LGB150螺桿泵泵體專用鏜床控制系統(tǒng)的設計研究
2020-03-02 20:08:38王穎鄭泓睿
時代汽車 2020年18期
關(guān)鍵詞:螺桿泵
王穎 鄭泓睿
摘 要:通過開發(fā)LGB150螺桿泵專用鏜床的控制系統(tǒng),使鏜床中的動力頭、多軸箱、鏜模、數(shù)控滑臺、潤滑系統(tǒng)等部件能夠穩(wěn)定運行,同時基于PLC設計了LGB-150螺桿真空泵泵體專用鏜床控制系統(tǒng)的流程,實現(xiàn)專用鏜床啟動運行、自適應變速、自動加工等過程的控制,增強了機床電氣控制系統(tǒng)工作的可靠性和可操作性。
關(guān)鍵詞:螺桿泵 專用鏜床 控制系統(tǒng) PLC
Design and Research of the LGB150 Screw Pump Special Boring Machine Control System
Wang Ying Zheng Hongrui
Abstract:Through the development of the control system for the special boring machine of LGB150 screw pump, the power head, multi-axis box, boring mold, CNC slide table, lubrication system and other components in the boring machine can be operated stably. At the same time, the LGB-150 screw vacuum pump is designed based on PLC. The process of the special boring machine control system realizes the control of the special boring machine start-up operation, adaptive variable speed, automatic processing and other processes, and enhances the reliability and operability of the machine tool electrical control system.
Key words:screw pump, special boring machine, control system, PLC
目前,國內(nèi)廠商生產(chǎn)的真空泵體普遍采用坐標鏜床的生產(chǎn)方式,具有加工質(zhì)量不穩(wěn)定,生產(chǎn)效率較低等問題[1],因此針對批量生產(chǎn)泵體的專用鏜床需求迫在眉睫。控制系統(tǒng)作為專用鏜床運行的“大腦”,用來控制專用鏜床的啟動運行、變速、自動加工等過程,因此,設計一個專用鏜床的控制系統(tǒng)至關(guān)重要。
1 傳統(tǒng)泵體加工誤差分析
傳統(tǒng)泵體加工時,主要由主軸回轉(zhuǎn)誤差、導軌誤差和傳動誤差組成[2]。其中主軸回轉(zhuǎn)誤差即各瞬間主軸的實際回轉(zhuǎn)軸線與平均回轉(zhuǎn)軸線相對比產(chǎn)生的的變動量。它由擺動的角度、跳動的徑向圓以及軸向竄動三種基本形式組成。導軌誤差不僅僅包括導軌自身的制造誤差,也包括導軌的安裝質(zhì)量和不均勻磨損所產(chǎn)生的誤差。傳動誤差包括夾具引起的誤差和刀具引起的誤差[3]。
因此為了減少傳統(tǒng)泵體加工所產(chǎn)生的一系列誤差,需要設計一個泵體加工的專用鏜床。
2 LGB150螺桿泵專用鏜床加工流程
LGB150螺桿泵專用鏜床控制系統(tǒng)的實現(xiàn)主要有幾個部分組成:一是鏜床控制系統(tǒng)的總方案擬定,包括專用鏜床控制總體方案設計、可行性分析;二是PLC控制電路的設計,包括控制系統(tǒng)所有子電路的設計;三是PLC程序算法設計,包括系統(tǒng)啟動運行、自適應變速、自動加工等過程的算法設計;四是專用鏜床的安裝調(diào)試,包括專用鏜床的運行與性能評定、控制系統(tǒng)的運行情況檢測與評價[4]。
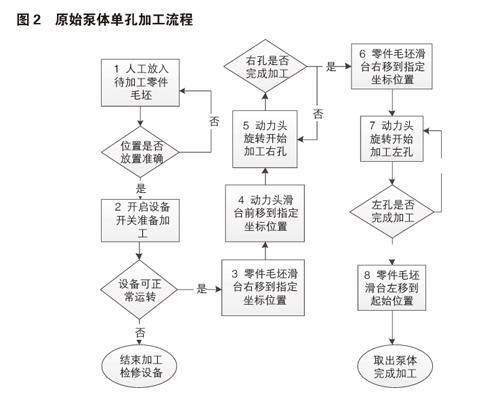
對于原始的單軸加工時,如圖2所示,首先人工放入待加工的零件毛坯,若位置放置準確,則開啟設備開關(guān)準備加工,在設備正常運轉(zhuǎn)的情況下,零件毛坯滑臺會右移到指定坐標位置,然后動力頭滑臺前移到指定坐標位置,對于LGB150螺桿泵,動力頭先加工右孔,加工完成后再加工左孔,雙孔加工完畢后,零件毛坯滑臺左移到起始位置,最后關(guān)閉設備,取出泵體。
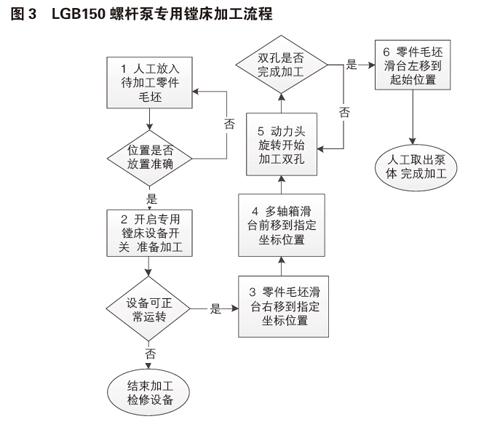
LGB150專用鏜床的加工流程如圖3所示,首先人工放入待加工的零件毛坯,然后開啟專用鏜床設備開關(guān),準備加工,若設備可正常運轉(zhuǎn),則將零件毛坯滑臺右移到指定坐標位置,多軸箱滑臺前移到指定坐標位置,然后動力頭旋轉(zhuǎn)開始加工雙孔,雙孔加工完成后,零件毛坯滑臺左移到起始位置,最后關(guān)閉設備,取出泵體。
3 PLC控制系統(tǒng)方案設計
本文設計的LGB-150真空泵泵體專用鏜床控制系統(tǒng)包括可編程邏輯控制器、D/A轉(zhuǎn)換模塊、A/D轉(zhuǎn)換模塊、伺服驅(qū)動機、伺服電機、刀具、工件、多軸箱電機、電流互感器、電流變送器、液壓壓力傳感器、冷卻液壓力傳感器。采用多軸箱的方式,實現(xiàn)雙孔同時加工,節(jié)省加工的一半時間,提高了鏜床的工作效率;通過可編程邏輯控制器的運用,減少了硬件電子器件的數(shù)量,提高了系統(tǒng)運行的穩(wěn)定性[5]。
1、可編程邏輯控制器:集成了A/D轉(zhuǎn)換模塊、D/A轉(zhuǎn)換模塊、CAN通訊模塊,實現(xiàn)數(shù)模轉(zhuǎn)換、模數(shù)轉(zhuǎn)換以及與觸摸屏的通信[6];
2、多軸箱電機:多軸箱中動力頭由傳統(tǒng)的單頭變雙頭,實現(xiàn)雙孔一次性加工,同時減少零件毛坯控制臺的二次滑動;
3、電流變送器以及電流互感器:實現(xiàn)多軸箱電機電流的轉(zhuǎn)換,實現(xiàn)向可編程邏輯控制器信號的傳遞,使可編程邏輯控制器對主軸輸出功率進行監(jiān)控,保持主軸電機輸出功率的恒定[7];
4、伺服驅(qū)動機、伺服電機:通過可編程邏輯控制器的控制實現(xiàn)刀具的給進;
5、液壓壓力傳感器:用于對授油器液壓裝置進行壓力測量[8]。
4 結(jié)論
LGB150螺桿泵泵體專用鏜床控制系統(tǒng)的設計與開發(fā)實現(xiàn)了針對LGB-150螺桿真空泵泵體專用鏜床的控制,提高了泵體加工專用鏜床的運行效率,改進了系統(tǒng)運行穩(wěn)定性。從經(jīng)濟效益來看,泵與電機產(chǎn)業(yè)是我國傳統(tǒng)制造產(chǎn)業(yè),產(chǎn)品遠銷歐美、亞洲、非洲等國家和地區(qū)。但真空泵企業(yè)普遍采用傳統(tǒng)的坐標鏜床加工生產(chǎn)方式,專業(yè)鏜床的需求很緊迫,因此專業(yè)鏜床的應用具有很大的拓展空間,專業(yè)鏜床的核心——控制系統(tǒng)也將被廣泛應用。
從社會效益來看,LGB-150螺桿真空泵泵體專用鏜床的控制系統(tǒng)方案,一是能夠滿足企業(yè)的生產(chǎn)要求,實現(xiàn)機床系統(tǒng)的高效運行,提高生產(chǎn)的自動化程度;二是通過研究這一系統(tǒng)的設計方法,能夠為相關(guān)設計人員在以后實際應用中提供有效的參考建議和可行性依據(jù)。
參考文獻:
[1]徐海波. 坐標鏜床在模具加工中的應用[J].產(chǎn)業(yè)與科技論壇,2011,14:57-58.
[2]郭曉亮. 汽車發(fā)動機缸體加工變形分析及精度控制探析析出文獻題名[J].中小企業(yè)管理與科技,2015,09:234.
[3]張越;張臨濤;談偉. 精密減速器傳動誤差測量精度分析[J].機械傳動,2020,06:121-125.
[4]汝曉艷. 基于PLC的鏜床電氣系統(tǒng)升級改造設計[J].山東工業(yè)技術(shù),2019,11:145.
[5]何凱. 基于三菱PLC的自動鏜床的設計[J].輕工科技,2017,09:31-34.
[6]陳智勇. PLC技術(shù)在數(shù)控機床控制系統(tǒng)的應用探究[J].電子制作,2020,09:63-64.
[7]溫毅. 一種基于PLC的機械手控制系統(tǒng)設計[J].科技視界,2020,15:100-102.
[8]馬曉鑫. 液體環(huán)境中FBAR壓力傳感器的仿真與分析[J].儀表技術(shù)與傳感器,2018,10:6-8+38.
猜你喜歡
設備管理與維修(2021年12期)2021-07-28 02:40:04
裝備制造技術(shù)(2021年2期)2021-07-21 05:38:22
測控技術(shù)(2018年12期)2018-11-25 09:36:58
中國設備工程(2017年16期)2017-08-30 10:23:42
中國煤層氣(2015年1期)2015-08-22 03:05:49
電機與控制應用(2015年10期)2015-03-01 03:50:24
