鈦合金鑄造縮孔熱變形演變規律研究
2020-02-14 06:03:57劉繼雄張偉喬璐張平輝
科技創新與應用 2020年2期
劉繼雄 張偉 喬璐 張平輝

摘 ?要:文章主要利用真空自耗電弧爐、氣錘、光學顯微鏡、掃描電子顯微鏡等加工和分析設備,研究了TC4鈦合金鑄造過程中形成的縮孔,在鍛造過程中形狀、大小等特征的演變規律。結果表明,鈦合金鑄造凝固過程中,在頂端形成縮孔;隨熱變形量的增加,鑄造縮孔局部界面愈合在一起,縮孔尺寸減小,最終消失。
關鍵詞:鈦合金;鑄造;縮孔;熱變形
中圖分類號:TG146 文獻標志碼:A ? ? ? ? 文章編號:2095-2945(2020)02-0064-03
Abstract: In this paper, vacuum consumable arc furnace, air hammer, optical microscope, scanning electron microscope and other processing and analysis equipment are used to study the evolution of the shrinkage cavity formed in the casting process and the shape and size of TC4 titanium alloy in the forging process. The results show that the shrinkage cavity is formed at the top of the titanium alloy during casting solidification, and the local interface of the casting shrinkage cavity heals together with the increase of thermal deformation, and the shrinkage size decreases and finally disappears.
Keywords: titanium alloy; casting; shrinkage; thermal deformation
引言
鈦合金具有高的比強度、良好的高溫性能和耐蝕性能等多方面優異的性能,在航空、航天和艦船等領域得到了越來越廣泛的應用。鈦合金鑄錠熔煉過程中,由于液態向固態轉變體積收縮,當沒有液體填充時,會形成縮松或者縮孔。鈦及鈦合金鑄錠和鑄件的頂部(冒口)容易形成縮松和縮孔,是一種常見的缺陷[1-3]。
目前對鈦合金鑄造縮孔的特征和形成規律研究較多。徐達鳴等[4]人研究了鑄造Ti-15-3合金的凝固行為及組織特征,形成的縮孔內表面光滑。張穎娟等[5]利用三維對稱有限元模型,模擬了真空自耗電弧熔煉TC4合金鑄錠凝固過程的凝固組織、縮松和縮孔的形成,與試驗結果吻合很好。隋艷偉等[6]人開展了鈦合金離心鑄造縮孔的物料模擬研究工作,介紹了離心鑄造的縮孔特征。為了減少鑄造縮孔的影響,開展的工作主要采用補縮工藝,從而使縮孔減小[7],一般鑄錠在熱加工前會探傷并切除冒口。采用熱等靜壓工藝可以消除鈦鑄件的缺陷,包括縮松和小型的縮孔[8]。鍛造工藝對鑄造過程形成的縮孔也有影響[9]。但是對于熱變形過程中的縮孔的變化特征,還未見相關報道。
本文主要研究TC4鈦合金鑄造縮孔在熱變形過程中的演變規律,利用真空自耗電弧爐、氣錘、光學顯微鏡、掃描電子顯微鏡等加工和分析設備,制備出鑄造縮孔,并觀察縮孔在不同變形條件下的形貌特征,從而揭示鑄造縮孔的演變行為,為工業生產提供指導。
1 試樣制備與試驗方法
利用TC4鈦合金鍛造棒材作為原材料,進行一次真空自耗電弧熔煉,制備1kg小型鑄錠。鑄錠熔煉結束時,直接斷電,不進行補縮過程,使鑄錠冒口位置形成較大縮孔。利用制備鑄錠開展鍛造試驗,觀察鑄錠縮孔的變形特征。
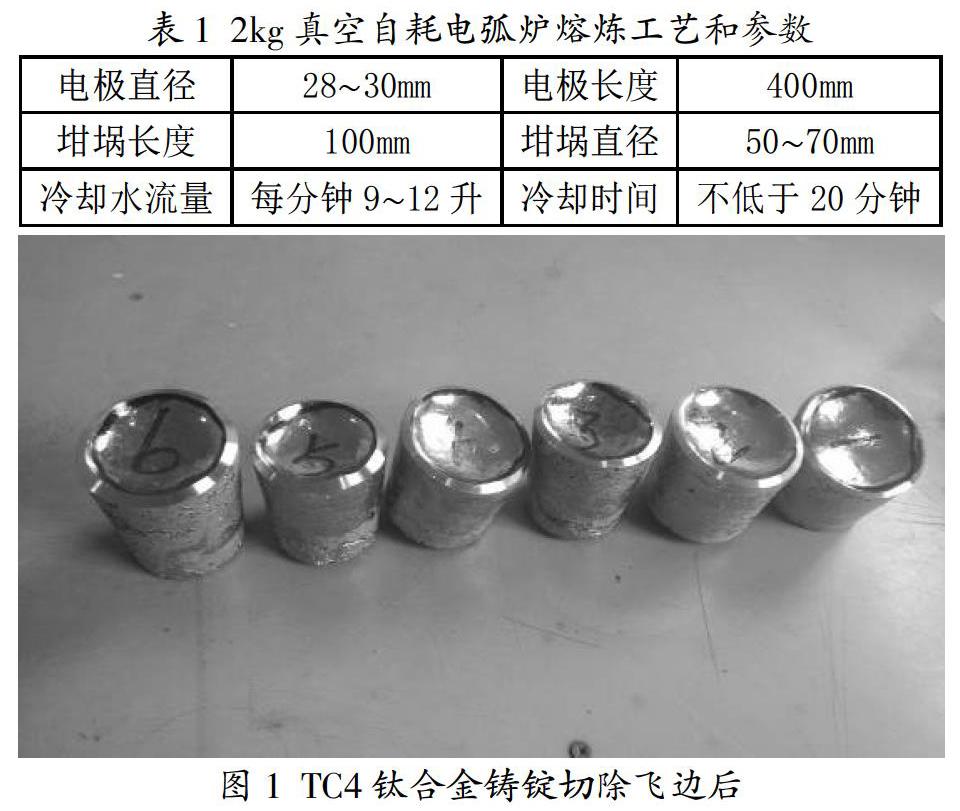
表1為2kg真空自耗電弧爐熔煉工藝和參數。利用相同的熔煉工藝,制備1kg鑄錠12個。鑄錠經切飛邊,見圖1,扒皮后進行鍛造試驗。
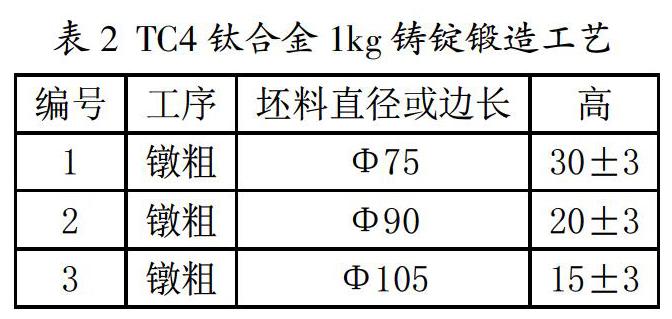
鍛造設備:750kg氣錘;鍛造工藝:加熱制度,1100℃/保溫30分鐘;設備:電爐。試驗坯料尺寸為Φ55×55mm。表2為TC4鈦合金1kg鑄錠鍛造工藝。
將試樣線切割剖開觀察擴散連接界面。界面試樣經機械打磨和拋光后侵蝕,侵蝕劑為體積比5:10:85的氫氟酸、硝酸和水溶液。利用光學顯微鏡ZEISS AX10觀察界面組織。
2 試驗結果與討論
2.1 鈦合金鑄造縮孔特征
圖2為TC4鈦合金1kg鑄錠縱向解剖截面特征。為了確定縮孔的位置,將試樣從冒口處進行車削,直至縮孔上端暴露出來。然后進行線切割,將縮孔進行解剖。圖2解剖前跟暴露出來的縮孔位置沿軸線確定線切割位置。圖2解剖后,可以觀察到縮孔的形貌和宏觀特征。解剖的兩個試樣具有共同的特征。縮孔底部在軸線上,頂部偏離軸線。縮孔內顏色呈金屬本色。
圖3為TC4鈦合金1kg鑄錠縮孔處組織特征。宏觀上,截面組織可以觀察到柱狀晶和等軸晶區,鑄態晶粒尺寸相對粗大。在掃描電鏡下,縮孔內表面光滑,形態不規則。表面到縮孔為劇烈過渡。
2.2 鈦合金鑄造縮孔熱加工后的特征
圖4(a)為TC4鈦合金1kg鑄錠不同變形量的截面特征。高度由55mm,鐓粗后厚度變為30、20和15mm。經過車削加工,在高度為30mm的試樣頂部觀察到了變形后的縮孔特征。20和15mm試樣未發現縮孔痕跡。
圖4(b)為TC4鈦合金1kg鑄錠變形量50%的截面宏觀特征。與鑄態縮孔相比,形態發生了很大的變化。在高度方向,縮孔尺寸減小明顯。縮孔經壓縮變形后被分割成小的縮孔,截面形狀不規則。
圖5為TC4鈦合金1kg鑄錠變形量50%的截面微觀組織特征。在兩個相鄰的縮孔處,可以觀察到愈合的痕跡。說明墩粗變形,使縮孔體積減少,孔內金屬接觸后愈合成為一個整體。
2.3 試驗結果分析與討論
鈦合金材料在加工過程中會出現多種缺陷,包括夾雜、偏析、縮松、縮孔、氣孔和孔洞等。這些鈦合金的缺陷可能來源于鑄造、熱變形、焊接、熱處理、電解加工、機械加工等各個工藝過程。為了確定鈦合金熱加工過程出現的缺陷類型,以及尋找解決缺陷方案,都需要分析鈦合金缺陷。這里是主要針對鈦合金加工過程中出現的孔洞狀缺陷。
當鈦合金加工過程中出現孔洞狀的缺陷時,可能是鑄造過程中形成的縮松、縮孔;也可能是加工過程中形成的氣孔、孔洞。這些孔洞狀缺陷具有不同的特征來進行區分。當孔洞狀缺陷是氣孔、孔洞時,氣孔是與外部連通的,熱變形后會氧化,熱變形不能消除,只是形態發生變化;孔洞是在極端情況下,塑性斷裂的臨界應力會在局部超過剪切帶應力從而形成小孔。這種小孔被稱為應力誘導孔洞(SIP)。一旦這種孔洞在熱加工中形成,在隨后的熱變形處理中將永遠不會消除。當孔洞狀缺陷是縮松、縮孔時,通過開展鈦合金鑄錠縮孔的演變特征試驗,觀察了鑄態和加工態縮孔的特征。根據上述試驗結果可以看出,經過熱加工,鑄態縮孔體積會減小,隨變形量的增加,縮孔體積會進一步減小。變形量足夠大的時候會完全愈合。由于是液態向固態轉變時體積收縮,沒有液體補充形成的,內部為真空狀態。內表面是光滑的,形狀不規則。經過熱變形后,體積和尺寸減小,足夠大的變形后完全愈合而消失。
3 結論
(1)TC4鈦合金鑄態縮孔內表面光滑,為金屬自由表面。(2)TC4鈦合金鑄態縮孔經過熱加工后體積減少, 可以觀察到界面接觸形成一個整體。(3)TC4鈦合金鑄造縮孔內部為真空狀態,是熱變化后能夠愈合的原因。
參考文獻:
[1]段麗艷.鈦鑄件的缺陷及消除方法的探討[J].輕金屬,2007,2:45-48.
[2]高平,趙永慶,于蘭蘭,等.TB6鈦合金鑄錠中的偏析[J].熱加工工藝,2009,38(17):13-16.
[3]常璐,夏金華,陳紹楷,等.鈦合金材料夾雜和偏析缺陷的實驗表征[J].西安文理學院學報:自然科學版,2011,14(1):57-59.
[4]徐達鳴,丁宏升,郭景杰,等.鑄造Ti-15-3合金的凝固行為及組織分析[J].材料科學與工藝,2001,9(2):151-153.
[5]張穎娟,寇宏超,李鵬飛,等.真空自耗電弧熔煉TC4鑄錠的凝固組織和縮松縮孔的模擬[J].特種鑄造及有色合金,2012,32(5):418-421.
[6]隋艷偉,劉愛輝,李邦盛,等.鈦合金離心鑄造縮孔缺陷物料模擬研究[J].鄭州大學學報(工學版),2009,30(1):61-64.
[7]陳鑫.鈦及鈦合金真空自耗熔煉補縮工藝研究[J].特鋼技術,2009,15(3):39-41.
[8]許嘉龍,陳克修,秦桂英,等.采用熱等靜壓消除鈦鑄件缺陷[J].上海鋼研,1979(01):8-12.
[9]齊立春,黃利軍,劉德林,等.Ti-1023鈦合金連接件鍛件折疊缺陷分析[J].鍛壓技術,2012,37(6):4-7.