機械加工工藝對螺紋套管脹接結(jié)構(gòu)拉脫力的影響分析
2020-03-04 03:45:24
機械制造 2020年1期
關(guān)鍵詞:工藝
中廣核鈾業(yè)發(fā)展有限公司 中廣核先進燃料工程試驗中心 廣東陽江 529500
1 研究背景
核燃料組件由燃料棒和骨架組成,骨架中管類零件的組裝過程中,常采用薄壁脹接的方式。如圖1所示,套筒螺釘與上管座,以及螺紋套管與導(dǎo)向管的連接均采用薄壁脹接。核燃料組件工作在高溫、高壓、高輻射循環(huán)水中,隨著輻照時間的增加,以及裝配應(yīng)力、熱應(yīng)力等因素的影響,燃料棒、導(dǎo)向管及骨架等部件會產(chǎn)生變形[1-2]。由此可見,管類零件的脹接可靠性對核燃料組件在反應(yīng)堆內(nèi)的正常運行至關(guān)重要。
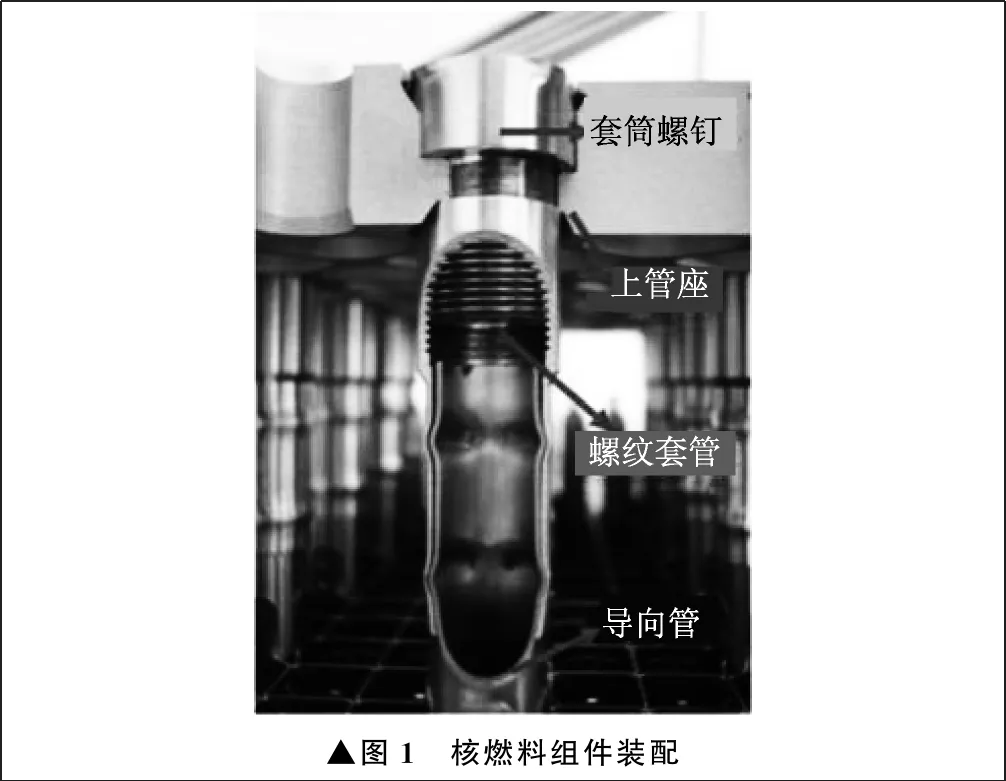
▲圖1 核燃料組件裝配
脹接指根據(jù)金屬具有塑性變形這一特點,用脹管器將管子脹牢固定在套管上的連接方法,包括機械脹接、液壓脹接、爆炸脹接等[3]。影響脹接質(zhì)量的因素有很多,包括管子與套管的彈塑性變形能力、管子與套管的間隙大小,以及管子與套管的表面粗糙度等[4-6]。筆者采用三種不同機械加工工藝對螺紋套管進行加工,研究不同加工工藝對脹接結(jié)構(gòu)拉脫力的影響。
2 試驗材料
核反應(yīng)堆中不銹鋼零件原材料均選用鉻鎳奧氏體不銹鋼和少量具有奧氏體組織的高鎳耐蝕合金。試驗材料選用國產(chǎn)AISI 316L不銹鋼管料,外徑為16±0.05 mm,壁厚為2.1±0.1 mm,極限拉伸強度為680 MPa,屈服強度為574 MPa,延伸率為31.5%,化學(xué)元素含量見表1。此類不銹鋼在機械加工中存在諸多難點,如切削力大、加工硬化嚴重、不易斷屑、刀具易磨損等[7]。
3 加工工藝
3.1 機械加工
如圖2所示,螺紋套管可分為螺紋段和薄壁段,薄壁段與導(dǎo)向管脹接。最薄壁厚為0.375 mm,與最大外徑之比為1∶41,與軸長之比達1∶125。螺紋套管屬于軸套薄壁零件,此類零件的壁厚與自身徑向、軸向尺寸相比較,相差懸殊,零件的剛性較弱。在車削加工過程中,由于切削力、切削熱、殘余應(yīng)力及裝夾力等因素的作用,極易發(fā)生加工變形和切削振動,導(dǎo)致加工誤差,從而難以保證零件的加工精度高表面質(zhì)量[8-9]。對此,合理選擇工裝夾具、刀具及切削用量,是減小零件變形的有效方法[10-11]。

表1 AISI 316L不銹鋼化學(xué)元素含量
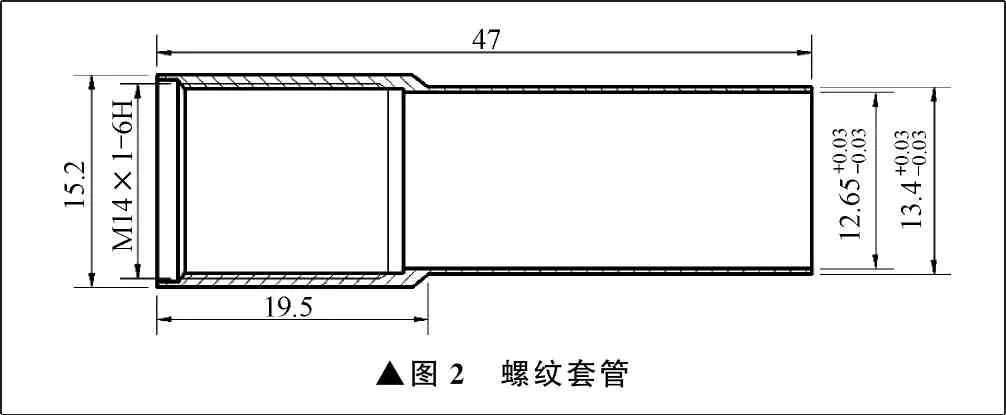
▲圖2 螺紋套管
高速切削加工具有加工效率高、切削力小、切削溫度低、工藝系統(tǒng)變形小、薄壁零件加工變形小、加工精度高、表面質(zhì)量高等優(yōu)點,在薄壁回轉(zhuǎn)體零件的加工中得到廣泛應(yīng)用[12]。為了保證產(chǎn)品的加工精度和表面質(zhì)量,采用BO206-Ⅲ津上雙主軸數(shù)控縱切車床進行加工,如圖3所示。數(shù)控縱切車床又稱走心機,刀具在固定的位置通過主軸的移動、旋轉(zhuǎn)對零件進行加工。數(shù)控縱切車床車削時,棒料通過旋轉(zhuǎn)導(dǎo)套軸向進給,刀具切削點緊靠導(dǎo)套口端,剛性好,消除了棒料在刀具切削壓力作用下的變形,保證了零件的加工精度,對加工細長軸類零件有突出的優(yōu)勢。BO206-Ⅲ數(shù)控縱切車床在無導(dǎo)套模式下最大加工長度為45 mm,在旋轉(zhuǎn)導(dǎo)套模式下最大加工長度為80 mm。
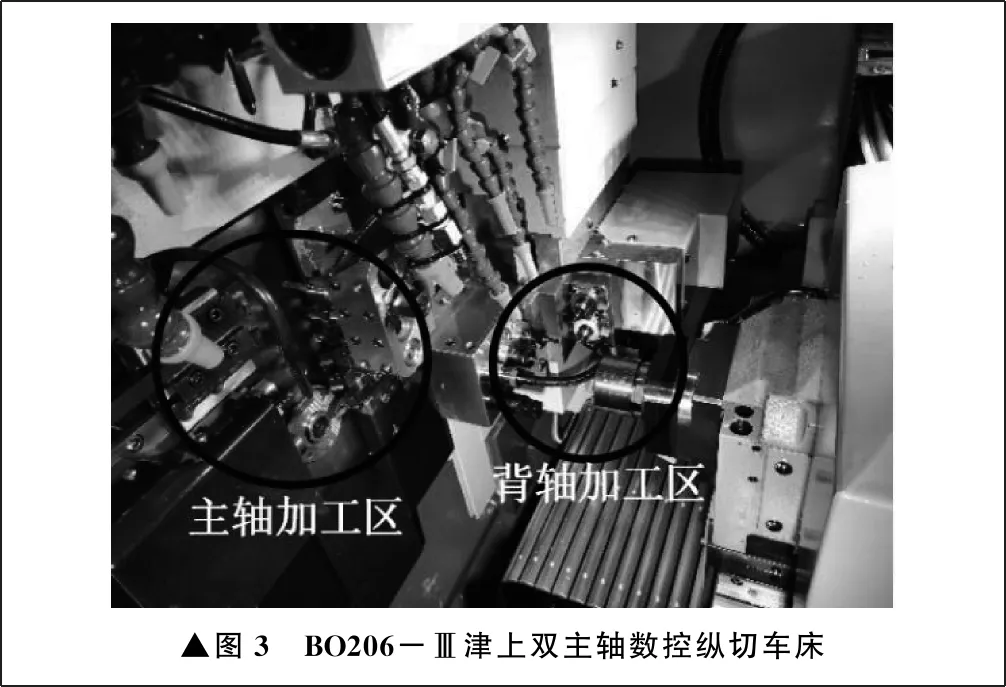
▲圖3 BO206-Ⅲ津上雙主軸數(shù)控縱切車床
3.2 脹接工藝
如圖4所示,核燃料組件中螺紋套管與導(dǎo)向管的脹接是在每根鋯合金導(dǎo)向管的上端部套上一根外徑略大的不銹鋼套管,并用機械脹緊的方式使兩者可靠連接。通過拉桿的向后移動,頂開鼓包,對導(dǎo)向管進行擠壓產(chǎn)生彈塑性變形。當(dāng)材料變形晶體填充完導(dǎo)向管與螺紋套管之間的間隙后,螺紋套管開始進入彈塑性變形階段。變形量達到一定值后,拉桿重新向前移動,釋放擠壓力。脹接工裝與鼓包結(jié)構(gòu)如圖5所示。鼓包尺寸δ1要求為14.5±0.2 mm。一般認為鼓包尺寸越大,脹接可靠性越佳,即拉脫力越大。核燃料組件中,要求螺紋套管與導(dǎo)向管的脹接結(jié)構(gòu)拉脫力必須不小于4 500 N。試驗中,采用萬能試驗機對脹接后的導(dǎo)向管與螺紋套管試樣進行拉伸試驗,記錄拉脫力。
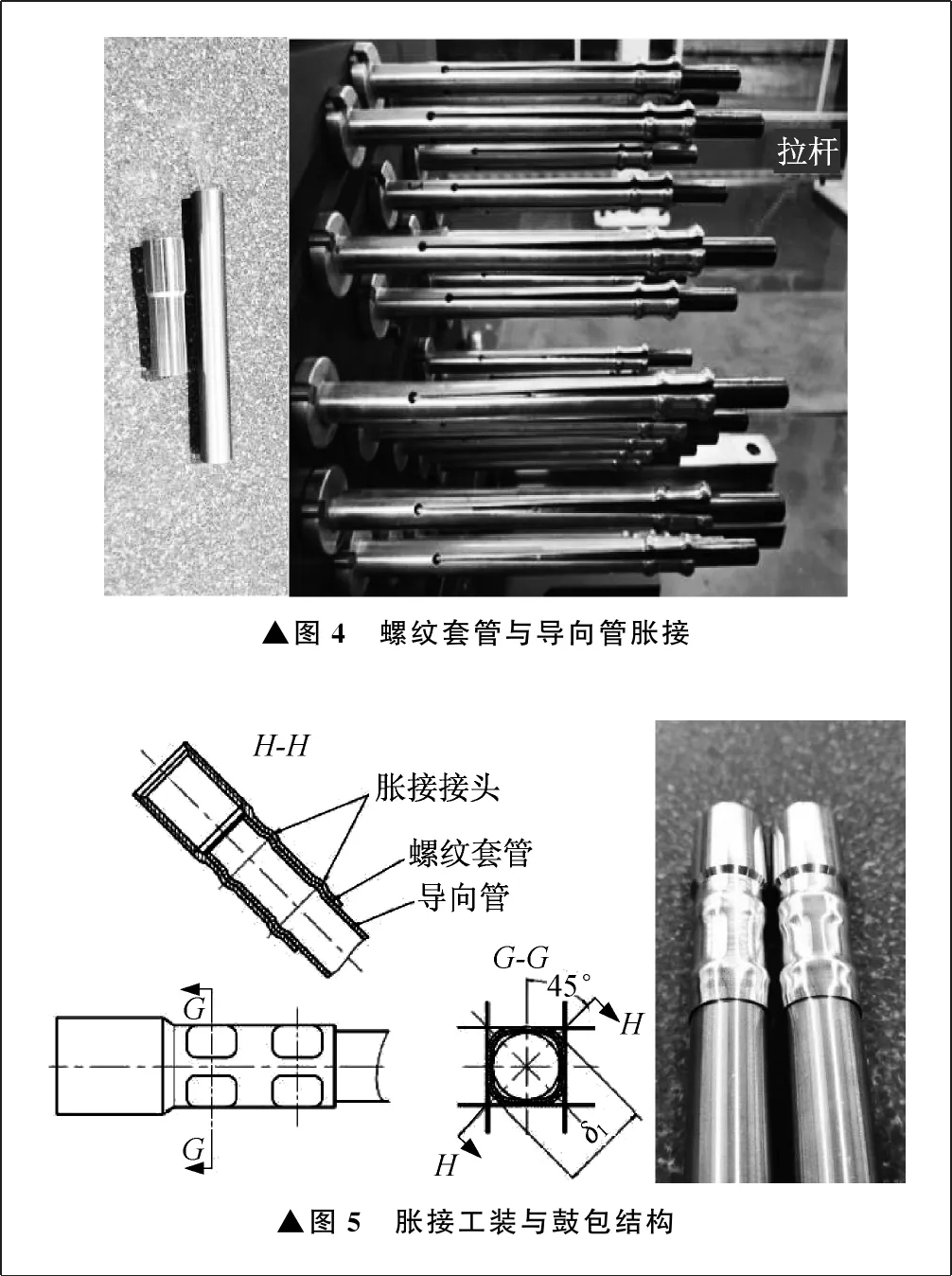
▲圖4 螺紋套管與導(dǎo)向管脹接▲圖5 脹接工裝與鼓包結(jié)構(gòu)
4 試驗方法
螺紋套管與導(dǎo)向管脹接發(fā)生在薄壁處,分別采用A、B、C三種加工工藝對薄壁進行加工,其它特征加工工藝一致。A工藝采用機床主軸進行薄壁段內(nèi)外徑加工,如圖6所示。由于零件加工長度超過了45 mm,因此需采用旋轉(zhuǎn)導(dǎo)套模式進行加工。這樣導(dǎo)致外徑加工必須一次車削成形,否則導(dǎo)套沒有扶持效果,加工過程中會發(fā)生徑向跳動,使零件外徑尺寸精度達不到要求。A工藝加工刀具及參數(shù)見表2,先由平底鉆鉆孔,再由內(nèi)孔刀和外徑刀一次車削成形。此工藝加工時間短,能減少加工內(nèi)外徑時的刀具纏屑問題。

表2 A工藝加工刀具與參數(shù)
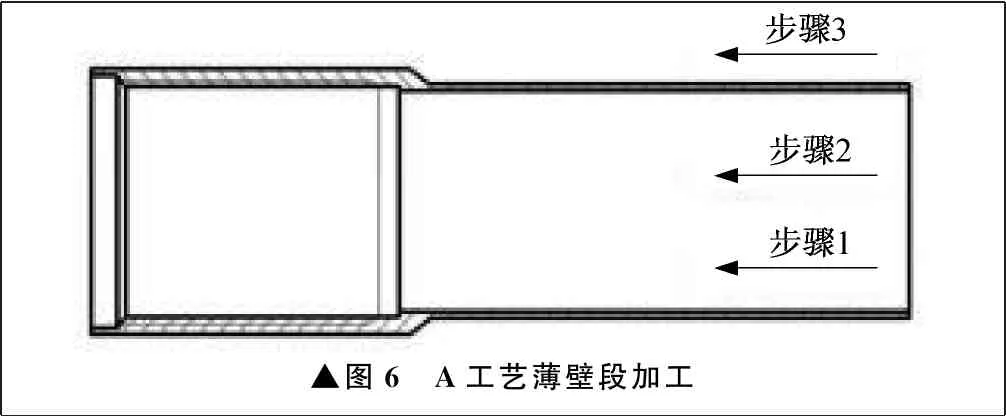
▲圖6 A工藝薄壁段加工
B工藝在A工藝的基礎(chǔ)上改變機床主背軸加工部位,由機床背軸進行薄壁段的內(nèi)外徑加工,如圖7所示,加工刀具及參數(shù)見表3。B工藝采用平底鉆鉆孔,由內(nèi)孔刀車削一次,外徑則采用六次車削成形。B工藝加工時間比A工藝長,由于外徑多次車削成形,刀具纏屑問題比較嚴重,需及時清理刀具纏屑。
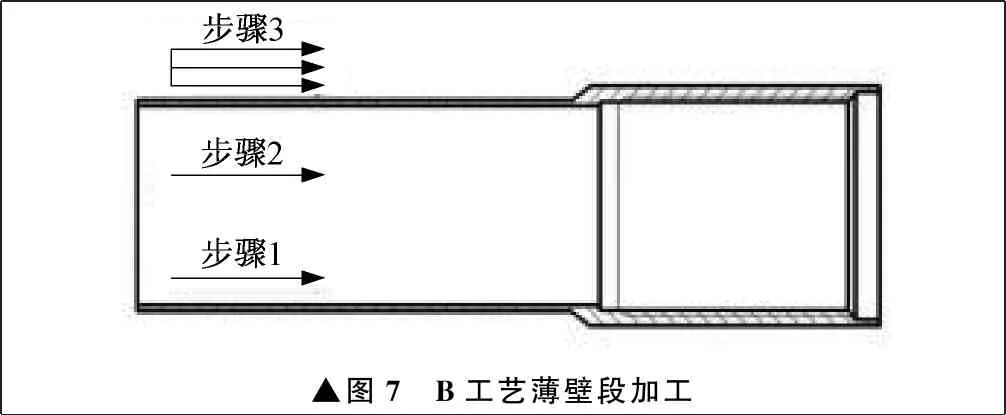
▲圖7 B工藝薄壁段加工

表3 B工藝加工刀具與參數(shù)
C工藝在B工藝的基礎(chǔ)上取消平底鉆,采用內(nèi)孔刀四次和外徑刀七次車削成形,如圖8所示,加工刀具及參數(shù)見表4。C工藝加工時間最長,內(nèi)外徑車削次數(shù)多,刀具纏屑十分嚴重,需時刻清理纏屑。
5 結(jié)果分析
加工后的螺紋套管如圖9所示,對加工樣品的薄壁段內(nèi)外徑尺寸及粗糙度分別進行檢驗。三種加工工藝所加工的螺紋套管,內(nèi)外徑粗糙度無明顯差別,通過粗糙度對比樣塊觀測,粗糙度Ra均小于1.6 μm。
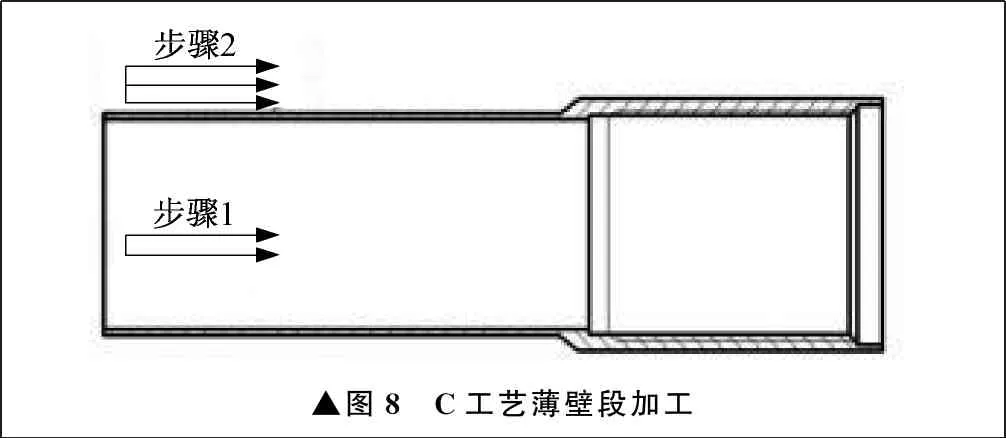
▲圖8 C工藝薄壁段加工

表4 C工藝加工刀具與參數(shù)

▲圖9 加工后螺紋套管
采用內(nèi)外徑千分尺對三種工藝加工的螺紋套管薄壁尺寸進行測量,結(jié)果如圖10、圖11所示。三種工藝加工的薄壁尺寸均在公差范圍內(nèi),內(nèi)徑平均尺寸為12.655 mm、12.660 mm、12.660 mm,外徑平均尺寸為13.394 mm、13.397 mm、13.393 mm。三種加工工藝外徑尺寸偏差可忽略不計,內(nèi)徑尺寸偏差為10 μm。三種加工工藝零件的尺寸精度與表面粗糙度均符合要求。
對三種工藝加工出的螺紋套管進行脹接,脹接后對鼓包進行測量。A工藝兩個鼓包尺寸平均為14.62 mm、14.58 mm,B工藝兩個鼓包尺寸平均為14.61 mm、14.58 mm,C工藝兩個鼓包尺寸平均為14.61 mm、14.57 mm。脹接后采用拉伸試驗機進行拉伸,結(jié)果如圖12所示。在鼓包尺寸相差不大的情況下,C工藝加工的結(jié)構(gòu)拉脫力明顯優(yōu)于A工藝、B工藝,平均結(jié)構(gòu)拉脫力為5 256 N。B工藝平均結(jié)構(gòu)拉脫力接近要求值,為4 410 N。A工藝最小,為3 417 N。
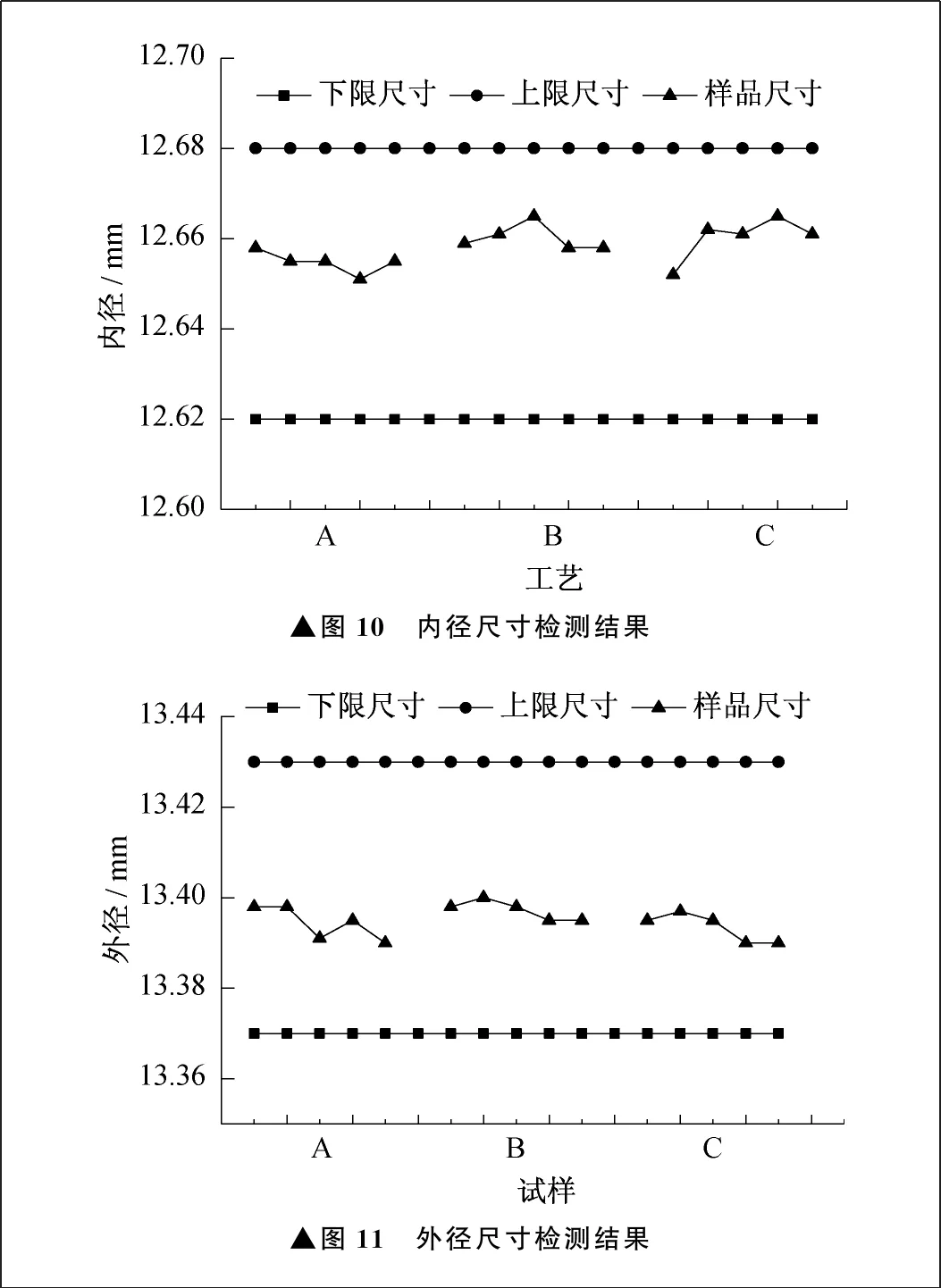
▲圖10 內(nèi)徑尺寸檢測結(jié)果▲圖11 外徑尺寸檢測結(jié)果
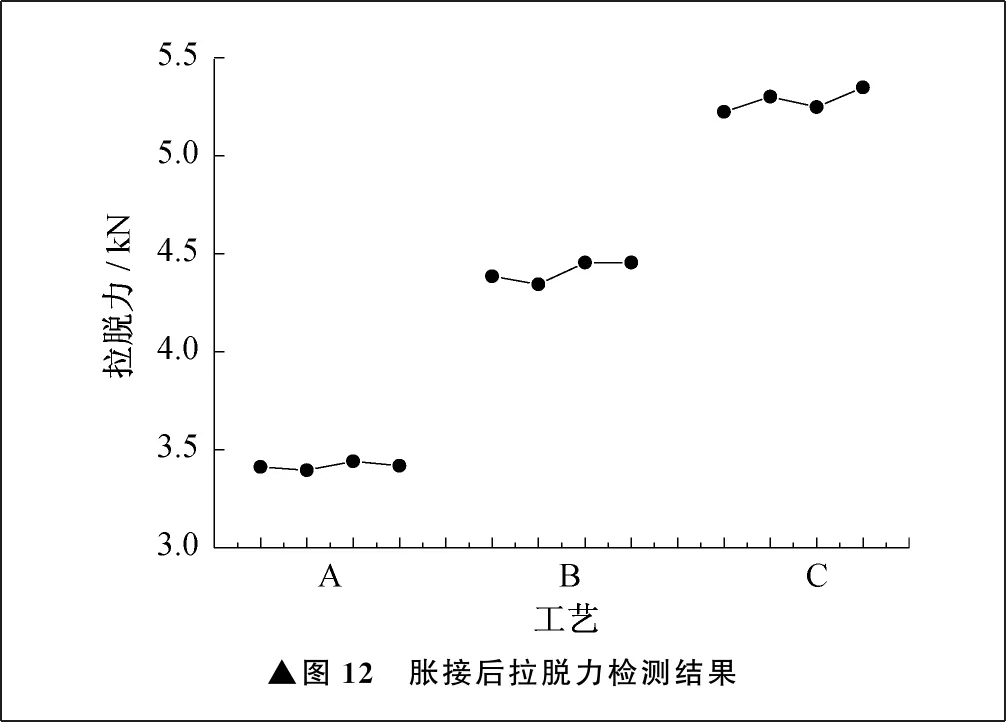
▲圖12 脹接后拉脫力檢測結(jié)果
有研究表明,不銹鋼精密車削時,切削參數(shù)對已加工表面加工硬化程度有重要影響,加工硬化層可達數(shù)百微米[13-14]。加工硬化對薄壁件影響十分嚴重,將導(dǎo)致薄壁件彈塑性變形的能力降低。A工藝內(nèi)外徑加工時采用鉆削及外徑一次車削成形,鉆削所產(chǎn)生的車削力較大,且外徑加工切削深度大,加工硬化最為嚴重,導(dǎo)致螺紋套管彈塑性變形能力降低,殘余壓力小,結(jié)構(gòu)拉脫力小。B工藝在A工藝的基礎(chǔ)上改進了外徑加工方式,減小單次車削深度,結(jié)構(gòu)拉脫力有明顯增大,增大1 000 N左右。C工藝在B工藝的基礎(chǔ)上進一步優(yōu)化,取消鉆削,并繼續(xù)增加外徑車削次數(shù),結(jié)構(gòu)拉脫力相較于B工藝增大了800 N左右。試驗表明,加工螺紋套管時不能只考慮外形尺寸和表面粗糙度,同時應(yīng)該考慮加工硬化對零件力學(xué)性能的影響。
6 結(jié)束語
機械加工工藝對螺紋套管這類薄壁零件的加工硬化影響較大,從而影響零件的彈塑性變形能力。對此,應(yīng)分次采用較小車削深度及小切削力的加工方式進行加工。試驗中,C工藝加工出的螺紋套管脹接結(jié)構(gòu)拉脫力為5 256 N,高于設(shè)計要求,該加工工藝可用于相似螺紋套管的加工。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
