鐵型覆砂工藝水基涂料簡易噴涂設備研究
2020-01-18 04:04:00商崇元劉水兵
中國鑄造裝備與技術 2020年1期
商崇元,劉水兵
(廣西玉林玉柴機器配件制造有限公司,廣西玉林 537005)
鐵型覆膜砂生產工藝相對于普通的粘土砂有著造型質量高和控制鑄件冷卻速度的優勢[1]。因其節能環保、材料成本低、冷卻速度快、鑄件表面質量和尺寸精度高[2]等特點,近年來發展速度越來越快,生產控制也越來越成熟,被廣泛運用于發動機氣缸體、缸蓋、曲軸、汽車底盤件、進排氣管等的生產。但不同產品之間澆注的鐵水牌號和澆注溫度不同而造成的鑄件外觀質量差異還是比較大。在現實生產中,我們發現:在生產氣缸體、水冷排氣管等灰鑄鐵薄壁件時,鑄件很容易出現粘砂、燒結、脈紋等缺陷,輕微的可以通過清理打磨,嚴重的只能報廢,外觀質量很難保證,外觀報廢率最多能達到70%左右。
對鑄型進行涂料涂敷是一個必要的工作,由于氣缸體類外形結構復雜,人工涂敷效率很低,嚴重影響生產效率,而且涂敷一致性比較差;鐵型覆砂溫度高,醇基涂料涂敷揮發快,涂料使用過程為保證涂料濃度,不停的加入醇溶劑造成成本浪費;醇劑屬于易燃物,在高溫環境中使用易燃物品也存在安全隱患;在工作環境上,即便現場安裝有抽風系統,醇溶劑的揮發對環境的影響還是比較大,影響員工身心健康[3]。為此,改變傳統的涂料涂敷方式,尋求一種快捷、安全、經濟的涂刷方式,水基噴涂將是我們一個不錯的選擇。朝著這個目標,我們嘗試聯系國內在濕型砂噴涂上做得比較成熟的幾個專業團隊來幫我們解決鐵型覆砂的噴涂問題,但效果都不好。
1 存在問題
(1)鑄型噴涂面大,鑄型凹凸面多,壓力式噴涂工具操作性不強,不靈活,鑄型噴涂覆蓋面受限或者噴涂質量影響效率。
(2)壓力式噴涂設備設計過于復雜,加料或設備異常都需要打開壓力罐,加壓泄壓比較復雜,存在誤操作風險,不安全。同時也不方便檢查容器內的涂料使用情況。
(3)水基涂料揮發慢,即便在鐵型產品,過慢的揮發可能造成鑄型水分偏高,導致產品氣孔的出現。
(4)自吸式設備出料孔放在側面,攪拌器周邊容易出現堆積造成噴槍堵塞。
(5)普通低速攪拌機攪拌速率低,剪切力不足,涂料顆粒難分散,容易堵塞。
(6)手搖式噴涂壓力不均勻,勞動強度大。
2 解決思路
受鑄型特殊形狀,短小噴涂工具以及軟的涂料和壓縮空氣輸送管是必要的選擇,便于工作中調整噴涂角度和距離,工具輕便,不易讓員工產生操作疲憊感;涂料供給繼續采用自吸+重力式涂料共給方式,減少壓力給料的復雜性和不安全性;采用開放式涂料攪拌存放容器,易觀察和加料;涂料攪拌容器實現長期、均勻攪拌,少粘附。
為提高噴槍在狹小空間的靈活性和可操控性,在以前噴涂經驗和可操控性基礎上繼續選用“荷花牌”吸上式噴槍進行改裝;將原來的涂料罐取消,只留吸管,把槍的涂料,壓縮空氣接口都改成塊接接頭,方便拆裝。涂料輸送和壓縮空氣輸送管選用管質強度高,易操控的PVC 管,如圖1 所示。

圖1 噴槍改裝
整體設計方案如圖2 所示。涂料容器自帶攪拌器功能,借鑒高壓噴涂的經驗,我們考慮從容器下部吹壓縮空氣攪拌,這樣減少了攪拌機械設備的制作復雜和投入;為減少涂料沉淀的空間并獲得充分的攪拌,容器底部我們采用錐形設計,使沉淀的涂料或顆粒在重力的作用下充分下沉進入壓縮空氣吹料口1,吹入的壓縮空氣重新分散以達到攪拌的目的,而且攪拌的程度可以根據壓縮空氣的大小進行調節。為防止使用過程壓縮空氣過大或者每次開工前壓縮空氣穿過沉淀涂料造成的高壓沖頂,在容器吹料口正上方我們設計了一個正立圓錐形的結構2,錐形的底部可以有效阻擋涂料沖頂,同時又可以將容器底部吹來的壓縮空氣向四周擴散,達到均勻的攪拌效果;朝上的錐形結構和容器下部錐形一樣可以讓下沉的涂料顆粒更容易進入吹料口,錐形面也更容易獲得向上擴散的壓縮空氣剪切攪拌,這樣涂料濃度的均勻性得到更好的控制。為減少涂料輸送管長度對噴涂效果的影響,我們采用就近原則,在操作崗位旁邊就架設了一臺自制噴涂機(圖3)。涂料的加入我們可以通過人工加入和泵吸法加入完成。
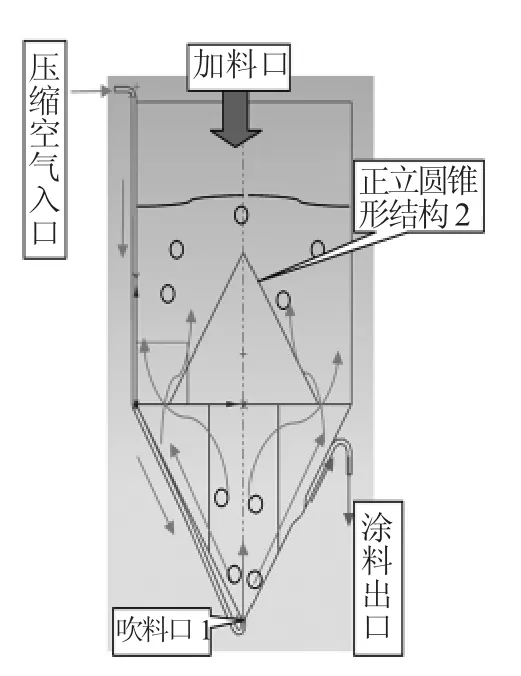
圖2 總體設計方案
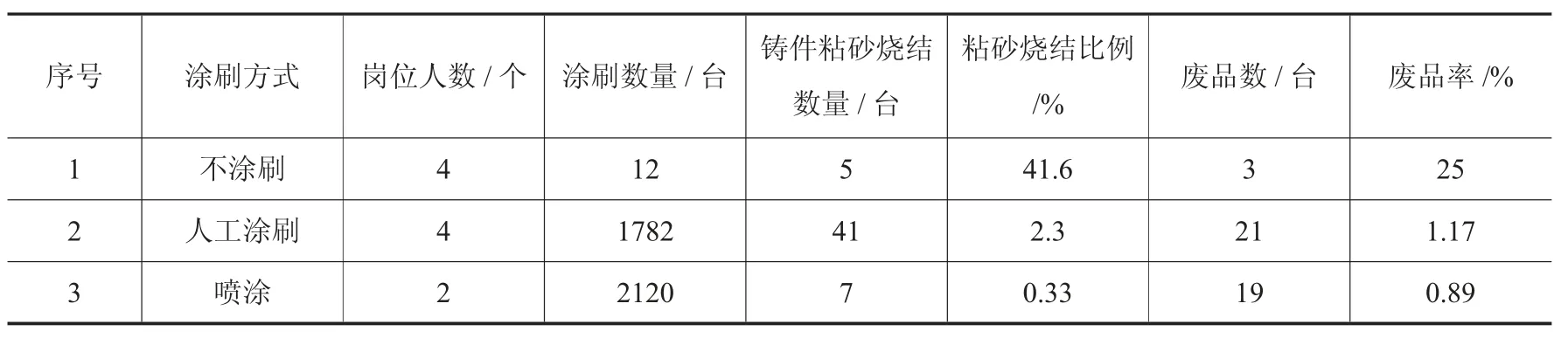

圖3 自制噴涂機
3 效果
經過改進后,鑄型完全實現噴涂,大大改善了生產效率,降低了人工勞動強度和生產成本,產品質量穩定受控。涂料時間由原來的3 分鐘左右/型減少到1 分鐘左右,生產效率提高了50%以上;人員由原來的4 人變成兩人,直接減少一半用人;原來人工涂刷鋯英粉涂料,改噴涂LF2008 水基涂料后,涂料成本下降了60%以上,改進效果明顯。
4 結論
(1)優化改進后的自制噴涂設備適宜水基涂料噴涂,噴涂效率高。
(2)水基噴涂成本低,安全可靠。
(3)穩定的噴涂對產品質量的提升有改善。
