垂直沖擊試驗機的研制
2020-03-04 03:45:18
機械制造 2020年1期
膳魔師(江蘇)家庭制品有限公司 江蘇淮安 223010
1 研制背景
塑料產品在日常生產生活中有極大的需求量,對塑料產品進行強度測試,使其強度達到一定的要求,以滿足生產生活所需,非常有必要[1]。目前,常采用擺錘沖擊試驗機和電磁吸合落球沖擊試驗機對塑料進行強度測試,但均無法解決由于塑料產品彈性變形而造成的對沖擊體的反彈,進而形成二次甚至多次自由落體反復沖擊,使測試結果不準確。對此,筆者結合實際工作中出現的問題,研制一種有效防止反復沖擊的垂直沖擊試驗機。
2 結構設計
2.1 總體結構
垂直沖擊試驗機采用模塊化設計思路,整機由基本框架模塊、測量機構模塊、沖擊機構模塊、快速夾具模塊組成,如圖1所示。基本框架模塊由底板、支撐柱、導向軸座、導向軸、蓋板、定板組成。測量機構模塊由膠頭螺釘、刻度牌、測板、槽條連接件組成,可針對塑料產品不同的高度,建立相對基準。沖擊機構模塊由沖擊體機構和慣性觸發機構組成,沖擊體機構負責對塑料產品施加沖擊力,慣性觸發機構確保沖擊體機構只對塑料產品施加一次沖擊力。快速夾具模塊由夾具體和強磁組成,通過磁力固定,實現快速夾取功能。
2.2 力學原理與計算
垂直沖擊試驗機將重力勢能轉化為動能,由此產
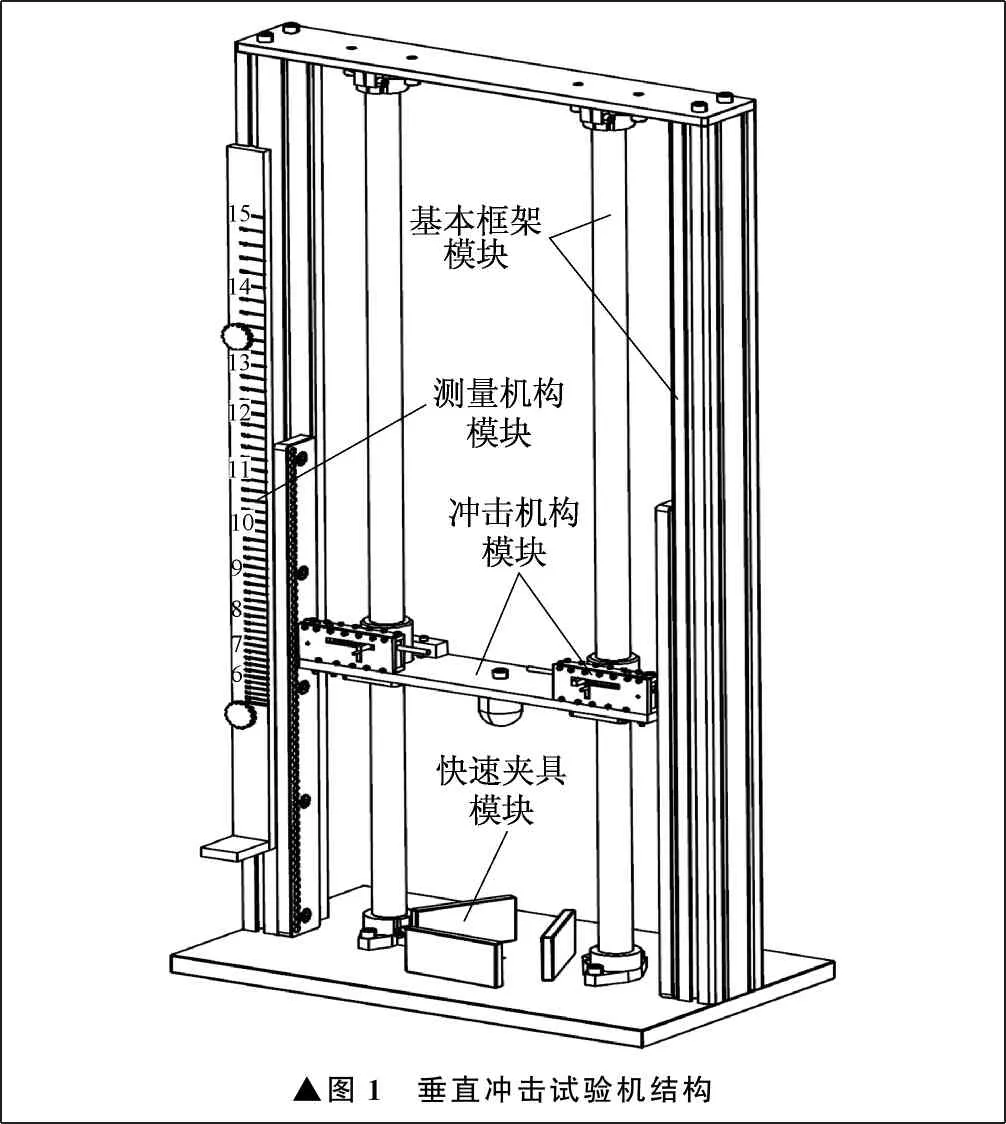
▲圖1 垂直沖擊試驗機結構
生沖擊力。試驗時,將沖擊體機構提升到一定高度并保持,產生重力勢能,之后撤銷對沖擊體機構高度的保持,使其自由落體產生沖擊力[2-5]。
重力勢能E為:
E=mgh=mv2/2
(1)
式中:m為沖擊體機構質量;g為重力加速度;h為沖擊體機構高度;v為沖擊物體時的速度。
由式(1)可以得到沖擊體機構中沖頭沖擊塑料產品時的速度v為:
(2)
動量定理公式為:
Ft=mv
(3)
式中:F為沖擊力;t為沖擊力作用在塑料產品上的沖擊時間。
由式(1)、式(3)可以得到沖擊力F為:
(4)
由于沖擊時間極短,重力加速度為固定值,沖擊體機構質量為設定值,因此沖擊體機構高度h與沖擊力F成正比關系,即沖擊高度越高,沖擊力越大;反之,沖擊力則越小。
在保證導向軸豎直的情況下,沖擊體機構自由落體與導向軸產生的摩擦力f1與空氣阻力f2使沖擊力的實際值F1小于沖擊力的理論值。為修正F1,使其等于F,在提升沖擊體機構時,需要在理論高度h1的基礎上增加一定的高度Δh,即修正后的實際沖擊機構高度h為h1+Δh,增加的高度部分產生的沖擊力用于抵消摩擦力和空氣阻力,提高沖擊力的精度。于是有:
(5)
沖頭沖擊面的大小對塑料產品的耐沖擊性評估有直接影響,根據壓強定理可得到沖擊面面積S和沖擊力F、壓強p的關系為:
p=F/S
(6)
根據生產實際需求,設定沖擊面面積,可以判定塑料產品的強度是否合格。
2.3 慣性觸發機構
慣性觸發機構利用慣性是物體的固有屬性這一特點,通過慣性來觸發鎖止機構,實現自動觸發[6-9]。推動撥手壓實彈簧,向上提起撥銷至止扣上表面貼合定軸后保持。慢松撥手,彈簧推動撥手直到與止扣接觸面貼合,撥手與止扣在彈簧推力下處于穩定狀態。慣性觸發機構如圖2所示。

▲圖2 慣性觸發機構
慣性觸發機構固定在沖擊機構模塊的載板上,當沖擊體機構作自由落體運動時,慣性使彈簧、撥手、止扣處于穩定狀態。當沖頭接觸到塑料產品釋放沖擊力時,速度在極短時間內降為0,此時止扣由于本身慣性作用力大于彈簧施加在撥手和止扣觸合面的壓力,下落被強磁吸住。在止扣離開撥手后,彈簧推動撥手及定軸移動。在沖頭釋放完沖擊力,塑料產品吸收、轉變為彈性變形反作用于沖頭后,沖擊體機構向上運動,沖頭離開塑料產品。同時,定軸繼續由彈簧推動,直至插入定板的孔中,完成一次沖擊。最終鎖止沖擊體機構,達到一次沖擊效果。
2.4 相對基準設定
由式(3)可知,在設定對一個塑料產品的沖擊力之前,需要確定沖擊體機構的高度。塑料產品的高度各異,需要設定相對基準,如圖3所示。圖3中,Q、R為塑料產品。當h1等于h2時,兩個塑料產品被施加的沖擊力相等,但沖頭至底板的距離x不等于y,則不同高度的塑料產品要獲得相等的沖擊力,需要設定不同的沖擊高度。
通常情況下,刻度牌上沖擊力的表征從底板起始向上。以塑料產品Q為例,需在刻度牌上扣除產品自身高度b,再以b為基點,根據需要的沖擊力計算出h1的高度,得到的d點即為沖擊高度。同樣,塑料產品R也可以得到沖擊高度c。由于產品Q和產品R自身高度不同,因此需要重新在刻度牌上進行標定。這種操作煩瑣復雜,并且容易出錯。
為解決上述問題,設定一種相對基準,在塑料產品的待沖擊面上建立基準零點,避開產品的自身高度,在相對基準上設定通用的沖擊力表征,將刻度牌移動至底部零點與塑料產品Q的待沖擊面對齊后固定,向上移動沖頭至與刻度牌上需要的沖擊力表征對齊,如j點。塑料產品R可以采用相同的操作。通過對沖擊體機構質量和沖擊時間進行設定,在刻度牌上建立一系列沖擊力與高度的對應值,使操作變得簡單。
3 操作方法
在測板的正下方底板上表面放置塑料產品,擰松刻度牌上的兩個膠頭螺釘,使測板落放在塑料產品待沖擊面上。旋緊膠頭螺釘,完成基準定位工作。單手拇指撥動撥手,向壓縮彈簧方向移動壓實彈簧后,食指向上抬起撥銷,至止扣上表面與定軸接觸后,食指不動。拇指松開撥手,彈簧彈力推動撥手頂住止扣后,食指松開,完成慣性觸發機構開啟。將塑料產品的位置調整至底板上表面中心處,若需要,用快速夾具限定。雙手抬起載板,目視沖擊體機構載板與左邊刻度牌相應沖擊力表征對齊。雙手松開,使沖擊體機構自由落體,沖頭沖擊底板上面的塑料產品。在沖頭完成沖擊的過程中,慣性觸發機構觸發。在沖擊體機構因塑料產品彈性變形作用而向上運動時,慣性觸發機構同步工作。定軸在彈簧彈力推動下進入定板上的孔,完成對沖擊機構的鎖止固定,不再沖擊塑料產品,塑料產品的強度測試完成。強度測試現場如圖4所示。
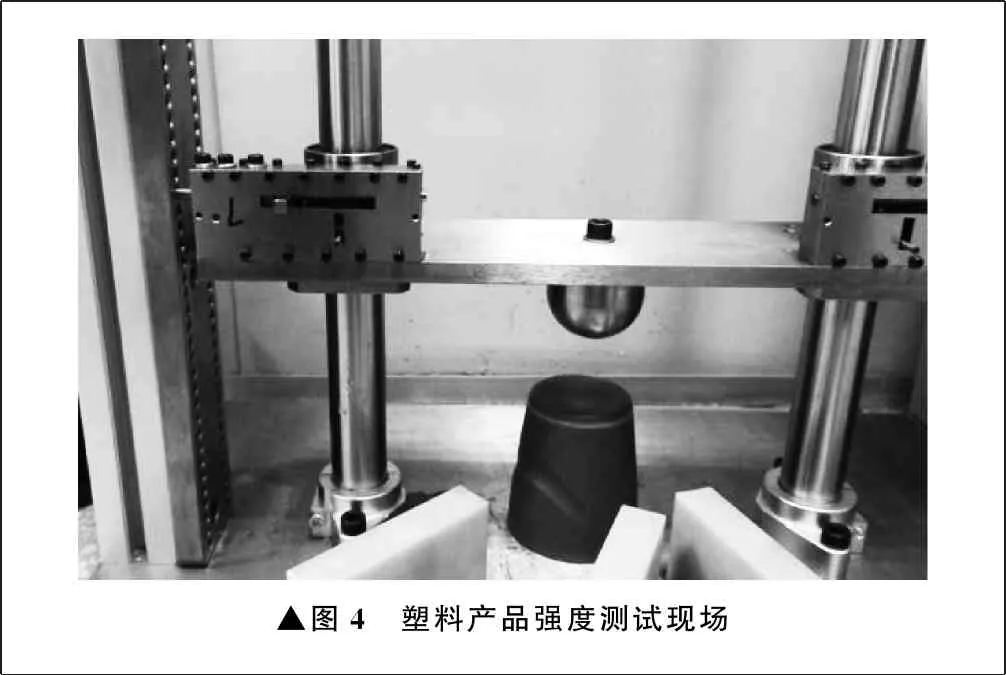
▲圖4 塑料產品強度測試現場
4 規格校驗
由于振動、磨損、老化等原因,會使垂直沖擊試驗機測得的塑料產品耐沖擊力強度實際值和理論值出現一定范圍內的偏差,對此需要采用一定的方法對垂直沖擊試驗機進行規格校驗,以確保沖擊力的準確性。規格校驗步驟如圖5所示。
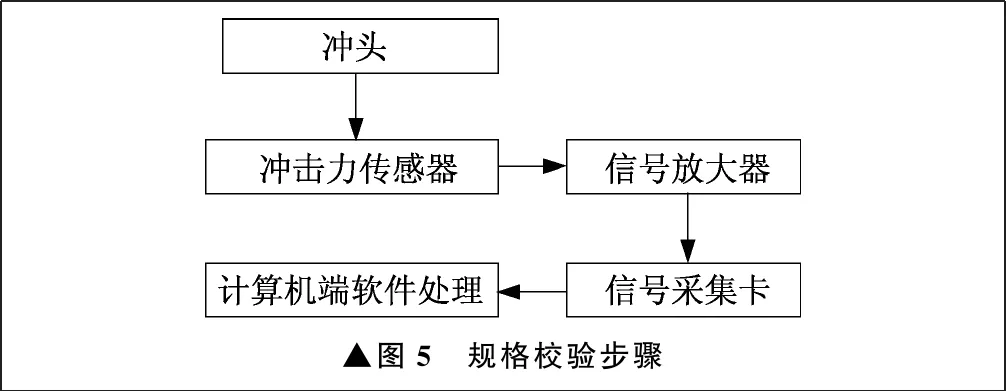
▲圖5 規格校驗步驟
將沖擊力傳感器放入測量機構模塊下,確定規格基準,而后放入沖擊頭正下方固定好。提升沖擊體機構至需校驗規格值后,釋放沖擊體機構,使沖擊體機構自由落體沖擊傳感器。傳感器將沖擊力轉變為電信號,傳輸至信號放大器。由信號放大器將電信號放大后,傳輸至信號采集卡。信號采集卡將采集到的電信號轉換為數字信號,經通用串行總線接口傳輸至計算機端軟件,經處理后顯示沖擊力值與沖擊時間的曲線圖像。將軟件顯示的沖擊力與需校驗的規格進行比較,確認偏差是否在規定范圍內[10-12]。
5 結束語
垂直沖擊試驗機的測量機構模塊采用相對基準,可適用于不同高度、不同大小的塑料產品,完成沖擊力基準設定。快速夾具模塊利用磁力吸附,可快速固定塑料產品,方便試驗和夾取。慣性觸發機構利用物體固有慣性的特點,通過自由落體與彈性變形創造適當的條件,基于慣性自動觸發鎖止機構,達到一次沖擊的效果。采用傳感器進行規格校驗,使垂直沖擊試驗機保持較高的精度。
垂直沖擊試驗機彌補了擺錘沖擊試驗機和電磁吸合落球沖擊試驗機的不足,同時簡化了沖擊方式。采用模塊化設計,架構簡明,安裝調試簡便,維護簡單,性能可靠,試驗結果準確。在實際生產使用中,有效提高了檢測的準確性和效率,并提高了產品合格率,為公司節約了一定的人力物力,提升了產品品質。
