碳纖維復合材料力學性能試樣的加工研究
2020-03-03 06:11:40
機械制造 2020年2期
上海特一絲路車輛裝備有限公司 上海 201613
1 研究背景
碳纖維復合材料是一種由碳纖維和增強樹脂復合而成的新型材料,具有比剛度和比強度高的特性,以及耐腐蝕、耐疲勞等性能,可以替代部分常規金屬材料。至今,航空航天行業越來越多地采用碳纖維復合材料,當今主流的民用客機,例如空客A350、波音787,復合材料比例達到了50%以上,空客A320機型達到46%,中國商飛新研制的C919機型達到30%。
碳纖維復合材料屬于典型的各向異性材料,在產品結構上可設計性強。這決定了在材料研發、工藝驗證、工程應用等階段都需要進行大量的性能測定與評定[1],這一工作稱之為性能表征。性能表征在復合材料及結構的研制、生產中有重要作用[2],貫穿于材料篩選、材料取證、材料驗收、材料等同性和結構證實等過程中。
性能表征需要通過測試獲得數據,因此需要制備和加工大批量試樣。這些試樣具有尺寸小、精度高、數量多等特點,高質量、經濟、高效率地完成對試片的加工成為實際需求。碳纖維復合材料制件常用的加工方法有車削、銑削、鉆孔、磨削,以及螺旋銑孔、超聲振動、電火花、水射流等加工方法。傳統的車削或銑削加工方式需要強度高、耐磨損的刀具材料和涂層技術,對切削加工中刀具的切削質量、性能、使用壽命及控制成本提出了更高的要求[3-4]。易出現的加工缺陷主要包括表面分層、表面凹陷、表面微裂紋、纖維脫粘及熱損傷等[5],且主要受纖維切削角和刀具刃口鋒利程度影響。超聲振動加工是使刀具以一定頻率沿切削方向高速振動進行切削的特種加工技術,具有切削行程短、切削量均勻、散熱條件好、切屑容易排除、刀具磨損小等優點[6],加工表面可以在較低切削速度下獲得良好的表面粗糙度,其研究和應用多集中于孔的加工。螺旋銑加工方式是對傳統銑削加工方式的優化,通過螺旋進給的方式進行銑削加工,在大直徑的孔加工中易實現,具有一定的優勢,可獲得良好的加工質量,并能提高加工效率[7]。電火花加工方式利用放電時產生的局部高溫、高壓蝕除材料,達到加工的效果[8]。電火花加工多用于金屬材料的加工,其放電時產生的高溫會對試片的增強體產生燒灼,影響試樣局部物理和力學性能。高壓水射流加工以水為載體,通過增壓設備和特定噴嘴射出后,形成具有較高能量的射流[9]。高壓水射流加工是冷態切割,產生熱量低,對工件性能影響小,還具有可加工的材料范圍廣、加工效率高等優點,但也存在加工精度低、隨加工深度增大易出現切縫質量不均勻等現象。
筆者綜合研究以上碳纖維復合材料加工方法的優缺點,以碳纖維復合材料力學性能試樣為研究對象,提出一種磨削加工方法。分析磨削加工的原理、工藝路線,開發了一種專用設備,并通過壓縮極限強度試樣加工進行應用驗證,從加工質量和效率方面與傳統數控銑削加工進行比較[10]。
2 試樣加工工藝分析
2.1 加工要求
民用飛機碳纖維復合材料常用的力學性能表征測試項目及其標準見表1。

表1 碳纖維復合材料常用力學性能表征測試項目
加工要求嚴、尺寸小、數量和種類多是碳纖維復合材料力學性能試樣的特點。
以壓縮極限強度試樣為例,其尺寸和精度要求如圖1所示。
從圖1中可以看出,該試樣除了尺寸精度要求外,對四個側面的平行度和垂直度都有較高的要求。
除尺寸、形位公差要求外,碳纖維復合材料力學性能試樣還有一些隱性的要求。碳纖維復合材料若表面劈裂,在測試過程中會引起應力集中,造成不正常的破壞模型。由于碳纖維復合材料的增強體一般為樹脂,耐高溫性能差,因此要避免加工過程中產生過多的熱量對試樣性能產生影響。
2.2 加工工藝路線
加工工藝路線如圖2所示。
(1) 粗加工。采用鋸床設備,將固化成形后的碳纖維復合材料大板裁切成單個試樣,每邊留取0.3~0.8 mm的余量。
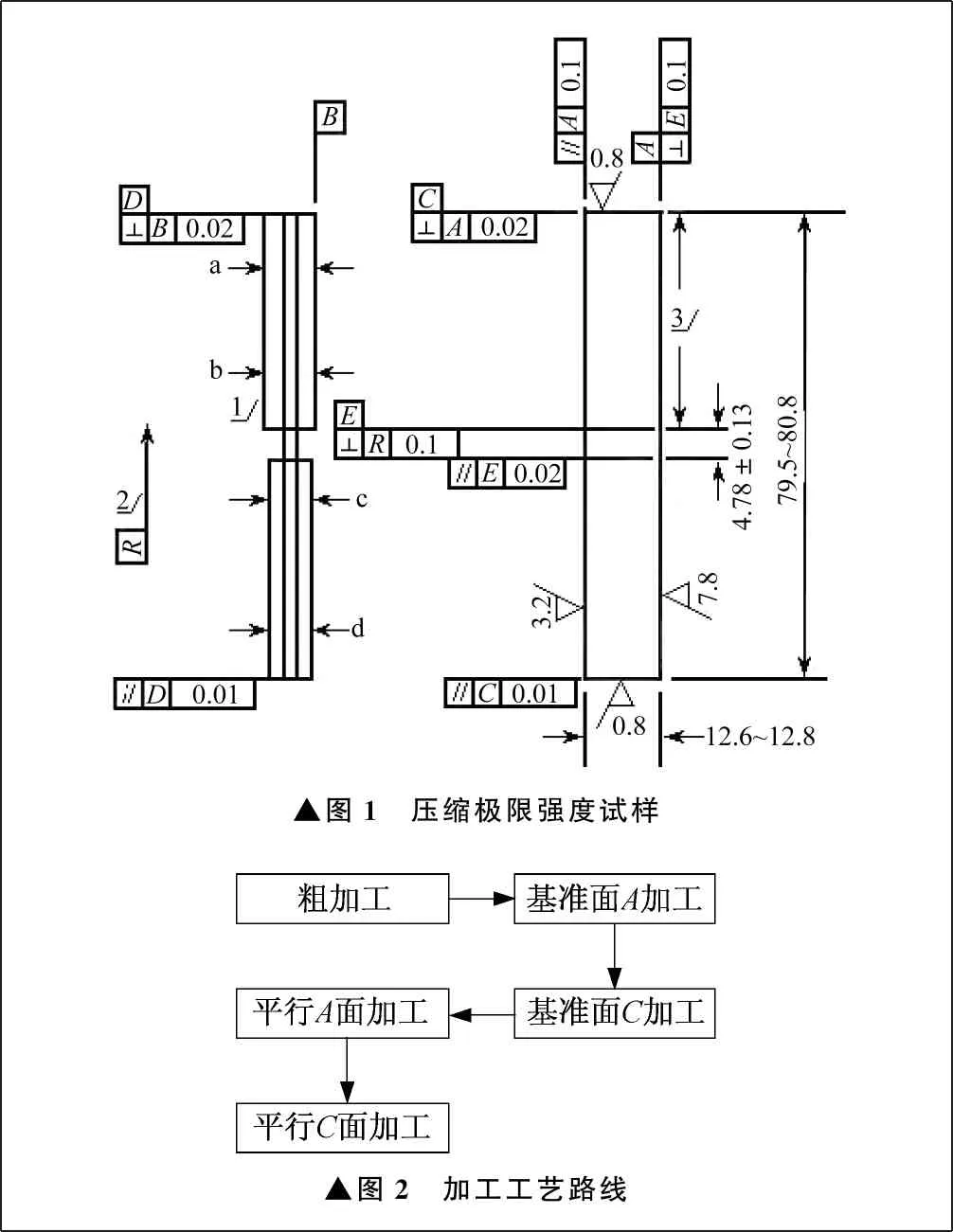
▲圖1 壓縮極限強度試樣▲圖2 加工工藝路線
(2) 基準面A加工。采用磨削加工設備,加工出基準面A。
(3) 基準面C加工。采用磨削加工設備,加工出與A面垂直的基準面C。
(4) 平行A面加工。采用磨削加工設備對A面的平行面加工至最終尺寸。
(5) 平行C面加工。采用磨削加工設備對C面的平行面加工至最終尺寸。
2.3 加工工藝裝備
磨削加工的原理為利用高速旋轉砂輪與工件材料之間高速往復的運動,將工件材料余量去除。砂輪由磨粒和粘接劑組成,起到切削作用的主要是砂輪磨粒,與工件之間產生的磨削作用分為滑擦、刻劃和切削三個階段。磨削加工如圖3所示。
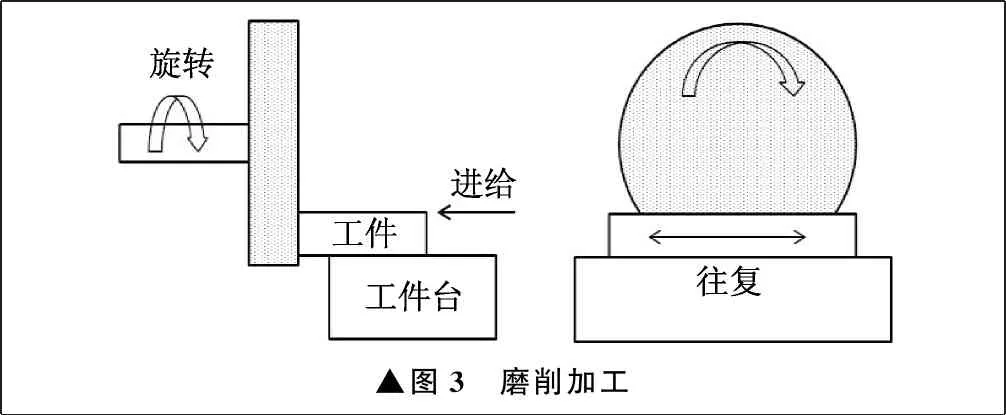
▲圖3 磨削加工
磨削加工具有五個方面的特點。
(1) 相對于銑削加工精度高,表面質量好。可以獲得IT5級的加工精度和0.01 μm的表面粗糙度Ra值。
(2) 自銳性。砂輪經過長時間磨損變鈍后會破碎,產生新的棱角,或者直接脫落,露出新的有棱角的磨粒。基于這一特點,不用更換砂輪即可繼續對工件進行加工。
(3) 適用于對高硬度材料工件進行加工,如鑄鐵、硬質合金、陶瓷、合金鋼等。
(4) 加工時產生大量熱量,不易散發,導致砂輪和工件溫度升高,可能會影響工件的物理和化學性能。
(5) 由于砂輪與工件接觸面大,加工過程中背向力大,傳遞到加工對象、設備及工裝夾具上,引起彈性變形,最終可能影響加工精度。
結合碳纖維復合材料力學性能試樣的加工要求及磨削加工工藝特點,筆者開發了一種磨削加工專用設備,如圖4所示。
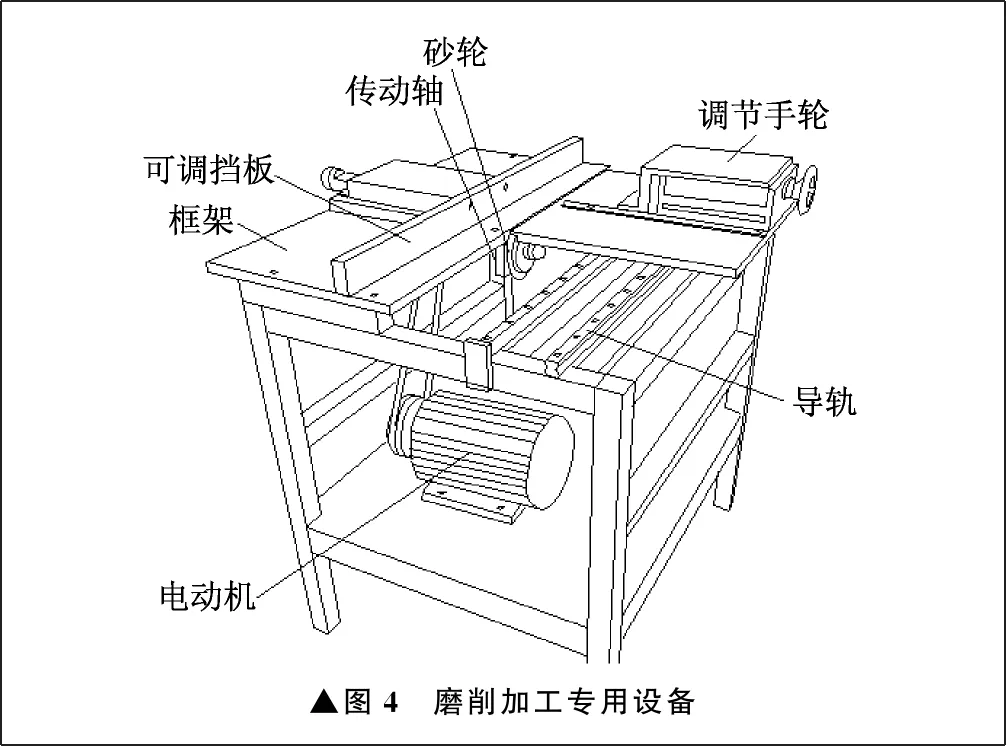
▲圖4 磨削加工專用設備
該設備由框架、電動機、傳動軸、可調擋板、導軌和調節手輪等部分組成,工作原理如下:由電動機驅動傳動軸,砂輪與傳動軸固定在一起同步旋轉運動;通過變頻器控制電動機的轉速;調節手輪平臺可以沿著導軌進行X向往復運動,將待加工的試樣固定在調節手輪的平臺上;旋轉手輪可進行Y向往復運動,精確調整試樣與砂輪之間的距離,控制試樣加工的寬度尺寸。
該設備結構簡單緊湊,臺面尺寸適中,與試樣加工尺寸相適應,轉速可調節,加工精度高,設備造價成本低。
3 加工驗證
以壓縮極限強度試樣為對象進行加工,五片為一組。按照工藝路線先進行粗加工,再進行磨削精加工。磨削精加工采用的參數見表2。
在磨削加工過程中,碳纖維復合材料的樹脂易粘附在砂輪上,長時間粘附會削弱砂輪磨粒的鋒利程度,而且會增大摩擦力,從而產生大量切削熱量,影響加工試樣的表面質量,并可能會灼傷試樣。對此,全程加工應采用水冷卻。
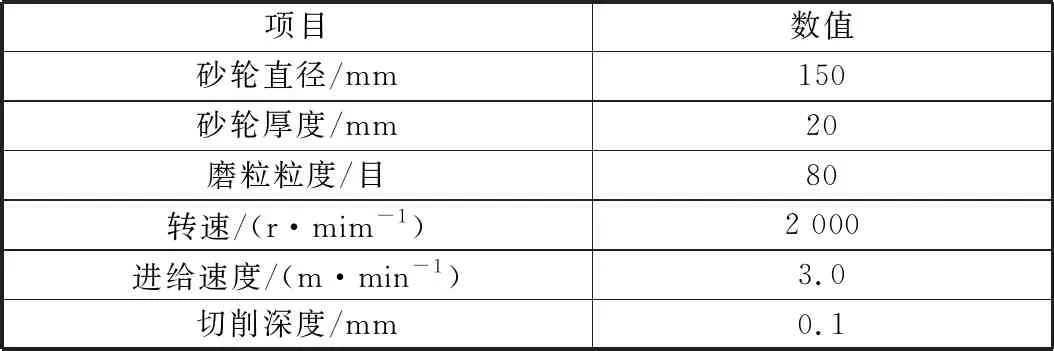
表2 磨削精加工參數
加工后的試樣表面粗糙度Ra達到0.8 μm,表面沒有出現劈裂分層。
磨削加工后的試樣如圖5所示。

▲圖5 磨削加工后試樣
對磨削加工與數控銑削加工的效果進行對比,見表3。

表3 磨削與銑削加工對比
由表3可見,對碳纖維復合材料性能試樣進行加工,磨削加工的試樣表面粗糙度和精度比銑削加工好,設備一次性投入成本降低90%,刀具成本降低2/3,經濟效益優勢明顯。
4 結束語
碳纖維復合材料在航空領域應用越來越廣泛,力學性能表征也日趨頻繁和標準化。碳纖維復合材料力學性能試樣具有尺寸小、精度高、種類多的特點,采用磨削工藝和設備進行加工,方法可行。加工試樣表面質量高,尺寸精度高,設備投入成本低,綜合成本低。降低加工過程中樹脂對砂輪的粘附,提高裝夾效率,是需要進一步研究的方向。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
