關于空調用組合件螺釘鍍層耐蝕性能分析研究
2020-01-18 02:39:30姚晶晶陳義寶陳星羽
探索科學(學術版) 2019年1期
姚晶晶 陳義寶 陳星羽 夏 文
格力電器(合肥)有限公司 安徽 合肥 230088
0 引言
螺釘是一種常用的緊固件,在空調產品中體積較小容易被忽略,但在空調中起著重要的作用,在產品組裝時,一個重要的環節就是組件與組件的連接,起到固定作用。
1 事件背景
為提高螺釘緊固件的使用壽命,對其表面進行涂、鍍處理以提高耐腐蝕能力,延緩基體腐蝕速率。室外機在惡劣的環境下緊固件能夠滿足使用要求,緊固螺釘多使用久美特鍍層。本文主要模擬驗證螺釘經過風批的緊固后鍍層是否受到損傷以及對耐蝕性的影響進行相關驗證。
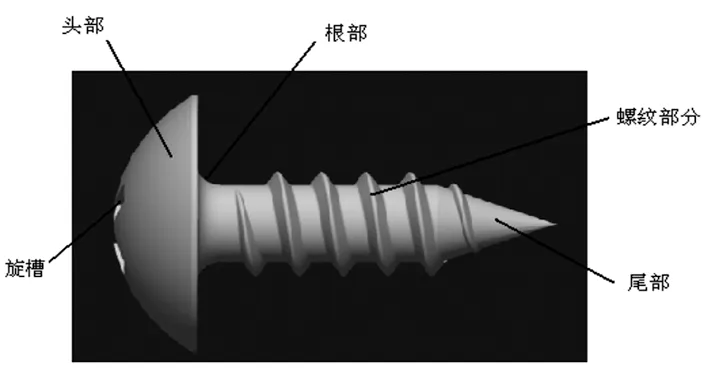
圖1 螺釘基本結構圖
2 實驗分析與驗證
2.1 驗證裝配對鍍層的影響
2.1.1 取樣、方法
實驗條件:中性鹽霧試驗PH 值=6.5-7.2,濃度50±5g/L,溫度35±2℃,時間360h
為驗證裝配是否對鍍層造成損傷,使用配套的風批頭模擬裝配情況,用風批頭把螺釘固定在塑料板上,固定時只需對螺釘施加旋轉擰入力,不施加下壓力,手工擰入。為保證試驗準確性,安排對同廠家、同編碼、同批次、同包裝袋內物料安排實驗,試驗后外觀如下:

圖2 未使用風批頭檸入

圖3 使用風批頭檸入
小結:未使用風批頭擰緊的螺釘在360h中性鹽霧試驗結束后螺釘頭部鍍層表面光滑未出現腐蝕、生銹現象;而使用風批頭擰緊的螺釘在360h中性鹽霧試驗結束后部分螺釘頭部鍍層出現腐蝕生銹現象。
從試驗得出:使用風批頭裝配時會對螺釘鍍層造成一定程度的損傷,鍍層破損導致基材無法有效得到保護,從而影響耐蝕性。
2.2 驗證鍍層損傷對耐蝕性的影響
按照企標進行500h中性鹽霧試驗,分別使用與之配合的風批頭模擬實際打緊操作進行裝配,分四種模擬試驗:打緊一次(1號),打緊一次然后拆除并再次打緊(2號),連續三次打緊(3號),未使用風批頭打緊(4號)來驗證鍍層在不同的破壞情況下鍍層耐蝕性的差別程度。

圖4
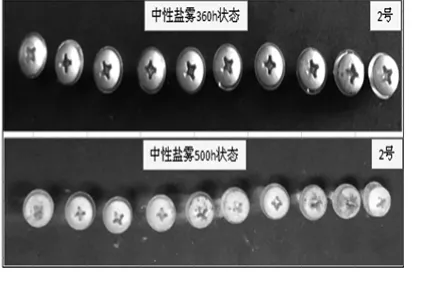
圖5
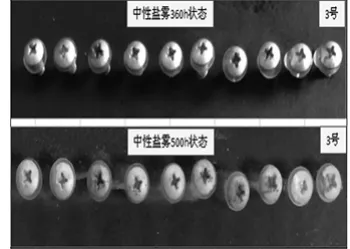
圖6

圖7
小結:螺釘經過風批頭的裝配后,頭部十字槽處鍍層出現了損傷,在經過中性鹽霧試驗時損傷部位最先出現腐蝕,后開始蔓延至整個螺釘頭部。經過損傷的螺釘頭部十字槽均不能滿足企標要求的500h中性鹽霧試驗,且裝配次數越多,螺釘表面鍍層受到損傷越嚴重,而未經過風批頭裝配的物料表面鍍層未受損傷,能夠全部通過企標要求的500h中性鹽霧試驗。
2.3 驗證鍍層厚度及均勻性的影響
驗證不同螺釘鍍層厚度耐損傷能力,對不同廠家螺釘進行鍍層厚度測試、鍍層均勻性進行比對如下:
2.3.1 A 廠家螺釘驗證:
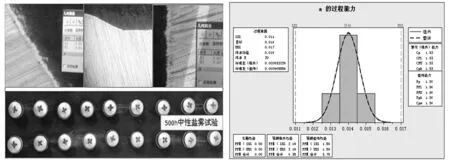
圖8
經過解剖、研磨,使用金相顯微鏡測試此 廠家鍍層厚度為0.011—0.017mm,鍍層表面連續性較好,基本無明顯鍍層斷裂點,均勻性較好,500h中性鹽霧試驗結束后無螺釘出現生銹現象。
2.3.2 B廠家螺釘驗證:

圖9
經過解剖、研磨,使用金相顯微鏡測試此廠家鍍層厚度為0.014—0.019mm,鍍層表面連續性較差,存在明顯鍍層斷裂點,均勻性較差,鍍層與基體結合不夠緊密,500h中性鹽霧試驗結束后其中2顆螺釘已出現腐蝕生銹現象。
注:用Minitab 評估過程能力(Cpk)是否受控,Cpk<0.67,過程能力較差;0.67<Cpk<1,過程能力不足;1<Cpk<1.33,過程能力尚可;1.33<Cpk<1.67,過程能力良好;1.67<Cpk,過程能力較好。
小結:從測試數據可以看出:A 廠家螺釘鍍層厚度波動較小,Cpk=1.53,過程能力良好,因此鍍層表面連續性較好,基本無明顯鍍層斷裂點,500h中性鹽霧試驗結束后無螺釘出現生銹現象;B廠家螺釘鍍層厚度波動較大,Cpk=0.69,過程能力不足,因此鍍層表面連續性較差,存在明顯鍍層斷裂點,500h中性鹽霧試驗結束后部分螺釘已出現腐蝕生銹現象
3 總結
在實際使用過程中,風批頭的裝配及旋轉打緊會導致螺釘鍍層受到損傷,鍍層受到損傷部位基材裸露,在室外環境中基材極易受到腐蝕發生生銹現象。且裝配次數越多,對鍍層的損傷越大,螺釘發生腐蝕生銹的時間越短,腐蝕面積越大,因此螺釘盡量避免二次裝配,保證螺釘表面鍍層完整性。
螺釘表面鍍層厚度與均勻性影響著螺釘的耐中性鹽霧能力。鍍層厚度影響較為輕微,而鍍層的均勻性影響較大,如果螺釘鍍層不均勻,鍍層孔洞較多將直接使基材暴露,基材耐蝕性較低極易出現腐蝕生銹現象,因此提高鍍層均勻性將會提高螺釘整體耐蝕性。
