一,啟動主要包含分離器轉速給定轉速及升速率控制,暖磨期間風量、風溫控制,給煤率給定及其升速率控制。啟動完成后風量、風溫控制及初始給定。停運主要包含給煤率給定及其降速率控制,風量風溫控制。
啟動、停止過程中,由于執行設備卡澀或者設備狀態表征信號不可靠,會對開關量控制產生影響。如風、粉擋板位置反饋異常,中斷順控步序的執行。
啟動、停止過程中,由于閥門風、粉系統的特性存在差異,同一種控制參數和邏輯,無法滿足不同磨組,或者相同磨組不同工況的要求,邏輯的通用性不強。如風門的密封性存在較大差異,啟停制粉系統時需要設置不同的初始參數。如何提高系統的魯棒性也是難點之一。
2.1 制粉系統啟停順控
根據制粉系統的啟動說明,結合多年的運行經驗,對啟停步序及方案進行了優化。具體啟動、停止順控步序如表1、表2所示。
2.2 制粉系統啟停模擬量控制優化
模擬量控制主要難點在于如何提高系統的魯棒性,優化中進了以下改進:
順控啟離器,為防止分離器啟動時電流超限,分離器給定目標轉速為正常運行最低轉速,升速率限定為15 r/min。
冷、熱風門方面,通過驗證得出,熱風門漏流量比較大,暖磨過程中不宜開熱風快關門、熱風調節門,開磨煤機出口門后利用冷風門暖磨。為防止暖磨時冷風門開啟過快,一次風機動葉來不及調整,導致一次風母管壓力下降過快影響其他制粉系安全運行,限制冷風調節門開啟速率,以1%/s的速率開冷風調節門,超馳至50%。同時出口溫度設定為70℃,并將冷風調節門強制投自動。由于磨煤機風溫由冷風調節門響應,啟動過程中風溫低,冷風門自動情況下會自動關小,所以在順控啟動時進行限定,即磨煤機出口溫度低于70℃且處于順控啟動時冷風調節門閉鎖減。通過以上手段,有效解決了暖磨過程中風溫、風量控制難點。
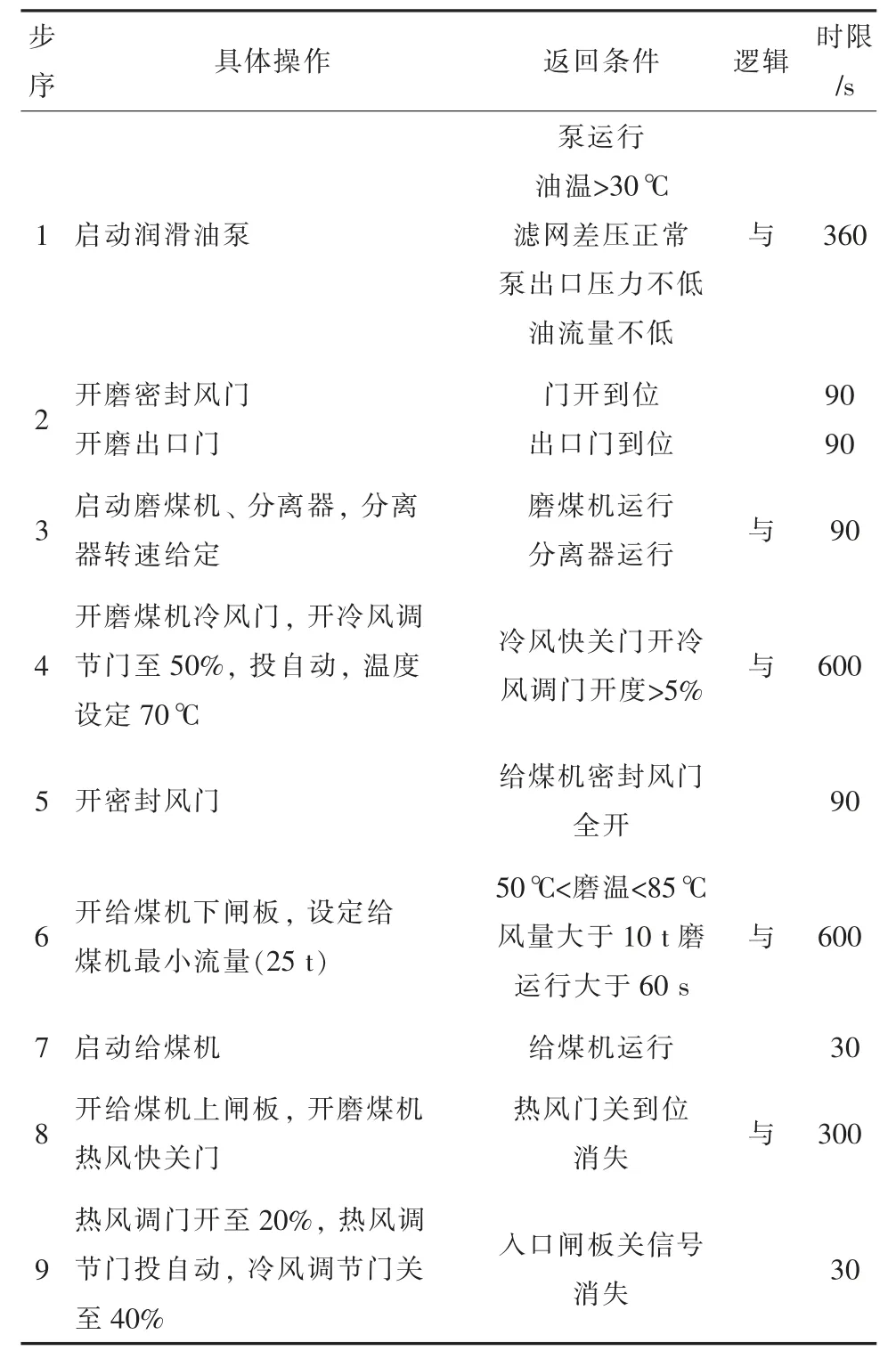
表1 制粉系統啟動順控步序表

表2 制粉系統停運順控步序
給煤率方面,啟動給煤機自動給定最小給煤率(20 t/h),為防止啟動中可能存在的落煤不暢,造成磨煤機溫度超限,在實際給煤率未達到最小給煤率前,熱風調節門全關。給煤量達到最小給煤率時,磨煤機溫度會迅速下降,為此,當給煤率達到20 t/h及以上時,熱風調節門超馳開至20%,同時將熱風調節門強制投自動,冷風調節門超馳關至40%。由于不同制粉系統風門特性差異較大,超馳指令中設置偏置,操作員可以根據實際情況,該超馳指令上疊加±20%的偏置,實際運用中,很好地滿足了不同制粉系統的要求,控制邏輯有較好的魯棒性。
停運制粉系統時,既要保證風量、風溫、煤量平穩下降,又要保證停運過程對協調控制的沖擊小。因此停運給煤機走空皮帶時,在制粉系統順控指令發出后,設定給煤率為最小值(25 t/h),超馳全關熱風調節門,超馳開冷風調節門至70%。為防止停運過程中煤量下降過快、風煤比失調過大,設定給煤率的下降速率為0.2 t/s,熱風調節門的關閉速率為1%/s,冷風調節門的開啟速率為1%/s。熱風調節門全關后強制切手動,出口溫度設定值為60℃,保證最小風量情況下,磨煤機溫度不超標,控制效果良好。模擬量控制的超馳和閉鎖時間,需要根據調試情況而定。
2.3 制粉系統啟停開關量控制優化
開關量控制主要難點在于如何提高系統的容錯性能,主要通過優化順控步序、等效信號判斷等手段,通過邏輯容錯,滿足啟停要求。
由于熱風快關門漏風率大,冷態啟動或熱態啟動中可能發生斷煤,造成磨煤機出口溫度高。調整順控步序,啟動時先啟動給煤機,再同時開啟磨煤機熱風快關門、給煤機上閘板門,取消給煤機啟動允許條件中的熱風快關門開啟條件。啟動順序優化后,磨煤機溫度控制較好。
鑒于熱風快關門開到位反饋信號不可靠、磨煤機上閘板門容易卡澀開不到位。用熱風門關到位信號消失替代磨煤機熱風快關門全開、入口閘板門關信號消失替代給煤機上閘板門全開的反饋信號,不影響系統運行,有效地提高了控制系統的容錯性能。
停運制粉系統,為防止低給煤率時計量不準,給煤機皮帶走空判斷條件為給煤率小于5 t/h超過10 s。給煤機下閘板門容易卡澀,用給煤機下閘板門關到位信號,或者關閉指令發出后延時50 s作為順控返回信號。設備正常時,閘板關閉后執行下一步(關閉熱風快關門)的條件,設備卡澀時,順控步序執行一定時間后執行下一步,不中斷停運步序執行。關閉磨煤機熱風快關門時,熱風門全關信號不可靠,用熱風門開信號丟失延時20 s,或者熱風快關門關到位信號表征,事實證明效果良好。為保證磨煤機不積粉,熱風快關門關閉后,延時10 min,再執行停運磨煤機及聯停旋轉分離器步序。
3 調試效果及改進
優化后制粉系統一鍵啟動時,溫度、風量控制較好,啟停過程對爐膛負壓及主汽溫度調節擾動較小。一鍵啟動的過程(如圖1所示)與操作員手動啟動制粉系統的過程(如圖2所示)比較,在不包括油站啟動時(油站一般長期運行),操作員手動啟動制粉系統最快約需30 min,根據不同操作員的操作習慣,完成整個過程平均需要約35 min,而一鍵啟停技術應用后僅需約4 min。
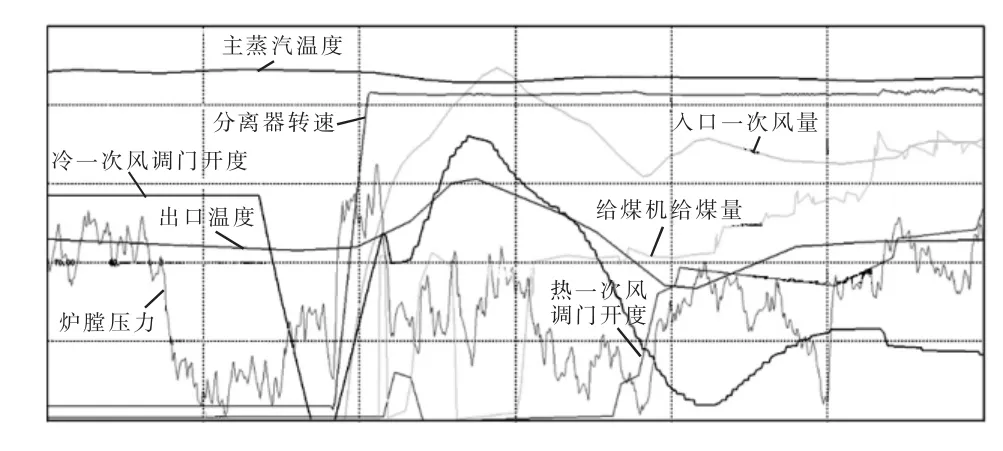
圖1 制粉系統順控啟動過程參數
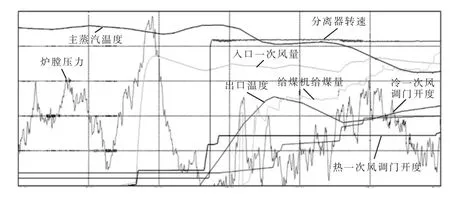
圖2 運行手動啟動制粉系統過程參數
制粉系統一鍵啟動節約時間,降低操作強度,可以避免制粉系統啟停中的誤操作。按照每日每臺機組啟停3臺次制粉系統統計,單臺機組一年共啟停磨組約1 000次。每次一鍵啟停平均節約時間0.5 h,一年節約空載時間500 h。磨煤機空載運行功率650 kW,按0.5元/kWh計算,單臺機組每年可節約電費16萬元左右。計算不包括提升AGC方式下的負荷響應對2個細則考核效益的提升。同時,減少磨煤機磨損,降低維護成本。
制粉系統一鍵停運與手動停運比較,時間改善效果不明顯。停運過程曲線如圖3、圖4所示。
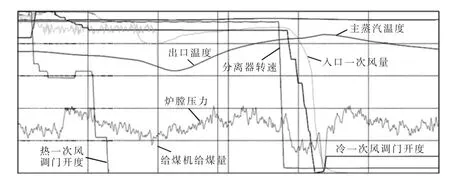
圖3 制粉系統手動停運過程參數
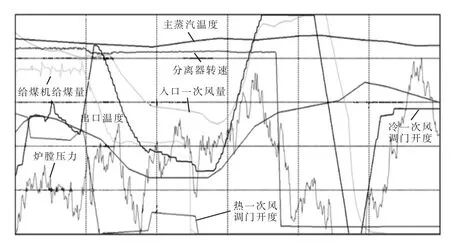
圖4 制粉系統順控停運過程參數
直吹式制粉系統機組磨煤機的運行臺數和出力需保持與機組負荷同步。制粉系統的啟停時機影響機組帶負荷能力、協調品質、廠用電率等。運行中需要根據機組的目標負荷、制粉系統出力狀況、煤質等判斷制粉系統的啟停時機。
制粉系統一鍵啟停較好實現后,制粉系統的自啟停有了實現的基礎。由于對負荷的預測及升降負荷的判斷手段有限,本次優化在啟停時機上做了較淺的探索。制粉系統運行套數可以實時得到,而其最大允許給煤率為運行套數的函數關系,因此可以得出最大允許給煤率,當最大允許給煤率(或最大允許負荷)與鍋爐主控對應的給煤率(或鍋爐主控對應的負荷)之差小于限值,初設20 t/h(負荷表征時為50 MW),發出啟動制粉系統提示。當制粉系統運行套數對應的最大允許給煤率(或最大允許負荷)與鍋爐主控對應的給煤率(或鍋爐主控對應的負荷)之差大于限值,初設90 t/h(負荷表征時為230 MW),發出停運制粉系統提示。防止AGC方式下,制粉系統啟停不及時影響機組負荷或者增加電耗,提高機組運行經濟性和安全性。
4 結語
制粉系統一鍵啟停需要考慮風煙系統擋板的嚴密性對執行步序的影響,以及擋板位置反饋不可靠對一鍵啟停的影響,還需要注意模擬量控制和開關量控制的配合。運用適當的容錯邏輯,借鑒運行經驗調整實際執行步序,模擬量控制采用超馳控制,配合適當的閉鎖,可以很好地實現制粉系統的一鍵啟停。
運用基于柔性順控的一鍵啟停技術,可以很好解決一鍵啟停中設備不可靠和系統特性不一致的問題,大幅縮短啟動時間,降低制粉系統啟停對協調控制的沖擊,在現實生產中有較好的經濟性和實用性。本方案可供火電廠制粉系統一鍵啟停優化借鑒。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
