冷軋連退清洗段帶鋼跑偏問題分析與控制
2020-01-17 01:43:34田井新崔籍升
探索科學(學術版) 2019年2期
關鍵詞:測量
田井新 崔籍升 高 云
武鋼有限檢修中心 湖北 武漢 430080
1 前言
冷軋廠連退線主要生產高質量汽車板和家電板,因長時間的使用設備磨損、銹蝕、基礎下沉等原因入口清洗段到入口活套之間輥系出現帶鋼向操作側跑偏現象。生產寬板跑偏更為嚴重,影響了現場生產的順行,大大降低了連退線的作業率和產品的成材率。為了解決清洗段帶鋼跑偏問題,我們需要對引起跑偏的原因進行分析,制定相應措施,采取有效的方法。
2 影響清洗段帶鋼跑偏的原因
如果帶鋼在輥面受力不均或與輥子軸線不垂直,帶鋼除了受向前運行的摩擦力以外還有向側面偏移的軸向力,帶鋼就會出現跑偏現象。如果生產過程中輥子與軋制線不垂直,也就是與帶鋼不垂直,在軋制過程中就會出現跑偏。
(1)帶鋼板型不平直影響。如果帶鋼板型存在鐮刀彎或瓢形等,帶鋼在輥子上運行時與輥面接觸的力不一樣會出現張力不均勻,導致帶鋼跑偏。鐮刀彎或瓢形程度直接決定了帶鋼跑偏量的大小。
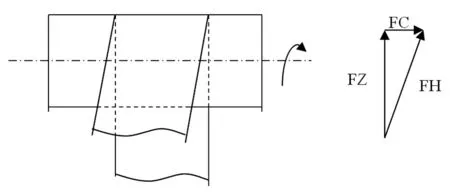
圖1 帶鋼出現跑偏示意圖
(2)旋轉輥表面狀態影響。者輥子在長時間的使用過程單邊磨損大輥面形成錐度,會使帶鋼在運行過程中受力不均發生跑偏現象;橡膠輥等輥面磨損局部磨損較大,粗糙不平,使帶鋼受力不均出現跑偏。
(3)帶鋼張力波動影響。帶鋼在運行過程中張力不一致,在輥子表面上受力不均勻,出現跑偏現象。
(4)輥系空間位置精度影響。由于設備的長時間使用,出現磨損、銹蝕、基礎下稱等情況,導致各輥軸線不平行或與軋制線不垂直,這樣就使帶鋼出現跑偏現象。
3 對策措施
連退線跑偏主要集中在清洗段出口到入口活套前。帶鋼進入入口活套前有自動糾偏裝置,糾偏后帶鋼生產過程中無跑偏現象。說明問題主要集中在清洗段至入口活套糾偏前的輥系,我們針對該段檢查并制定措施。
(1)帶鋼板型檢查。根據機組操作人員及專檢人員提供信息,在最近一個月內,不同寬度和厚度來料鋼卷檢查,均無明顯的鐮刀彎或瓢形等板型不平直現象,而且檢查的所有來料鋼卷上機后均存在不同程度跑偏現象,排除帶鋼板型影響。
(2)旋轉輥表面狀態檢查。現場利用檢修時間對清洗段所有輥系檢查,轉向輥(鋼棍)無明顯磨損情況,沉沒輥(膠輥)磨損情況較為嚴重,利用檢修時間進行更換,但更換后跑偏現象無明顯好轉,排除旋轉輥表面狀態影響。
(3)帶鋼張力檢查。清洗段主要建立張力部位為1#張力輥組和2#張力輥組,通過現場張力計反饋結果查看,無明顯張力不均和波形現象,排除張力影響。
(4)輥系空間位置精度檢查。清洗段到入口活套前的輥系主要為熱堿、電解、漂洗沉沒輥和轉向輥,以及2#張力輥組。我們要對上述輥系的空間位置精度進行測量,得出輥子的水平度和垂直度,根據測量結果進行調整,恢復輥系的空間位置精度。
①現場測量。因沉沒輥和轉向輥輥面都在清晰槽內,所以我們利用擺桿進行測量。2#張立輥組輥面裸露在外,我們利用軸心輔助測量工具進行測量。測量結果如下表
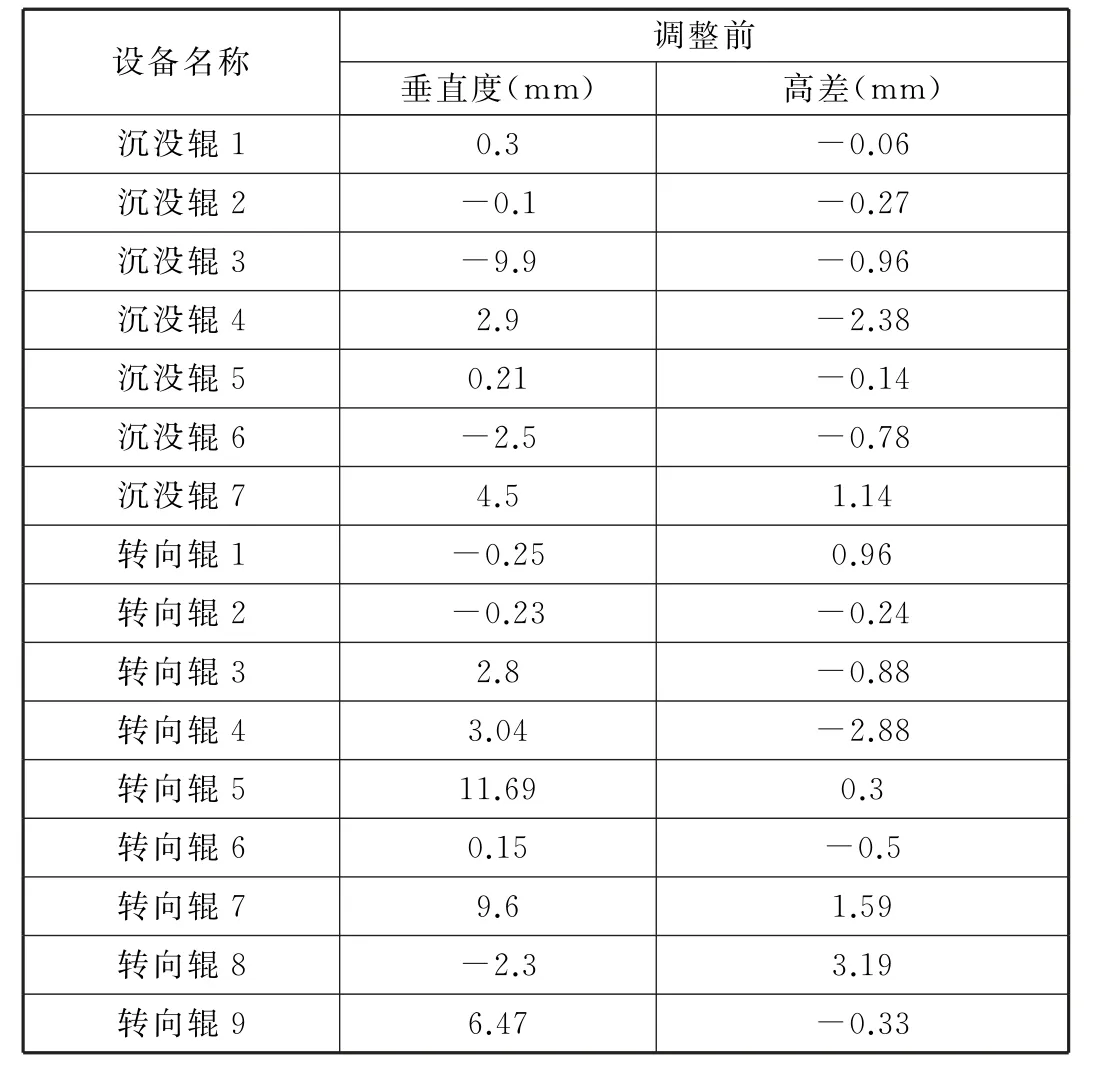
表1 清洗段輥系調整前測量數據
③數據分析。根據受力分析以及輥系的分布和帶鋼走向。沉沒輥帶鋼從下方包角,轉向輥從上方包角沉沒輥為負值則帶鋼向操作側跑偏,轉向輥為正值帶鋼向操作側跑偏,測量數據與現場跑偏方向一直。我們需要對偏差較大輥子進行調整。由于測量輥系較多,現場檢修時間有限,經現場協商先對大于0.5mm 的輥子進行調整。調整量和調整后的數據如下表
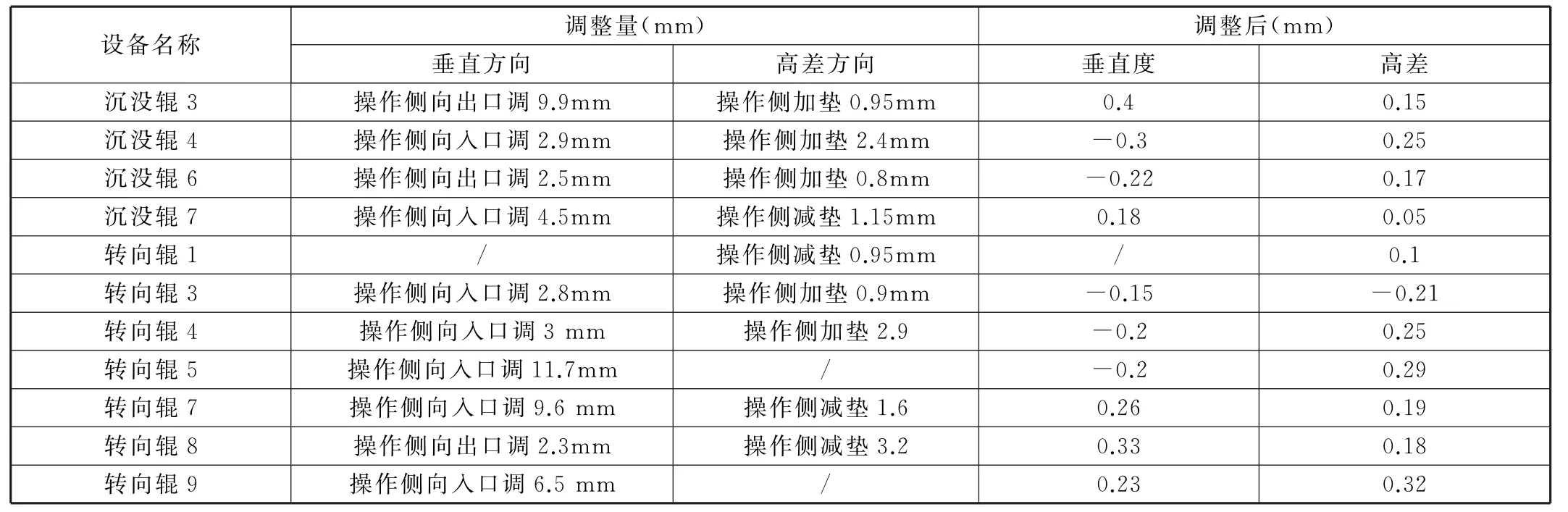
表2 清洗段輥系調整量及調整后測量數據
4 結論
如果帶鋼運行時各旋轉輥之間平行、受力均勻,各旋轉輥軸線與運動帶鋼中心線垂直,帶鋼運行中無側向力,就不會出現跑偏現象。如果旋轉輥子的空間位置精度出現偏差,輥子與軋制線不垂直,會使各旋轉輥軸線與運動帶鋼中心線不垂直,帶鋼就會受到側向力,使帶鋼在運行中出現較大的跑偏量。本文通過對連退清洗段輥系測量、調整,成功的解決了因輥系空間位置精度損失造成的帶鋼跑偏問題。說明了該方法的實用性,可以成功的移植到其它產線輥系問題的測量、調整和解決。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
