煙支束成型機構的設計及應用
2020-02-22 06:22:15吳濤薛廷燦馬旭輝秦紹江
科技創新導報 2020年25期
吳濤 薛廷燦 馬旭輝 秦紹江
摘? 要:為解決YB42扁硬盒包裝機煙支束成型機構在推煙過程中易出現殘煙、卡煙,機件干涉損傷等問題。對煙支束成型機構進行整體合理的設計,采用新的組煙方式保證煙支束排列質量,再以直線運動推桿以推煙排的方式,將上下5-5排列的煙組橫向推入煙支束通道中,與煙支束通道的配合銜接順暢。該設計機構間配合精度要求相對較低,推煙板結構簡單,工作連續性好,設備運行穩定性顯著提升,該設計能夠有效改善煙組排列質量,工作連續性好。
關鍵詞:轉塔? 模盒? 推煙板? 煙支束? 組煙
中圖分類號:TP23? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ?文章編號:1674-098X(2020)09(a)-0078-03
Abstract: In order to solve the YB42 flat box packaging machine cigarette bundle forming mechanism in the process of pushing smoke prone to residual smoke, card smoke, machine parts interference damage and other problems, the cigarette bundle forming mechanism was designed as a whole and rationally, and a new group of cigarettes was adopted to ensure the quality of cigarette bundle arrangement. Then, by means of a linear motion push rod to push smoke exhaust, the 5-5 cigarette groups were pushed horizontally into the cigarette bundle passage, and the coordination and connection with the cigarette bundle passage were smooth. The design has a relatively low requirement for the precision of inter-mechanism coordination, simple structure of smoke pusher plate, good continuity of work and significantly improved stability of equipment operation. The design can effectively improve the quality of smoke group arrangement and good continuity of work.
Key Words: Turret; Mould box; Smoke pusher plate; Cigarette bundle; Smoke group
ZB42扁硬盒包裝機組在我廠用于高端卷煙生產,滿足了市場對卷煙包裝多品種、高檔次的要求,該機組額定生產能力:100包/min,煙支規格為:Φ7.8mm×92mm。YB42扁硬盒包裝機作為ZB42機組的主機, 其包裝形式為:雙倉扁盒、直包,煙支排列為5-5雙小包雙十排列包裝。在實際生產過程中,YB42煙支束成型機構推煙耙在推入煙支束過程中易產生殘煙、卡煙、煙庫鋼片與推煙耙干涉損壞等問題;煙支束檢測受空間限制,檢測連續性較差。鑒于此,我們對YB42煙支束成型機構進行分析研究,改善煙組排列質量及推送方式,系統性提高該機構的穩定性。
1? 問題分析
卷接合格的92mm長的煙支進入到YB42煙庫后,在下煙通道中排列成型的煙組由成型機構推耙直接將其推入到橫向輸送的煙支束通道中;因此,推耙的推煙精度就顯得非常重要。然而,在機器設計中,推耙推煙時的運動軌跡僅在很小一個范圍內允許有所偏差。但是在工程中推耙總成的所有零、構件是在不斷的循環工作的,各零、構件就要承受循環不斷的應力作用,也就使得其零、構件在運動中存在產生循環彈性變形以及塑性變形累積損傷的可能。分析驗證情況如下:
(1)在靜載荷的拉伸作用下,推耙所受應力與其發生的塑性應變是符合Hollomon定理:σ=K(εp)n。式中:σ—所受應力;εp—塑性應變;n—硬化指數;K—硬化系數。實驗中我們測得:n=0.022,K=85.605kg/mm2,相關系數為r=0.939。
(2)從零到最大載荷的應力與應變的關系為:ε=εe+εp=σ/E+(σ/K)1/n。推耙在循環工作時所有載荷的應力幅以及它承受載荷后所產生的塑性應變幅也是滿足Hollomon定理:σ=K1(εap)n1。式中:σ-循環應力幅;εap-循環塑性應變幅;n1-循環載荷下應變硬化指數;K1-循環載荷下硬化系數。
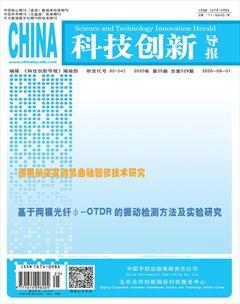
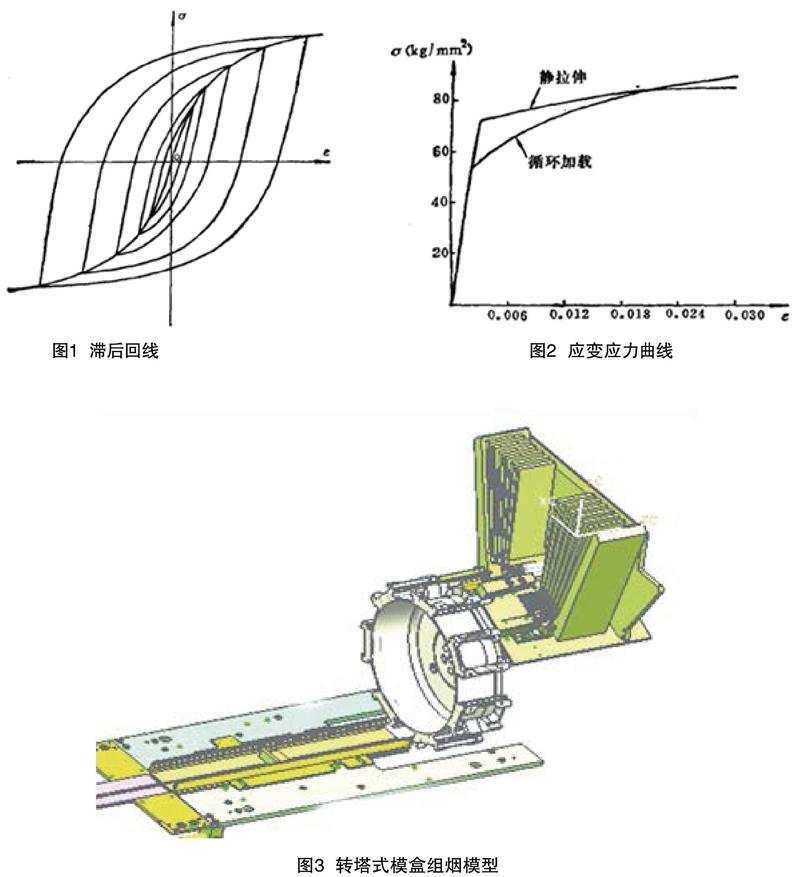
(3)通過階梯性等幅進行加載,測得n1=0.1556,K1=148.216kg/mm2,相關系數 r=0.945。在實驗中,每一級加載后的穩定滯后回線(如圖1):推耙在循環工作下的應變與應力的關系曲線為:εa=εae+εap=σa/E+(σa/K1)1/n1。從推耙在循環工作下的應力應變曲線(如圖2)中看出:推耙在循環工作下表現出循環應變軟化的特點,應力應變率較靜加載更大。
實驗表明,推耙在不斷的循環工作中會越來越容易產生循環彈性變形從而導致推耙運動在工作時因各方面的外力及內應力的作用在某次的工作行程中產生微觀較大的形變而較大范圍偏離設計運動軌跡,當偏離值大于機器設計所允許的最大范圍時就不可避免地產生了殘煙和卡煙現象的出現。循環工作時間越長,循環軟化現象越嚴重,也就使得殘煙和卡煙現象頻繁出現。
2? 設計思路
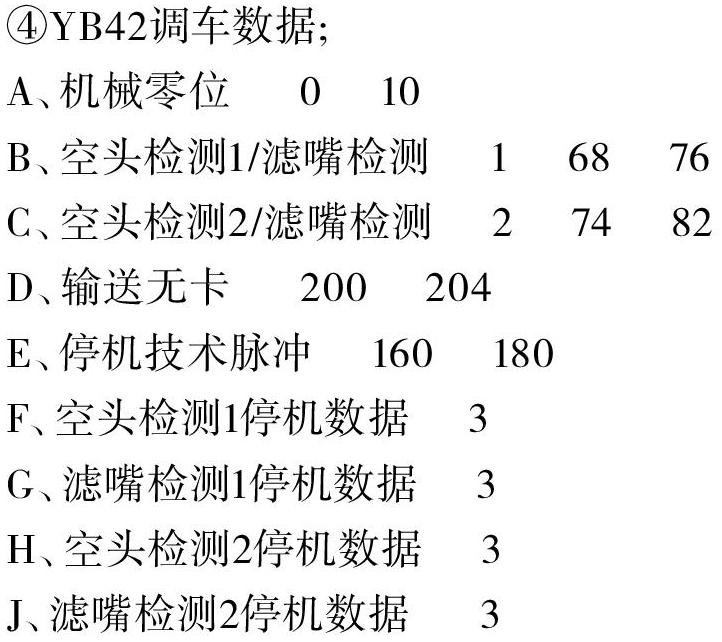
通過實驗分析,YB42煙支束成型推煙機構推煙過程易出現殘煙、卡煙、機件干涉損傷等問題,是由于機構相互配合容錯率低,煙支到達煙庫下煙通道后,由推耙直接將5-5雙排煙組推入橫向煙支束通道中,這樣的設計不能保證煙支排列質量,對機構間的配合精度要求較高,推耙在運動過程中出現微小的形變便會產生較大范圍的軌跡偏離。因此,我們考慮參考和借鑒FOCKE350S包裝機的組煙方式,將原機組煙方式改為轉塔式模盒組煙,保證煙組排列整齊、緊密,再采用直線運動推桿將轉塔模盒中5-5雙排煙組以推煙排的方式推入橫向煙支束通道中(如圖3)。該設計能夠有效改善煙組排列質量,機構間配合精度要求不高,工作連續性好,整個機構容錯率高。
2.1 機械部分設計
煙庫下煙設計為托板式,煙支在轉塔模盒內完成組煙后,由推煙板推送煙組,推煙板由直線運動推桿驅動,一次性將5-5雙排煙組推入煙支束通道。在這里轉塔模盒前段設計成敞開式的開口,推桿為直線運動,轉塔為旋轉間歇運動,不存在循環工作過程中某一時刻產生微觀較大形變而改變運動軌跡的問題,與煙支束通道的配合銜接順暢。空頭濾嘴檢測安裝在轉塔上,具備充足的安裝空間,轉塔為間歇運動可為煙支檢測提供必要的響應時間,保證產品質量檢測的連續性和穩定性。
2.2 電氣部分設計
組煙方式和推煙結構已經改變,所以需要在組煙時對推桿的動作與煙支到位信號和轉塔式煙庫進行對接,在組煙時轉塔式煙庫會靜止,在這個短暫的停頓中,轉塔式煙庫會有一個模盒的機械位置與上游煙庫對應,此時推桿迅速伸出,上下兩層5-5煙組迅速在模盒內完成。與此同時,在這個停頓中轉塔式煙庫的另一個模盒的機械位置會與YB42煙支束輸送通道在機械位置上處于同一軸線上,此時和組煙一樣,與之相對應的推桿迅速伸出將模盒內的煙組推入輸送通道中。所以轉塔、推煙機構與上游煙支輸送通道及下游煙支輸送通道間的配合以及煙支檢測的電氣支持也必須配套跟上。因此采用獨立的PLC對轉塔煙庫和推煙機構機構進行控制,動作信號與上下游信號進行對接,確保煙支束成型和供給的準確性和連貫性。
2.3 設備調試
(1)零點調整:點動設備運行到形成盒剛剛移動那一刻為機械零位(觀察人機界面);
(2)空頭檢測1/濾嘴檢測1和空頭檢測2/濾嘴檢測2的調整;
①原理:按每分鐘110包計算:1min=60000ms;60000/110=545ms/360個脈沖=1.51ms;即每個脈沖用1.51ms;1.51ms*7個脈沖=10.06ms;即檢測脈沖間隔應大于7個脈沖;
②調整原理:點動YB42運行檢測到位檢測位置,記下脈沖數,輸入數值時應大于該數值,點動YB42運行到設備結束前的數值時,輸入數值時應小于該數值。
③調整數值不要小于7個脈沖,調整時應反復調整該數值到準確為止。
④YB42調車數據;
3? 應用效果
通過對煙支束成型機構的研究,采用新的組煙方式和推煙結構后,該機構設計合理,煙支排列整齊、緊密,推煙板結構簡單,工作連續性好,整個機構配合容錯率高,設備運行的穩定性顯著提升。同時,采用新的組煙方式和推煙結構后,煙支空頭和濾棒檢測裝置安裝于轉塔上,在線質量檢測的有效性和準確性得到了有效改善。
參考文獻
[1] 一種用于口服液瓶全自動包裝裝置[J].橡塑技術與裝備,2019,45(10):67.
[2] 陳銳鴻.基于PLC控制的自動堆疊機設計[J].制造業自動化,2018,40(3):138-141.
[3] 呂小波,馬立,刀榮貴,等.ZB45包裝機組煙包干燥輸出獨立驅動裝置的設計[J].煙草科技,2019,52(3):107-111.
[4] 于新穎.YB45包裝機煙支傳送系統的優化與仿真[D].延吉:延邊大學,2017.
[5] 梁志平.卷煙燃燒錐落頭傾向測試裝置的設計與實現[D].昆明:云南大學,2018.
[6] 白云飛.煙支濾嘴搓接過程的分析與研究[D].昆明:昆明理工大學,2018.