柔性化智能制造系統在軌道車輛轉向架構架焊接生產中的應用
2020-01-11 01:07:12高加
工業技術創新 2020年6期
關鍵詞:焊接
摘? ?要: 軌道車輛部件的焊接生產模式正由過去的單一型號生產向多品種共線、訂單化生產轉變,柔性化、智能化焊接生產成為發展趨勢。為軌道車輛轉向架構架焊接生產提出一種柔性化智能制造系統。提出側梁、橫梁、構架總成等關鍵部件的生產工藝流程,改進生產工藝布局;通過優化瓶頸工序生產工藝,提高智能化生產水平;通過優化夾具接口,實現工件快速裝夾及產品混線生產;通過智能物流系統構建,將組裝、打磨、焊接、運輸、檢測等工序進行有機串聯,形成具有高度柔性的、以中央智能控制系統為核心的柔性化智能制造系統。系統智能化水平較高,可兼容五種產品的共線焊接生產,且能夠有效提高產品質量和穩定性,大幅提高生產效率。
關鍵詞: 轉向架構架;焊接;工藝優化;柔性化;智能制造
中圖分類號:U213.2+1? ? 文獻標識碼:A? ? 文章編號:2095-8412 (2020) 06-075-07
工業技術創新 URL: http://gyjs.cbpt.cnki.net? ? DOI: 10.14103/j.issn.2095-8412.2020.06.013
引言
轉向架構架是軌道車輛的核心部件之一,對軌道車輛起到重要承載作用,其可靠性直接影響軌道車輛的行駛安全。轉向架構架結構復雜,導致焊縫位置的可達性較差,這一特點決定了其較難實現智能化生產。
當前,智能焊接技術已被各行業廣泛應用在生產當中,焊接技術的發展方向是自動化、柔性化、智能化[1]。國內各主機生產企業對轉向架構架的智能化生產進行了大量研究,但研究重點主要在于對局部生產工藝的智能化改進,缺乏對轉向架構架智能化、柔性化生產系統的整體把控。目前的主流生產模式仍是為每種產品建設單獨的生產線,生產線通用性較差,一旦需要生產新產品,必須進行布局調整,大規模更換生產裝備及工裝,造成大量浪費。近年來,有軌電車、磁懸浮列車、空軌列車等新制式軌道車輛不斷涌現,導致產品的生產模式必須由過去的單一型號生產向多品種共線、訂單化生產轉變,以適應軌道交通產品市場需求的多樣化和快速變化[2]。在這種形勢下,將具有高度柔性化的智能制造技術應用于轉向架構架焊接生產,成為一種解決問題的有效途徑。
本文首先對轉向架構架焊接結構特點進行分析;其次提出柔性化智能制造系統的總體技術方案;最后結合各子系統的功能,介紹系統應用情況。
1? 轉向架構架焊接結構特點分析
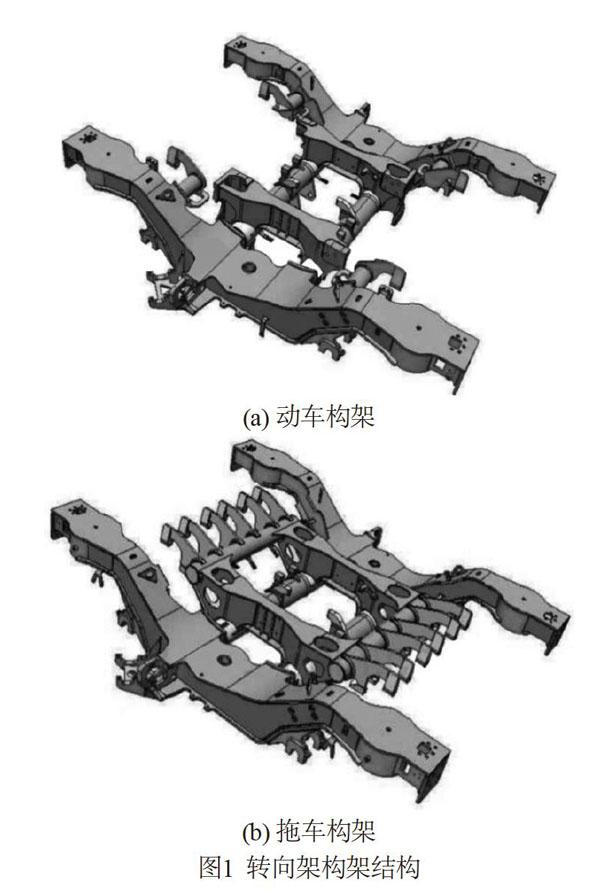
動車、拖車的轉向架構架結構分別如圖1a、1b所示,兩種構架都主要由側梁、橫梁、縱向牽引梁、定位臂座、制動安裝座等組成,主要區別是動車轉向架橫梁上有齒輪箱和電機吊座,拖車轉向架制動安裝座安裝在橫梁上。轉向架構架為焊接結構,側梁為箱型斷面,橫梁采用箱型結構或無縫鋼管型材[3]。與車體結構長直焊縫多、對接焊縫多、母材壁薄相比,轉向架構架的焊接結構呈現出截然不同的特征:
(1)構架內部多為加強筋板結構,受加強筋板阻隔以及構架內部空間小等因素影響,短焊縫數量多。焊接過程中需要頻繁地熄弧和引弧焊接,不利于發揮智能化焊接方法中連續長時間、大批量焊接的優勢[4]。
(2)構架定位臂座、牽引梁等部件的板厚可達50 mm,需提前進行預熱處理,不利于流水線焊接作業智能化。
(3)構架焊接工序多,工藝流程復雜,特別是側梁、橫梁的生產需往復流轉,工件運輸線路繁雜,不利于實現物流智能化。
2? 總體技術方案
2.1? 基于柔性化智能焊接的生產工藝流程設計
(1)側梁:側梁自動組對→側梁自動焊接→側梁二次組對→側梁自動焊接→部件組焊→打磨修補→側梁調直→側梁探傷→側梁加工;
(2)橫梁:橫梁一步組對→自動焊接→橫梁二步組對→自動焊接→打磨修補→橫梁探傷→調修;
(3)構架總成:構架組裝→構架自動焊接→部件組焊→構架探傷→構架氣密性試驗。
2.2? 系統總體方案
根據轉向架構架焊接生產特點,應用人工智能技術、自動識別技術、智能定位技術等先進技術手段,建立柔性化智能焊接生產系統。首先,通過工藝優化,按照工藝流程進行車間布局,解決生產物流系統紊亂、節拍不一致問題;其次,優化構架焊接生產中組裝、焊接、打磨、存儲等瓶頸工序,減少生產占地面積,提升智能化生產水平;再次,設計通用隨行工裝夾具平臺,平臺與工件存放系統、作業臺位等夾具接口一致,實現工件快速裝夾及不同產品的混線生產;最后,采用自動物流系統將構架側梁、橫梁及構架總成的焊接、加工、檢測、試驗等工序進行有機的串聯,通過智能設備規模化、排布集中化、生產節拍化、產品多樣化、管理信息化組成高度柔性的構架智能焊接生產系統。
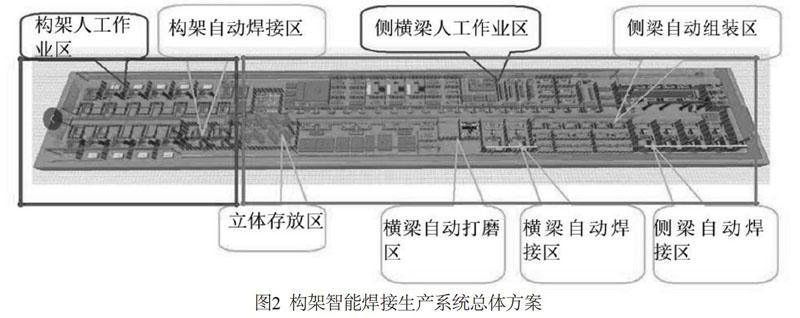
根據生產工藝劃分,構架智能焊接生產系統分為側梁自動組裝區、側梁自動焊接區、側橫梁人工作業區、橫梁自動打磨區、橫梁自動焊接區、構架自動焊接區、立體存放區、構架人工作業區等區塊,主要生產設備包括側梁、橫梁、構架焊接機器人系統,自動組裝拼焊機器人系統,打磨機器人系統,板材AGV運輸車,半成品RGV運輸車,立體料庫,人工工作站,線邊料架,生產線配套安全裝置,控制中心等。生產系統總體布置如圖2所示。
3? 應用
3.1? 柔性化側梁自動組裝技術
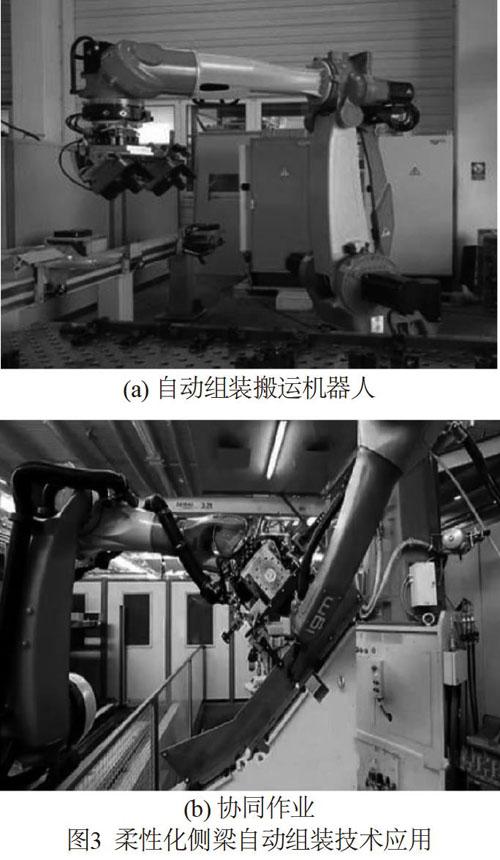
柔性化側梁自動組裝技術用來完成蓋板、立板、彈簧帽筒及內勁板的組裝。柔性化側梁自動組裝系統由自動搬運組對機器人、懸掛式點固機器人、組裝胎及板料存放臺等組成。
自動組裝搬運機器人采用6旋轉軸機器人系統。該系統直立安裝于可左右移動的滑軌上,使用專用的末端夾持單元從物料托盤抓取板材并將其自動放到組對工裝上,如圖3a所示。機器人所有旋轉軸配備免維護交流伺服電機,無齒輪間隙和每個軸上都帶制動的數字編碼器。自動組裝搬運機器人設計為在地面軌道上移動的形式,保證有足夠的工作范圍。6旋轉軸機器人系統具有高度柔性,配備多個專用夾持頭,根據板料條形碼信息,設計為可自動更換對應夾持頭,夾持單元根據多種板材規格尺寸的不同,適應不同型號的產品生產。通過擴展新編程序、更換工裝,可滿足多種側梁自動組裝需求。
自動點固機器人采用8軸點固機器人倒掛安裝,設計為可沿桁架軌道軸直線運動,在桁架下方可平行布置多臺組裝工位。8軸點固機器人可以依靠軌道軸在各組裝工位上方空間運動,保證焊縫可達。
側梁的組裝工作由自動搬運組實現機器人與焊接機器人協同作業,如圖3b所示。在中央計算機的控制下,機器人、抓取機構、軌道移動軸、焊接電源和焊槍清理機構等協調動作。
3.2? 柔性化橫梁自動打磨系統
構架橫梁焊接后需進行焊縫打磨處理,打磨部位主要為縱梁與橫梁鋼管及齒輪箱吊座、電機吊座、制動夾鉗座、牽引拉桿座等與橫梁之間的焊縫,以及需形成圓滑過渡形狀的端頭。
柔性化橫梁自動打磨系統由一臺直立安裝的6軸機械臂和一臺單回轉軸變位機組成。機械臂采用6個高自由度的鉸接軸和反應快速的短手臂設計,配合變位機同步作業,保證以最佳角度完成打磨工作。打磨機器人系統終端采用碟片式打磨工具完成長直焊縫及圓弧燕尾角位置的打磨,如圖4所示。可以使用力控裝置實現接觸尋找功能,來進行焊縫的初定位。遇到編程位置角度不合適時,打磨機器人系統調節機器人的位置,但打磨力可以控制不變,在正常工作狀態下,可以實時在線檢測且可實時修改打磨力和顯示補償位置。力控裝置精度達1 N,調節范圍24~800 N。調整機構打磨位置具有自適應功能,可以將精度控制在0.1 mm,調節范圍0~35.5 mm。
3.3? 柔性化自動焊接系統
柔性化自動焊接系統包含多臺側梁、橫梁焊接專用機器人和構架焊接專用機器人,完成構架所有主要焊縫的多層焊接。
轉向架構架部件形狀復雜,為保證焊槍可達性,機器人倒掛安裝,可沿桁架軌道軸直接在工件上方的三維空間內左右、上下直線移動;同時,在縱向滑軌橫梁下方布置可回轉、可擺動的C型框架2軸雙工位變位機。機器人采用高自由度的7軸鋁合金鑄造結構,高自由度的鉸接軸和反應快速的短手臂設計,除了保證相對較廣的工作范圍,還可以在最佳焊槍角度下處理某些難以接近的焊縫。柔性化自動焊接系統如圖5所示。
焊接軟件系統專門為電弧焊設計,對焊接過程進行專業化的控制。任何工件程序可從焊接數據信息庫中調出對焊縫操作的定義。構架焊接短焊縫多,需頻繁起弧,在焊接起始點上的工件污染或熔渣堆積可導致電弧引燃失敗,可選擇反復引燃、移動并引燃、爬行啟動三種方法的任意結合,以確保在焊接開始狀態下的引燃可靠性。該系統為高度柔性化系統,通過擴展新編程序、調整工裝可實現各種軌道車輛多種產品車型的自動焊接需求。同時,系統集成有自動預熱、自動裝夾、自動校準、焊縫跟蹤、自動換槍等多項功能。
3.4? 智能物流系統
采用AGV自動運輸車(圖6a)、RGV生產線物流運輸車(圖6b)、線邊料架、立體料庫、掃碼系統聯合應用方案,通過管理控制系統的集成、物料信息的記錄和跟蹤,保證物料轉運,實現整個生產流程運行有序、自動無縫對接。
板材自動運輸物流系統:通過中央智能控制系統進行統一管理,接收MES指令,調度多輛AGV自動運輸車,自動完成車間板材從存放區至生產線側橫梁組裝區的運輸。利用掃碼裝置(或RFID 自動識別技術),準確讀取物料信息及生產物流過程中的各項信息數據。根據產能,結合用戶每班的物料送料班次,與生產線側梁、橫梁生產工藝相匹配,實現物料取放有序。
生產線RGV運輸系統:主要實現側橫梁及構架焊接工位半成品在相應工區的提取運輸及存放,并與中央智能控制系統進行數據對接和信息通信。物流系統線邊物料存放架與RGV生產線物流運輸車具有傳感器互鎖功能,RGV生產線物流運輸車沿軌道軸往復運動。
立體料庫:以精益生產為目的,采用最小的占地面積達到產品生產的最大化,主要存放側梁、橫梁焊接成品及進行隨行工裝的入庫緩存。立體緩沖站由大型立體庫、豎直升降輸送機、出料系統組成,入料前和出料后的執行動作由RGV生產線物流運輸車執行。
3.5? 自動化隨行夾具系統
隨行夾具也是實現生產柔性化的關鍵組成部分,其基礎框架采用焊接式結構,允許最大變形量1 mm。如圖7所示以橫梁為例,自動加持機構包括主動側組件、從動側組件、連接模塊等部件。每種類型的構架工件采用兩組連接模塊:連接模塊上部連接并夾緊工件,通過調整定位塊與壓板的位置兼容各型構架工件的裝夾;連接模塊下部與夾具定位組件及臺位料架相連。連接模塊與各結構形式相同,接口統一,便于定位。產品轉產時,工件尺寸發生變化,通過調整定位塊與壓板的位置,使得連接模塊系統實現對不同尺寸工件的定位和裝夾。自動化隨行夾具系統具有自鎖功能,只有在工件處于上料位置時才能實現鎖緊與釋放動作,主動側組件與從動側組件分別與頭尾架構架變位機相連,其動作由焊接機器人控制系統控制,并與RGV生產線物流運輸車、物料存儲系統配合,實現構架工位自動上下工件。
3.6? 中央智能控制系統
數據采集接口介于企業上游的信息系統(MES/MOM)與下游的自動化設備之間,具有承上啟下的重要功能:一方面,需要將上游信息系統的生產控制指令及時地下達到現場設備;另一方面,需要規范現場數據的采集,為上游信息系統提供實時的生產數據。生產線末端配置中央智能控制系統,可以通過主控顯示器輕易監控FMS生產線狀態。中央智能控制系統的解決方案是以工單為驅動,以生產作業過程為主線,以制造現場管理、過程質量管理、生產物流管理、設備運行維護管理、安全管理為抓手,以在線采集數據為依托,形成全面的生產過程管理。中央智能控制系統通過與企業上游的PDM、ERP、MES、MRO等信息系統集成,實現產品制造全過程的可追溯。
通過總體工藝技術方案優化,有效縮短物流運輸距離,為實現智能化物流創造前提條件;通過在組裝、打磨、焊接等關鍵工序應用高度靈活的柔性化智能生產技術,可有效提高產品生產效率和生產質量;通過擴展新編程序,可實現多種產品共線生產。在進行產品轉換時,無需大規模更換工裝夾具,僅需調整夾具上的定位塊與壓板位置,即可實現快速轉產。總之,整個生產系統可實現無人化生產,新的生產模式具有高度的柔性化與智能化水平。
4? 結束語
本文為軌道車輛轉向架構架的焊接工藝提出了一種柔性化智能制造新模式,不僅可以提高產品質量和穩定性,還可大幅縮短產品供應時間。高度柔性化的轉向架構架焊接生產系統能夠最大程度地重復利用現有生產資源,實現更好的經濟效益。
因轉向架構架結構較為復雜,目前智能焊接生產線的自動化生產率能達到約80%,部分邊角修補工作還要依靠人工完成。生產線一般最多可兼容五種產品的共線生產,距離完全實現可訂單化生產的柔性化智能制造尚有一定差距,仍需繼續不斷地改進創新。
參考文獻
[1] 沈燕青, 朱林軍, 楊波. 智能化機器人焊接技術應用[J]. 科學與財富, 2017(1): 343.
[2] 冀相朝, 么天元, 胡文浩, 等. 軌道客車轉向架自動焊接技術應用現狀及發展趨勢[J]. 焊接技術, 2015, 44(12): 1-4.
[3] 韋皓, 單巍, 劉志明. 高速動車組技術[M]. 北京: 中國鐵道出版社, 2016.
[4] 王文靜. 動車組轉向架[M]. 北京: 北京交通大學出版社, 2012.
作者簡介:
高加(1980—),通信作者,男,碩士,高級工程師。研究方向:軌道車輛工藝設計。
E-mail: gaojia200507@163.com
(收稿日期:2020-10-30)
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
