鋼結構部分焊透T 型焊縫的超聲波檢測分析
2020-01-17 07:41:00黃戰(zhàn)勝
探索科學(學術版) 2019年4期
黃戰(zhàn)勝
浙江元本檢測技術股份有限公司 浙江 溫州 325000
引言
建筑鋼結構是指將結構構件按照一定框架形式進行焊接并組裝形成的空間剛度體系結構,具有較強的可塑性,同時還具備結構堅固耐用以及可拆卸回收等諸多優(yōu)勢,在建筑領域中有著非常重要的應用價值。熔透是鋼結構構件焊接中廣泛選用的一種工藝技術,對結構穩(wěn)定性有非常重要的影響,工程實踐中需要視情況進行超聲波檢測與分析,以明確焊接接縫缺陷,及時處理,以預防鋼結構質量問題的產生。
1 現行標準對部分焊透焊縫的要求
《鋼結構工程施工質量驗收規(guī)范》GB50205-2001 中僅要求設計全焊透的一、二級焊縫應采用超聲波探傷進行內部缺陷的檢驗,對于部分焊透焊縫的內部質量檢驗未做要求。《鋼結構焊接規(guī)范》GB50661-2011 多處地方提及部分焊透焊縫的內部質量要求,體現在:
⑴規(guī)范5.1.5:部分焊透的對接焊縫、采用角焊縫和部分焊透的對接與角接組合焊縫的T 形接頭,以及搭接連接角焊縫,其質量等級應符合下列規(guī)定:①直接承受動荷載且需要疲勞驗算的結構和吊車起重量等于或大于50t的中級工作制吊車梁以及梁柱、牛腿等重要節(jié)點不應低于二級。②其他結構可為三級。
⑵條文說明8.2.4:除純貼角焊縫節(jié)點形式的焊縫內部質量國內外尚無現行檢測標準外,對于局部熔透對接及角接焊縫均可采用超聲波方法進行檢測,因此,應與全熔透焊一樣對其焊縫的內部質量提出要求。
⑶對于需疲勞驗算結構的焊縫質量檢驗,規(guī)范對部分焊透對接與角接組合焊縫的檢測范圍和檢驗等級,距離-波幅曲線及缺欠等級評定均做了規(guī)定,故檢測和等級評定可依此實施。
2 部分焊透T 型焊縫的超聲波檢測
2.1 檢測設備及檢驗準備 ⑴使用超聲波探傷儀應符合ZBY230《A 型脈沖反射式超聲探傷儀通用技術條件》的要求。超聲波探傷儀探頭應符合ZBY231《超聲探傷用探頭性能測試方法》的要求。
⑵本場檢驗時,為校驗靈敏度或時基線,可以采用其它形式的等效試塊。
⑶焊縫經外觀檢驗合格后方可進行檢驗,并且在焊后24h后進行檢驗。探頭移動區(qū)應清除焊接飛濺、銹蝕、油垢等。探測面應平整光滑,以便于探頭能自由掃查。
2.2 焊縫熔深的測量 首先應測量焊縫焊透區(qū)域的熔深指示深度,在得知該區(qū)域熔深深度范圍后才能進行焊縫內部質量的超聲波檢測。標準《鋼結構超聲波探傷及質量分級法》JG/T203-2007附錄F 作了T 型和角接接頭未焊透指示深度檢測方法的介紹。運用此方法,單面焊T 型焊縫,可用直射波法或一次反射波法檢測焊縫未焊透指示深度;雙面焊T 型焊縫,可用翼板探傷法(和腹板橫波探傷法檢測焊縫未焊透指示深度,從而推算出焊縫熔深的范圍。
2.3 檢測結果評定與質量等級分類 根據質量要求檢驗等級分為A、B、C三級,檢驗的完善程度A級最低,B級一般,C級最高,檢驗工作的難度系數按A、B、C順序逐漸級增高。應按照工件測材質、結構、焊接方法、使用條件及承受載荷的不同,合理的選用檢驗級別。檢驗等級應按產品技術條件和有關規(guī)定選擇或經合同雙方協商選定。若超聲波檢測下結果超過距離-波幅曲線評定線信號,則應當特別注意判斷熔透焊縫是否存在裂紋等缺陷特征,若疑似存在缺陷,則應當通過擴展探傷工作面以及調整工作探頭K值的方式,對動態(tài)波形進行觀察,并結合鋼結構工藝特征進行評定。
3 檢測實例
某工程37層的H 型鋼梁為開坡口的部分熔透焊縫,翼板厚25mm,腹板為20mm,設計熔深為不少于7mm,加工廠采用雙面埋弧焊焊接。本次檢測主要采用2.5P10×16K1.5(前沿為11mm)的斜探頭及5P14規(guī)格的直探頭來檢測焊縫內部的缺陷。當檢驗探測面角焊縫時,根據圖1的探頭移動區(qū)域圖,現場用鋼尺測得H1=H2=8mm,用直探頭及鋼尺測得H3=7mm,采用二次波一個跨距的聲程掃查,如圖2,算得斜探頭入射點的移動區(qū)域為距離蓋板49.5mm~68mm 的位置,用筆在這兩個距離的位置各畫一條線,探頭的聲波入射點則保持在這個范圍內,移動探頭掃查,然后根據回波的深度來確定焊縫焊肉內部是否存在缺陷。必要時可以用直探頭在H2+H3的位置進行掃查,以再次確認焊縫焊肉內部是否存在缺陷。同理,當檢驗探測面下部角焊縫時,用三次波一個半跨距的聲程掃查,算得斜探頭入射點的移動區(qū)域為距離蓋板109.5mm~128mm 的位置。同樣通過回波的深度以確定焊縫內部是否存在超標缺陷。

圖1 檢驗探測面角焊縫探頭移動范圍示意圖
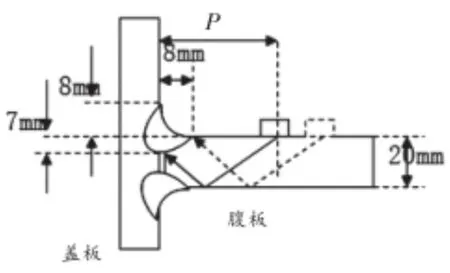
圖2 某工程部分熔透鋼梁超聲波檢測探頭移動示意
掃查時靈敏度不低于評定線。采用斜探頭進行掃查時,為確定缺陷的位置、方向、形狀,觀察缺陷動態(tài)波形或區(qū)分缺陷訊號與偽訊號,斜探頭可采用前后、左右、轉角、環(huán)繞等四種探頭基本掃查方式。采用直探頭進行掃查時,為確定缺陷的位置、大小、方向、形狀,觀察缺陷動態(tài)波形或區(qū)分缺陷訊號與偽訊號,移動直探頭對缺陷進行全面掃查,直到缺陷的邊沿。
結語
通過對部分焊透T 型焊縫內部質量的超聲波檢測分析得知,部分焊透T 型焊縫的超聲波檢測并非不可行,只是在現行的標準和方法下進行檢測比較復雜,并且存在漏檢的風險。為此,不能僅僅通過超聲波檢測來控制焊縫的質量,同時也需要完善焊接工藝和加強焊接過程監(jiān)管,才能保證工程的質量。
猜你喜歡
建材發(fā)展導向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12