FOCKE350包裝機組雙鋁包內襯紙折疊并包裝置的設計
2020-02-08 08:45:26楊明權呂小波潘永華覃志宏張樹方包崇斌竇劍峰韓金江
煙草科技 2020年1期
楊明權,呂小波,潘永華,覃志宏,張樹方,李 旭,包崇斌,竇劍峰,韓金江
紅塔煙草(集團)有限責任公司玉溪卷煙廠,云南省玉溪市紅塔大道118號 653100
與傳統卷煙不同,加熱不燃燒卷煙是利用特殊熱源對煙絲進行加熱(500℃以下甚至更低)而不燃燒的新型煙草制品[1],因其采用較低的溫度加熱煙草原料,使煙堿的轉移與吸煙的某些特征相匹配,兼顧了煙堿滿足感和煙草香味的需求。加熱不燃燒卷煙采用的再造煙葉基材具有較強的吸濕性,氣溶膠和香味成分也具有一定的揮發性,為保證卷煙包裝拆封后的保香保潤,通常采用雙鋁包包裝方式,即采用兩個獨立內包設計以減緩香氣和水分的散失。目前雙鋁包生產主要采用手工包裝方式,內襯紙折疊質量不穩定,生產效率低。而國內對于加熱不燃燒卷煙的研究主要集中在產品結構[2-3]、物理化學分析[4-5]、熱分析[6-7]和材料應用[8]等方面,對于加工制造工藝和設備,特別是利用現有設備實現規模化生產的研究報道較少,加熱不燃燒卷煙雙鋁包生產的包裝設備仍處于開發階段。其中,鐘明[9]通過對FOCKE700S包裝機組鋁箔紙折疊及雙路同步原理進行分析,為FOCKE350包裝機組的雙路改進提供了思路;莫錦秋等[10]研制了一種高速卷接機組鋁箔紙模盒折疊成型機構,可實現雙路并排生產,提高了卷接機組的運行速度和穩定性。為此,根據雙鋁包包裝方式要求設計了一種雙鋁包內襯紙折疊并包裝置,通過對FOCKE350包裝機組進行改進將單路直包改為雙路直包,旨在滿足加熱不燃燒卷煙包裝功能要求,提高卷煙包裝生產效率。
1 系統設計
加熱不燃燒卷煙工藝要求將雙鋁包包裝在一個煙盒內,在不改變FOCKE350包裝機組設計基準和外形尺寸的前提下,設計了一種雙鋁包內襯紙折疊并包裝置。該裝置主要由內襯紙折疊機構、內襯紙并包機構、內框紙插入機構、內折角器組件及控制導軌等部件組成,見圖1。
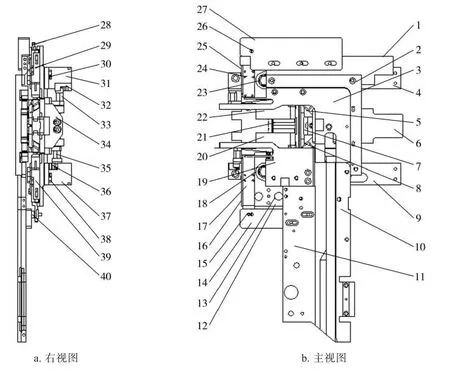
圖1 雙鋁包內襯紙折疊并包裝置機構示意圖Fig.1 Schematic diagram of structure of double aluminum foil innerliner folding and combining system
1.1 內襯紙折疊機構
雙鋁包內襯紙折疊機構包括內折角器、跟隨折角器、下折疊器等部件,見圖1。外擺臂18、內擺臂23的一端通過螺栓軸與折疊并包裝置底板12連接,且可靈活轉動;內外擺臂的中間位置安裝有滾子30、38,滾子30在內側導軌4的槽內,滾子38在外側導軌9的槽內,內側導軌4與內側機架固定連接,外側導軌9與外側機架固定連接;內外擺臂的另一端與支座28連接,支座28上安裝有內跟隨折角器29和外跟隨折角器39。當底板12左右運動時,內跟隨折角器29通過控制導軌4的軌跡跟隨內半模盒22運動,折疊內包煙頂部外側折角;同理,外跟隨折角器39通過控制導軌9的軌跡跟隨外半模盒20運動,折疊外包煙頂部外側折角。底板12上安裝有支座7,上方采用銷軸連接內折角器5、8,內折角器左端為折疊工作面,右端安裝有滾子,滾子插入折角器控制導軌6的槽內,利用螺栓將折角器控制導軌6與連接板2和內側上壓板3連接在一起。工作時,煙組定位器21通過控制內側滑動架31上的導軌32的軌跡并帶動擺桿33運動,以保證定位器能夠阻擋內包煙底部,使跟隨折疊器、內折角器和下折疊器在折疊時煙包不發生移動。
由圖2可見,兩組2×5排列形式的煙組進入組煙模輪,組煙模輪轉動至底端與雙通道平齊時,煙組被連續運行的第一輸送鏈上的兩塊推煙器從組煙模輪內推出,進入第一往復槽。內襯紙帶通過壓紋輥壓紋后由一對牽引輥送入剪切機構,切割成定長的兩張內襯紙,并由負壓吸輥向下輸送至Ⅰ工位,第一往復槽上的活動套口將煙組由第一推進器推入切割完成的內襯紙中,經第一往復槽預折過的內襯紙包裹著煙組進入第二通道Ⅱ工位,再通過折疊犁完成內襯紙底部內外兩個折角2a、2a′的折疊,同時內襯紙將煙組包裹成“U”型,即折疊2b、2b′;輸送鏈以速度v到達Ⅲ、Ⅳ工位,由第二通道的內襯紙固定折疊器折疊下長邊3a、3a′和上長邊4a、4a′;包裹內襯紙的雙鋁包被第一推進器推出,進入折疊并包裝置的半模盒內,在Ⅴ工位,折疊并包裝置以速度v1向前加速運行,內外半模盒以速度v2相向運動,內外折角器及跟隨折角器預折疊頂部折角5a、5a′;在Ⅵ工位,內外半模盒逐漸接近,雙鋁包靠攏,頂部折角5a、5a′折疊完成;折疊并包裝置繼續運行,折角器由導軌控制打開,在Ⅶ工位下折疊器向上運動折疊頂部下長邊6a;在折疊犁的出口處Ⅷ工位,雙鋁包與剪切后的內框紙一起進入折疊并包裝置,由推出推板折疊煙包頂部上長邊7a,再與內框紙匯合后進入商標紙折疊轉塔模盒內。
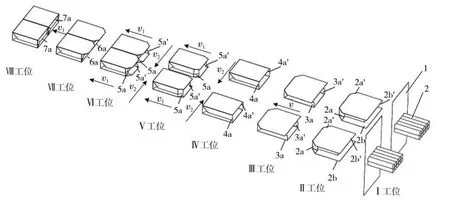
圖2 內襯紙折疊過程圖Fig.2 Process of innerliner folding
1.2 內襯紙并包機構
內襯紙并包機構包括滑動架、半模盒、控制導軌等部分,見圖1。底板12通過定位銷軸13與內、外側滑動架31、37連接并由螺栓緊固,由內外側滑動架帶動折疊并包裝置加速向前移動。底板12上安裝有直線導軌16、25,直線導軌與連接板17、24通過螺栓緊固,連接板17、24則通過導軌16、25滑動;連接板17前端連接外半模盒20,后端安裝有滾柱40,滾柱插入外半模盒控制導軌14槽內,外半模盒20根據控制導軌的凸輪軌跡實現模盒左右運動;連接板24前端連接內半模盒22,后端安裝有滾柱40,滾柱40插入內半模盒控制導軌27槽內,內半模盒根據控制導軌的凸輪軌跡實現模盒左右運動,內外半模盒間的間隙可通過螺釘15、26進行調節;控制導軌14用螺栓緊固在內框紙輸送底板11上,底板上的腰形孔可調節外半模盒的并包起始相位;控制導軌27用螺栓緊固在支撐板1上,支撐板1左右端分別與機架連接,通過控制導軌27上的腰形孔可調節內半模盒的并包起始相位,并包完成后模盒進入鎖緊位置。完成底部折角及側長邊折疊的雙鋁包被第一輸送鏈推煙器推入內外半摸盒22、20內,由于并包裝置的線速度比第一輸送鏈推煙器線速度快,此時并包裝置要快速移動煙包,避免頂部未完成折疊的內襯紙與推煙器發生干涉。上述過程完成后,底板12向前移動,接收下一個相位煙包進入模盒進行并包折疊。
1.3 內框紙插入機構
由圖1可見,內框紙插入機構將經過壓紋和切割后的內框紙輸送至底板11的輸送槽內,輸送槽右側安裝有導板10,內框紙由輸送槽上方的步進齒形帶送入內側上壓板3和外側上壓板19的下方時,由內外半模盒上的凸耳推動內框紙沿輸送通道向前運行,再由凸輪四桿機構控制的折疊犁和內框紙推板將內框紙和雙鋁包煙推出并匯合,最后將包裹有內框紙的雙鋁包推入包裝輪進行商標紙包裝。由于改進后未改變原機組設計基準,雙鋁包煙支排列為2×2×5時,雙鋁包厚度減小,寬度增大,導致內框紙的兩個折邊尺寸變小,進而造成內框紙插入雙鋁包時狀態不穩定。為解決此問題,在內框紙被推入上壓板下方、半模盒向前運行時,通過導軌將內框紙下降4 mm;在并包完成后內框紙插入雙鋁包前,通過導軌再次將內框紙下降4 mm,即內框紙下降8 mm后,內框紙插入雙鋁包時可以保證內框紙與煙包保持平行狀態,設備運行穩定可靠。
1.4 關鍵零件設計
1.4.1 內折角器組件
內折角器組件由折角器1、基座2、螺栓3、銷釘4、緊定螺釘5等組成,見圖3。基座2與并包裝置的底板通過螺栓連接,折角器1通過螺栓3與基座2連接,基座螺紋孔為通孔,可通過緊定螺釘5鎖緊螺栓3。折角器1上安裝的軸承由銷釘4和緊定螺釘5固定,軸承與控制導軌配合使折角器1動作,并保證折角器1靈活轉動。
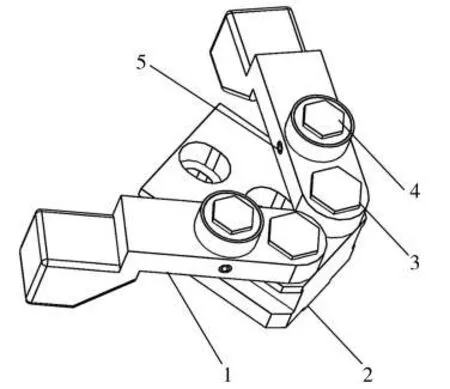
圖3 雙鋁包內襯紙內折角器組件結構示意圖Fig.3 Schematic diagram of structure of inner angle folder
1.4.2 內折角器控制導軌
由圖4可見,當煙包被第一推進器推出,脫離第一推進器進入半模盒內時,折角器為合攏狀態,半模盒并攏時完成內襯紙折疊,軸承按照控制導軌軌跡1運行;當折角器為動作狀態時,軸承按照控制導軌軌跡2運行,此時下長邊折疊器工作,與折角器互不干涉;當折角器快速打開至回程結束時,軸承按照控制導軌軌跡3運行。

圖4 內折角器控制導軌軌跡示意圖Fig.4 Schematic diagram of control guide trajectory of inner angle folder
2 應用效果
2.1 試驗設計
設備:FOCKE350包裝機組(德國FOCKE公司)。
方法:FOCKE350包裝機組安裝雙鋁包內襯紙折疊并包裝置后,按60包/min生產速度運行,根據云南中煙工業有限責任公司企業標準《電加熱不燃燒卷煙 第4部分:感官技術要求》,組織評吸專家分別對MC卷煙和對照卷煙進行評吸對比;根據GB 5606.3—2005《卷煙 第3部分:包裝、卷制技術要求及貯運》[11]對卷煙外觀質量進行檢測,統計卷煙包裝合格率,檢測周期為4個月,取平均值。
2.2 數據分析
由表1可見,MC卷煙總分略高于對照卷煙,其香氣溫和甜潤且較為豐富細膩,口感舒適自然,余味較干凈,勁頭較為適中,刺激性很小,表明雙鋁包裝方式有效保障了卷煙成品的香氣和水分。
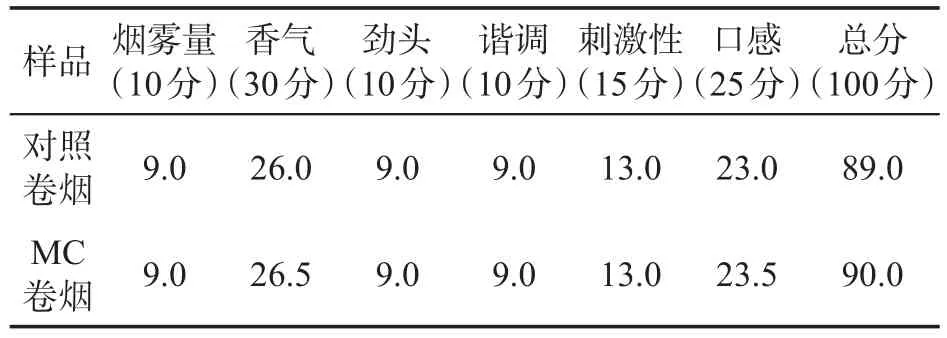
表1 MC卷煙和對照卷煙評吸結果對比Tab.1 Comparison of sensory evaluation results between MC and the control
由表2可見,FOCKE350包裝機組采用雙路直包生產雙鋁包加熱不燃燒卷煙時,卷煙外觀質量合格率平均為97.4%,可以滿足生產需求。
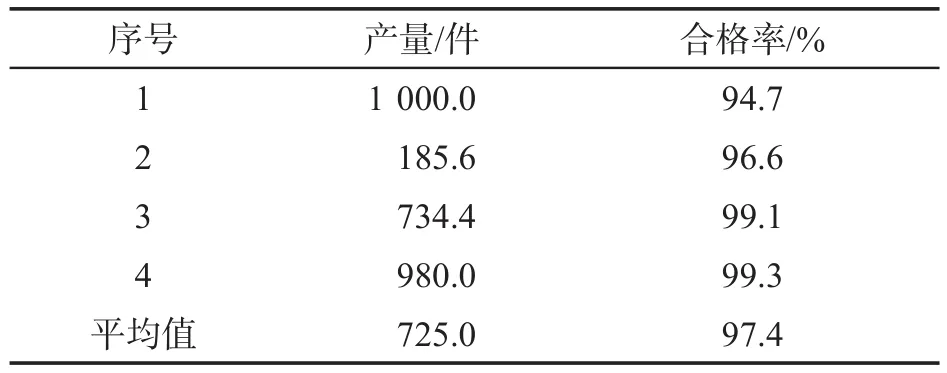
表2 MC卷煙外觀質量合格率統計Tab.2 Qualified rate of MC cigarette appearance
3 結論
在不改變FOCKE350包裝機組設計基準和外形尺寸的前提下,設計了雙鋁包內襯紙折疊并包機構、內框紙插入機構、內襯紙內折角器等部件,通過將單路直包改為雙路直包,并將內框紙輸送導軌高度下降8 mm,實現了雙鋁包卷煙規模化和自動化生產,較好地滿足了加熱不燃燒卷煙保香保潤的包裝要求。以玉溪卷煙廠生產的“MC(美西)”牌加熱不燃燒卷煙為對象進行測試,結果表明:改進后FOCKE350包裝機組生產的雙鋁包包裝加熱不燃燒卷煙,總分略高于對照卷煙,感官評吸質量良好,有效保障了卷煙成品的香氣和水分;卷煙外觀質量合格率為97.4%,能夠滿足卷煙工藝標準;設備運行穩定可靠,可以滿足卷煙包裝形式多樣化,提高包裝設備的生產效率。