
冷軋帶肋鋼筋軋制外形質量控制
2020-02-08 05:19:44朱文生
四川建材 2020年1期
朱文生
(安徽馬鋼比亞西鋼筋焊網有限公司,安徽 馬鞍山 243000)
0 前 言
近些年來,伴隨著鋼筋焊網在工程建設領域的應用不斷拓展,冷軋帶肋鋼筋因其較高的強度、良好的表面質量成為混凝土用鋼筋焊接網的首選材料。冷軋帶肋鋼筋是光圓鋼筋盤條經冷軋專用設備軋制而成,其軋制根據受力方式的不同分為主動軋和被動軋[1]。主動軋就是軋輥帶有相應的動力裝置,而被動軋其軋制動力來自于生產線中的拉拔裝置,通過拉拽鋼筋在鋼筋通過軋輥時獲得減徑和刻痕。冷軋帶肋鋼筋力學性能早在該產品引進初期,線材原料供應及產品生產廠家就進行了大量研究,不少鋼廠為此也開發出了專用母材來滿足冷軋帶肋鋼筋對于力學性能的要求,這在一定程度上保證了冷軋帶肋鋼筋的質量。但鑒于冷軋帶肋鋼筋表面外形質量對其與混凝土形成有效的包裹粘結影響重大,而對此開展研究相對較少,因而冷軋帶肋鋼筋生產廠家在生產過程中易出現產品不達標情況[2]。三輥被動式軋機是目前國內應用最為普遍的一種軋機,具有設備結構簡單、軋輥調整量大優點。但其生產時,由于鋼筋在冷軋過程中受到較大拉應力,存在輥拔狀態,不利于鋼筋塑性指標和表面外形質量[3]。
1 冷軋帶肋鋼筋外形規定
《冷軋帶肋鋼筋》(GB/T 13788—2017)中對鋼筋外形作出了較為明確的規定:被動式三輥軋制所形成的是三面肋鋼筋,橫肋呈月牙形,有一面肋的傾角應與另兩面反向;鋼筋橫肋中心線和鋼筋縱軸線夾角β為40°~60°;橫肋兩側面和鋼筋表面斜角α不得小于45°,橫肋與鋼筋表面呈弧形相交。橫肋間隙f的總和應不大于公稱周長的20%,如圖1所示[4]。
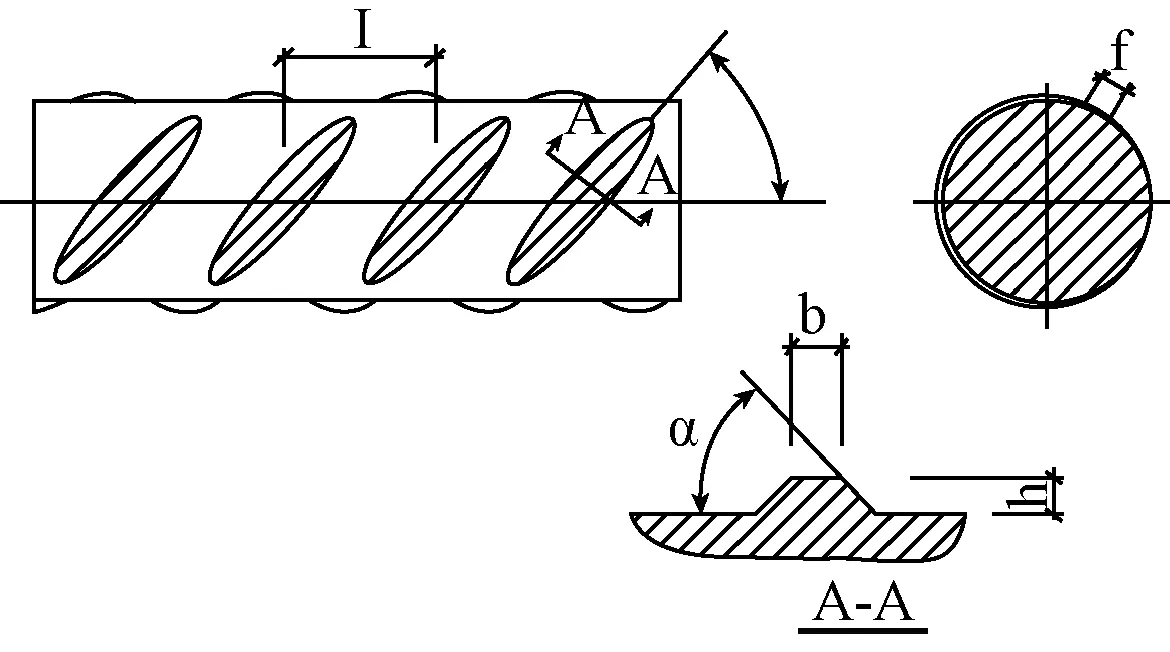
圖1 冷軋帶肋鋼筋外形尺寸
另外,對于不同公稱直徑的橫肋中點高h、橫肋間距l的尺寸及允許偏差做出了定量規定;對橫肋1/4處高h1/4、橫肋頂寬b及相對肋面積ft也明確了相應的數值要求,見表1。
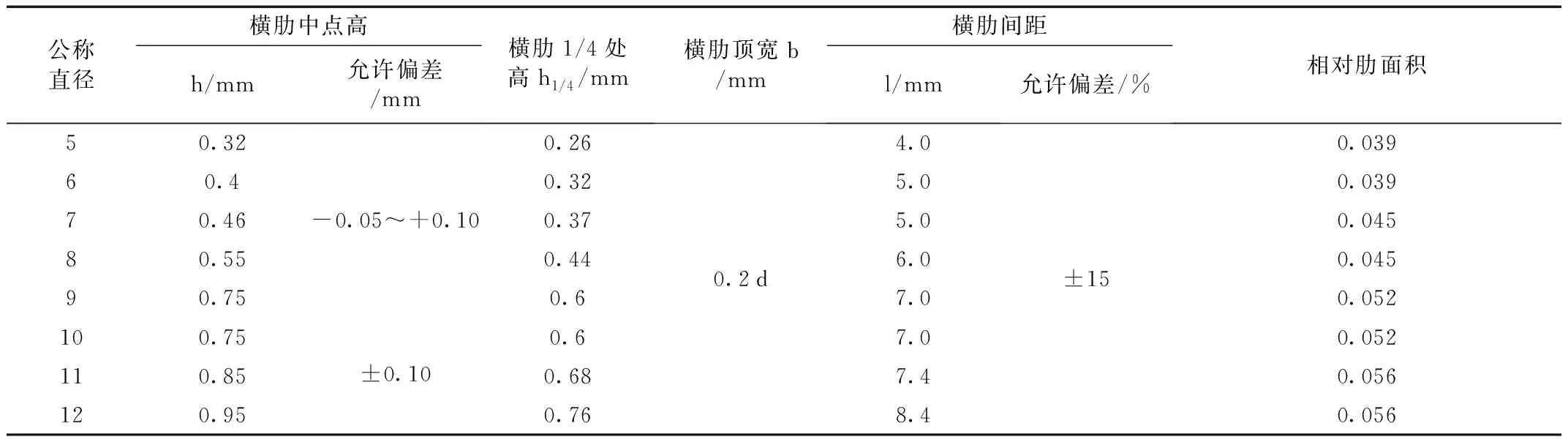
表1 三面肋鋼筋尺寸及允許偏差
2 軋制機理及外形影響因素分析
2.1 軋制機理
被動式三輥軋機一般配置有拉拔裝置和Y形布置的兩臺軋機,其中前置軋機有K3、K4兩道軋制,后置軋機有K1、K2兩道軋制,共四道次軋制;K3與K4、K1與K2其三輥組合在徑向上有60°錯位。鋼筋在拉拔裝置提供的拉力作用下通過軋輥,此時,鋼筋受到軋輥擠壓而發生變形,從而實現鋼筋的減徑和軋肋。按照形狀及產生的作用不同,軋輥一般分為三類:橢圓輥、平輥及刻痕輥,橢圓輥一般用于前置軋機,其作用是為了避免壓縮比過大的大規格鋼筋軋制提前進行減徑處理,以避免軋機負荷過大;平輥和刻痕輥用于后置軋機,鋼筋先通過平輥軋制成為三角形,然后刻痕輥刻痕形成肋,平輥的作用是在后續刻痕輥三輥之間提前減徑以避免后續軋制過程中產生縱肋。由此可以看出,在不考慮后續拉拔、應力消除及收線等對肋的損傷的情況下,鋼筋外形的影響因素主要有:母材、軋輥、設備及軋輥調整的影響。
2.2 外形影響因素分析
2.2.1 鋼筋母材
鋼筋線材通過軋制成為冷軋帶肋鋼筋,過程為冷作硬化,其強度提高、延伸下降;外形壓縮產生塑性變形,線徑減小,由于腰型槽的存在在鋼筋表面形成肋。通過試驗觀察,發現肋在形成過程中并不會“長大”,也就是軋制前鋼筋的半徑一定大于軋制后橫肋中點高加鋼筋基圓半徑。基于此,母材與軋輥道次的設置將決定肋高。
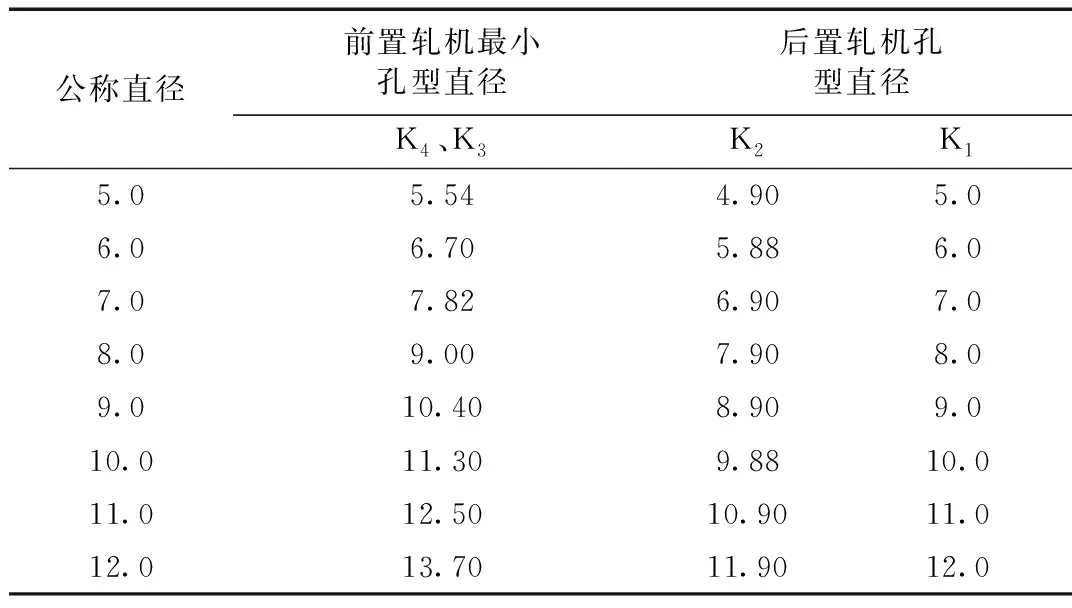
表2 三面肋鋼筋尺寸及允許偏差 單位:mm
從表2可以看出鋼筋線材直徑必須大于表中前置軋機最小直徑方能保證肋高達到要求的下限,也就是說對于常規的冷軋帶肋鋼筋公稱直徑為10 mm、12 mm,其母材經過前置軋機減徑后的公稱直徑至少要達到11.3 mm、13.7 mm,此時的成材壓縮比已達到27.7%和30.3% ,而壓縮比過大又會影響軋制性能。
2.2.2 軋 輥
從上可以看出肋的形狀取決于刻痕輥的形狀。橫肋呈月牙形、鋼筋橫肋中心線和鋼筋縱軸線夾角β、橫肋兩側面和鋼筋表面斜角α,橫肋于鋼筋表面呈弧形相交,這些指標在刻痕輥制作完成時已經確定。而在標準中也特別注明橫肋1/4處高、橫肋頂寬僅供空型設計所用,因此軋輥據此設計在制作完成后能夠保證后續鋼筋軋制對該尺寸的要求。這里要強調的是“橫肋于鋼筋表面呈弧形相交”這一指標,如肋與鋼筋的過渡過于突然或尖銳易導致在做彎曲試驗時因應力集中而形成裂紋,因此,要求軋輥在制作時一定要在腰型槽與弧形面過渡時形成圓角。
冷軋帶肋鋼筋肋高與軋輥有一定的關系,理論上在完全被填滿的情況下腰型槽的深度等于肋高,但在實際軋制過程中,腰型槽是否能完全充滿還取決于鋼筋母材及軋輥的調整。另外,在實際的生產中也遇到軋輥橫肋兩側面和鋼筋表面斜角α過大導致腰型槽偏陡,在有充分的軋制裕度的情況下肋高卻不達標,表明腰型槽并未充滿,須經修磨調整,處理后肋高狀況明顯改善。究其原因,亦有可能與軋機剛性有關,這尚有待于進一步研究。
2.2.3 軋制過程調整
主要是軋制道次壓縮比的分配及軋輥的調整。壓縮比過大勢必會產生較大的軋制力,增加軋機負荷和軋輥受力,對設備造成傷害。因此,對大壓縮比軋制,合理的分配軋制道次,改善相應軋機的受力狀況是有必要的,但從前述可以看出要確保肋高,在具體實施時就有了局限性。對于軋輥的調整,在控制好米重的前提下,一方面要保證好每一道次三輥的對稱,特別是最后道次的刻痕輥,以達到軋后鋼筋圓度的要求;另一方面,合理運用平輥軋制,既要防止因平輥壓下量過大導致橫肋間隙超標,也要避免壓下量過小而出現明顯縱肋的情況。
3 結 論
1)要采購符合標準要求的軋輥,軋輥交貨驗收需對軋輥腰型槽傾斜角度、腰型槽深度、輥環外徑等尺寸進行校核檢查,并觀察腰型槽與弧形面的圓角情況,可采用壓鉛法來測量α、β、b、h、l等值符合標準要求。
2)考慮到軋輥作為主要工作部件使用中的不斷損耗,須定期檢查腰型槽及輥面尺寸,如不達標可進行修磨以恢復原狀態,修磨后的軋輥最好成套使用,避免新舊混搭。
3)在兼顧性能要求的同時,應采購能夠滿足肋高要求的線材原料,特別是對大規格原料線徑的要求。
4)合理進行軋制工藝的制定與調整,在保證后置軋機有充分軋制富裕度的情況下合理分配壓縮比,根據軋制后鋼筋縱肋和肋間隙的情況調整好后置軋機平輥的壓縮量,觀察鋼筋橫斷面圓度控制好刻痕輥三輥之間的平衡。
