基于ISO 1328-1:2013的齒廓偏差評定方法研究*
2020-03-04 06:06:48魏建杰石照耀
機電工程 2020年1期
魏建杰,湯 潔,石照耀
(北京工業大學 北京市精密測控技術與儀器工程技術研究中心,北京 100124)
0 引 言
齒輪作為機械裝備中的關鍵零部件,其質量對機械裝備的性能起著重要作用。用于描述齒輪質量高低的齒輪精度指標的定義及評定,需符合齒輪精度標準中的規定。ISO1328-1是最為核心的一項齒輪精度國際標準之一,目前發布的是其2013版。ISO1328-1:2013[1],由ISO TC60的WG2承擔制定任務,北京工業大學石照耀教授[2]作為TC60中方唯一代表全程參與了其修訂。
齒廓偏差是重要的齒輪單項偏差精度指標,包括齒廓總偏差、齒廓形狀偏差、齒廓傾斜偏差。ISO1328-1的2013版相對于其前一版本1995版[3-4],對齒輪單項偏差的定義和評定方法作了修訂。齒輪工程領域中,設計、制造和相關應用的工程技術人員,齒輪測量原理、技術及儀器的研究者和設計者,都會密切關注齒廓偏差相關的各項定義和評定方法。
本文主要研究ISO1328-1:2013中的齒廓偏差定義及評定方法,設計評定流程、并開發齒廓偏差評定軟件實施齒廓偏差評定過程。
1 齒廓偏差定義及評定方法
1.1 相關定義
圓柱齒輪精度國際標準ISO 1328-1:2013(下文簡稱“標準”)中,給出了齒廓偏差各項指標的定義和評定方法,包括齒廓總偏差(profile deviation, total,Fα)、齒廓形狀偏差(profile form deviation,Ffα)、齒廓傾斜偏差(profile slope deviation,FHα)。在齒廓偏差的測量與評定中,與齒廓偏差評定相關的重要基本概念也應依據標準定義嚴格執行(此處不在贅述),包括:設計齒廓(design profile)、平均齒廓線(mean profile line)、齒廓控制直徑(profile control diameter,dcf)、齒頂成形圓直徑(tip form diameter,dFa)、嚙合線長度(length of path contact,ga)。
“標準”中給出了外齒輪副嚙合線和各個參考圓的示意圖,以及未修形漸開線齒廓、壓力角修形齒廓、鼓形齒修形齒廓、齒頂修形齒廓、齒頂和齒根修形齒廓的齒廓偏差評定示意圖。“標準”中針對減薄區內的偏差值,規定在計算齒廓總偏差和齒廓形狀偏差時,正偏差必須計入總偏差值中,負偏差可以忽略不計。
1.1.1 齒廓總偏差
齒廓總偏差是在齒廓計值長度Lα內,包容被測齒廓的兩條設計齒廓間的距離。
1.1.2 齒廓形狀偏差
齒廓形狀偏差是在齒廓計值長度Lα內,包容被測齒廓的兩條平均齒廓線間的距離。
1.1.3 齒廓傾斜偏差
齒廓形狀偏差是指以齒廓控制圓直徑dCf為起點,以平均齒廓線的延長線與齒頂圓直徑da的交點為終點,與這兩點相交的兩條設計齒廓間的距離。
1.2 偏差評定方法
根據“標準”,本文對齒廓偏差進行評定。
齒廓偏差評定如圖1所示。
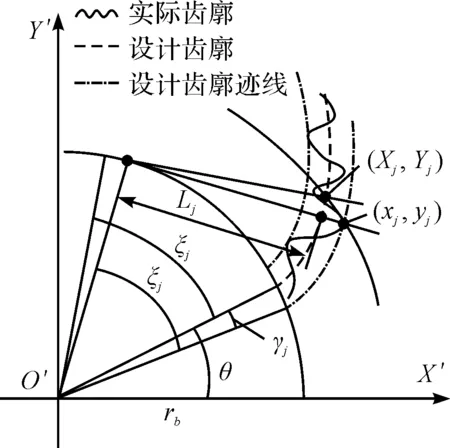
圖1 齒廓偏差評定
設計齒廓為一條理想漸開線。對于實際齒廓上的任意測量點(xj,yj),根據漸開線原理[5],計算該點對應的展角ξj為:
(1)
根據設計齒廓的方程,得到對應展角的設計齒廓點的坐標(xj,yj)為:
(2)
式中:rb—基圓半徑,mm;ξj—漸開線展角,rad。
將設計齒廓繞著工件坐標系原點旋轉,使設計齒廓依次通過實際齒廓的各個測量點。設計齒廓通過每個測量點時的轉角γj(rad)為:
(3)
各測量點的齒廓偏差值的集合Ej為:
Ej=γj·rb
(4)
此時每個測量點對應的展開長度Lj為:
(5)
“標準”中規定,對計值范圍Lα內的坐標點集合{(Lj,Ej)}進行齒廓偏差評定,其中,j=1,2……n,n—集合{(Lj,Ej)}中的測量點數。對其進行最小二乘中線擬合,可得到方程:
yHj=kLj+b
(6)
根據“標準”中齒廓總偏差Fα、齒廓形狀偏差ffa和齒廓傾斜偏差fHα的定義,得到各齒廓偏差計算式。
(1)減薄區內無正偏差時:
Fa=max(Ej)-min(Ej)
(7)
ffα=|max(Ej-yHj)-min(Ej-yHj)|
(8)
(2)減薄區內有正偏差時:
(9)
(10)
(11)
“標準”中5.3.3小節給出了各項齒廓偏差的公差數值計算公式,因而,本文不再給出齒廓偏差公差允許值的數值列表。
1.3 數值舍入原則
齒廓偏差評定計算結果的數值或齒廓公差計算數值應按以下舍入原則進行取整:
(1)如果數值大于10 μm,則圓整至最接近的整數微米;
(2)如果數值大于5.0 μm但小于或等于10 μm,則精確到0.5 μm;
(3)如果數值小于5.0 μm,則精確到0.1 μm;
(4)如果測量儀器的讀數為英制英寸,則計算出的數值應轉換為千分之一英寸,然后按照微米規則進行四舍五入(即用“千分之一英寸”用于上述規則中的“微米”)。
2 齒廓偏差評定中的難點
2.1 齒廓計值范圍和計值長度
“標準”中,齒廓計值范圍(profile evaluation range)定義為:測量齒廓從齒廓控制直徑dCf開始,除非另有說明,結束于齒頂成形圓直徑dFa的長度的95%。齒廓計值長度(profile evaluation length,Lα)定義為:齒廓計值范圍的展開長度。齒廓偏差評定中的特征點包括:齒廓控制點Cf、齒廓控制直徑dCf、齒頂成形點Fa、齒頂成形圓直徑dFa。
齒廓成形圓直徑dFa為齒頂直徑減去齒頂倒角半徑或倒棱的兩倍,若齒頂沒有倒角或倒棱,則齒廓成形圓直徑為齒頂圓直徑。
齒廓控制直徑dCf指齒廓評定開始的直徑,界定了齒廓計值范圍的起始點。如果未指定,則使用有效齒廓直徑dNf作為齒廓控制直徑,即以齒輪嚙合的起始點作為齒廓計值范圍的起始點[6-8]。
齒廓計值范圍如圖2所示。
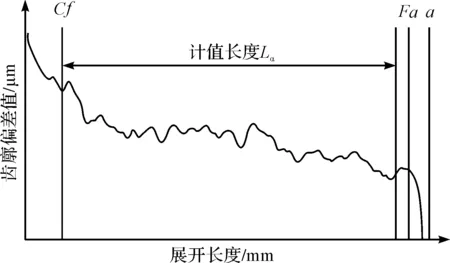
圖2 齒廓計值范圍
在未指定齒廓控制直徑dCf時,可由有效齒廓起始點Nf界定,按以下步驟展開計算。
(1)已知配對齒輪參數時,被測齒輪與配對齒輪嚙合如圖3所示。
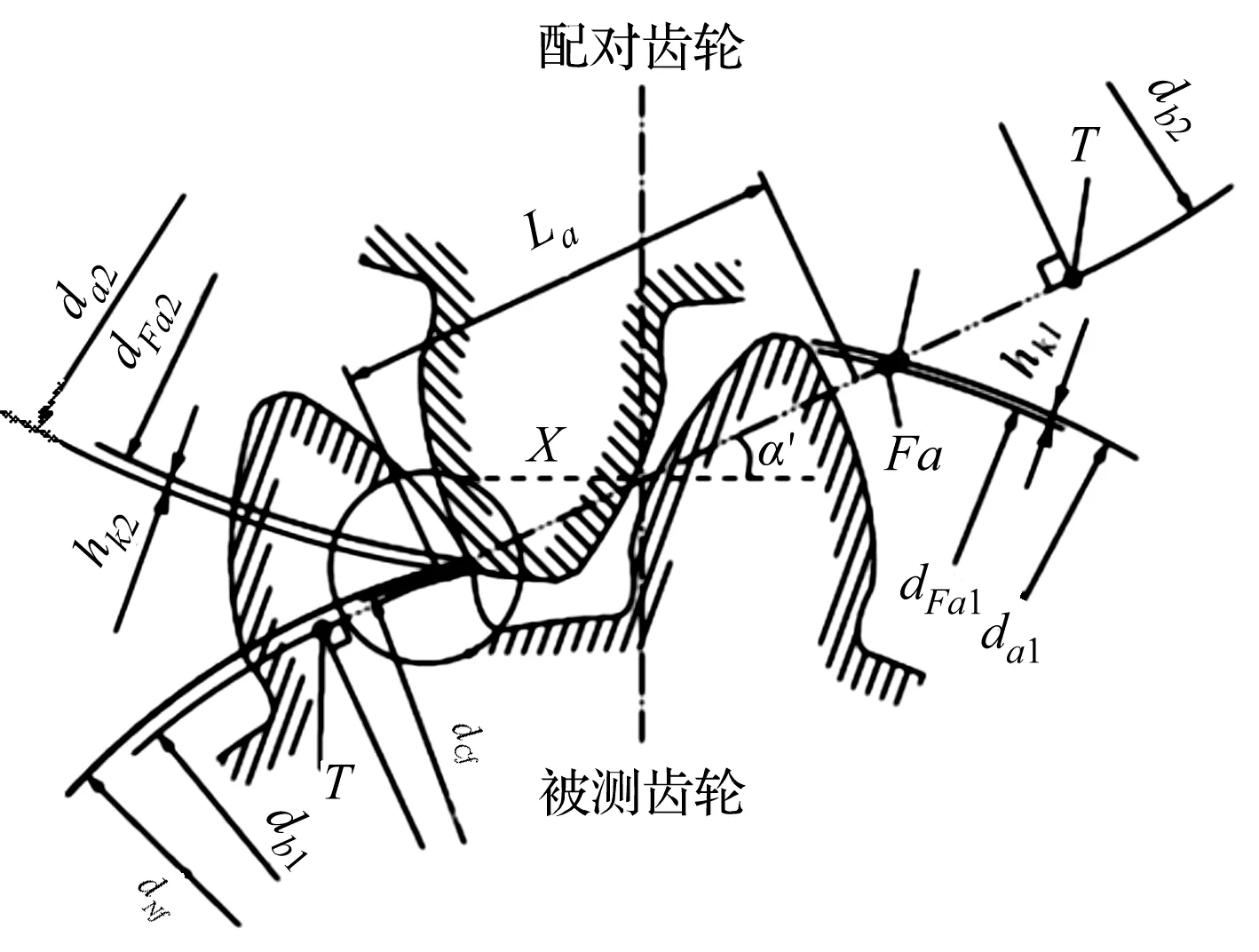
圖3 被測齒輪與配對齒輪嚙合
“1”是被測齒輪,“2”是配對齒輪。計算有效齒廓起始點Nf的展開長度為:
(12)
(2)在未知配對齒輪參數時,按照與標準齒條[9]嚙合,計算有效齒廓起始點Nf的展開長度為:
(13)
被測齒頂成形圓對應的展開長度為:
(14)
根據“標準”,計算齒廓計值長度:
Lα=95%(LFa-LNf)
(15)
其中:
rFa1=ra1-hk1
(16)
rFa2=ra2-hk2
(17)
x2)/(z1+z2)tan(α)+inv(α);Z1—被測齒輪的齒數;Z2—配對齒輪的齒數;α—分度圓壓力角。
2.2 平均齒廓線擬合
根據“標準”中對平均齒廓的定義,在評定坐標系中,平均齒廓線即為采用最小二乘擬合法將橫坐標為漸開線的展長L,縱坐標為設計齒廓與實際齒廓在齒廓法線方向的偏差值E擬合而成的直線。
根據最小二乘擬合原理,對計值范圍內的集合{(Lj,Ej)}進行直線擬合,n為測量點個數,其中,j∈(1,n)。
設擬合后的直線方程為yHj=kLj+b,為使約束條件達到極小,則有:
(18)
可得到正規方程組為:
(19)
可表示為矩陣形式:
(20)
求解得到:
yHj=kLj+b
(21)
平均齒廓線是通過將齒廓偏差的最小二乘中線的縱坐標與設計齒廓的縱坐標相加而得到的。根據“標準”中齒廓偏差的定義,平均齒廓線用于確定ffα和fHα,詳見式(7~10)。
2.3 齒廓偏差測量數據濾波
根據“標準”中齒廓偏差評定的相關規定,齒廓偏差的原始數據中包含大量高斯噪聲,要想得到齒廓偏差曲線,首先要對原始數據進行50%傳輸特性的高斯低通濾波處理。高斯低通濾波器的截止波長λC范圍為:
(22)
對于開環輪廓[10-12],高斯低通濾波等效于應用高斯模板對原始數據進行的加權平均,開環輪廓的邊緣采用補零的方法進行處理。高斯模板為:
(23)

3 齒廓偏差評定軟件
本文根據“標準”進行齒廓偏差評定。考慮到平均齒廓需根據計值范圍內的齒廓偏差進行最小二乘擬合得到,而計算齒廓總偏差和齒廓形狀偏差時,需判斷減薄區內是否存在正偏差,因此,本文對計值范圍和減薄區內的齒廓測量點分別進行篩選。
齒廓偏差評定流程如圖4所示。
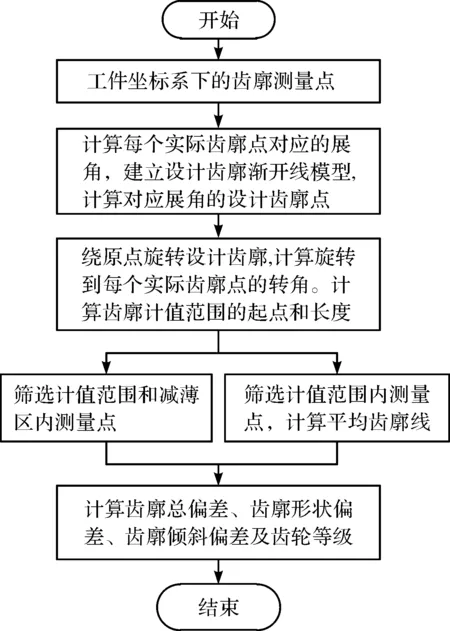
圖4 齒廓偏差評定流程
根據上述齒廓偏差評定方法,本文采用Matlab進行軟件編程,對齒廓測量數據進行齒廓偏差評定,并對齒廓偏差評定相關參數及評定結果進行顯示。
軟件共分為4個模塊:(1)參數輸入模塊;(2)參數計算模塊;(3)評定曲線顯示模塊;(4)評定結果顯示模塊。
4 實驗及結果分析
被測齒輪為漸開線圓柱直齒輪,其齒輪參數如表1所示。
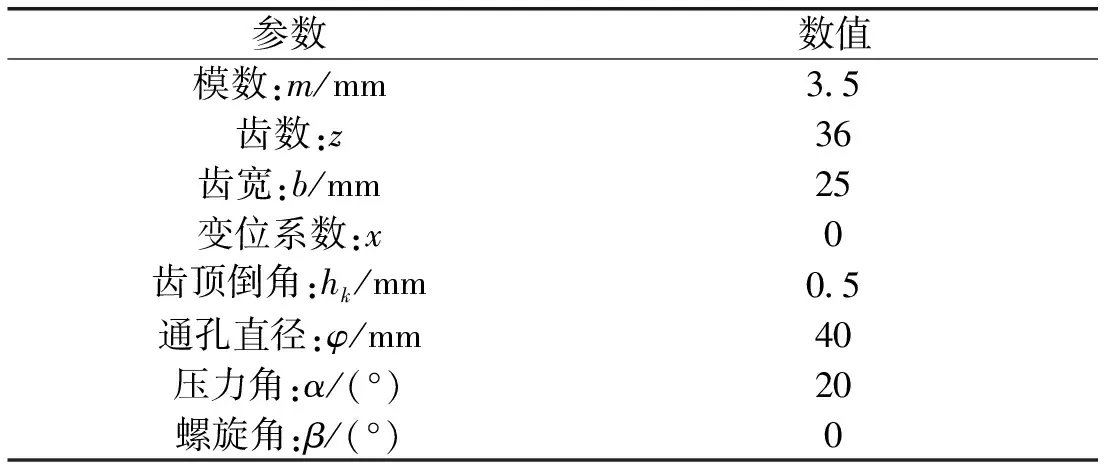
表1 被測齒輪參數
被測齒輪的配對齒輪參數為:模數3.5 mm,齒數20,壓力角20°,齒頂無倒角或倒棱,進行評定參數計算;若配對齒輪參數不輸入,則默認為按照配對齒條進行計算。以上相關參數輸入軟件界面。
被測齒輪的齒廓測量數據在齒輪測量中心上進行測量獲得。
其中,部分齒輪測量數據如表2所示。
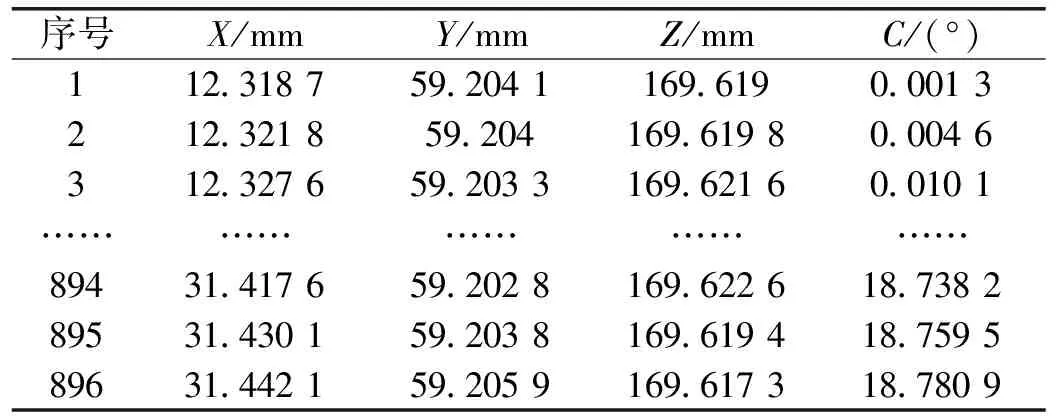
表2 部分齒輪測量數據
X,Y,Z,C—齒輪測量中心的3個坐標軸和回轉軸讀數
按本文2.1中,被測齒輪與其配對齒輪嚙合進行參數計算,得到計值范圍起點的展開長度La為13.504 3 mm,齒廓計值長度為14.888 9 mm。齒輪測量中心得到計值范圍La為14.418 7 mm(依據ISO 1328-1:1995)。
根據“標準”中對于高斯低通濾波器的規定,選取截止波長約為0.480 6 mm,對原始數據進行濾波處理。
高斯濾波結果如圖5所示。
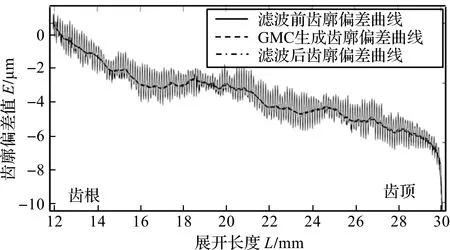
圖5 高斯濾波結果
本文將被測齒輪上的4個同側齒廓測量得到的4組測量數據,輸入被測齒輪和配對齒輪參數,進行齒廓偏差評定。
齒廓偏差評定界面如圖6所示。
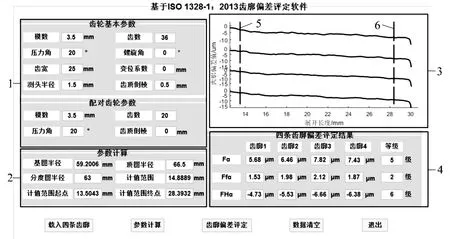
圖6 齒廓偏差評定界面
齒輪測量中心的評定結果如表3所示。
本文評定結果如表4所示。
表4中,將基于ISO1328-1:2013的齒廓偏差評定結果,與表3中的齒輪測量中心(依據ISO 1328-1:
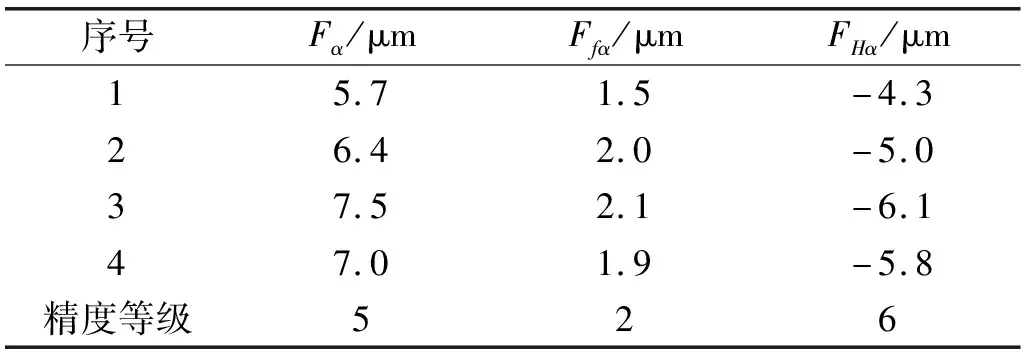
表3 齒輪測量中心評定結果(依據ISO 1328-1:1995)
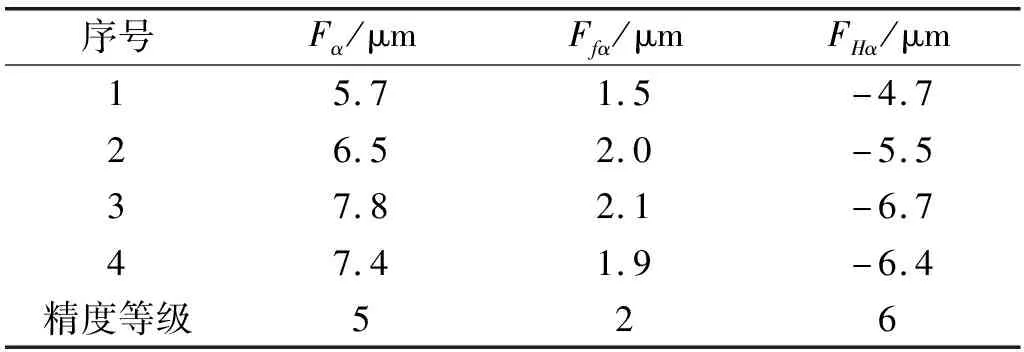
表4 本文評定結果(依據ISO 1328-1:2013)
1995)評定結果進行對比,可以得到以下結果:
(1)對于齒廓總偏差,由于計值范圍增大,在取小數點后一位精度的情況下,2013版齒廓偏差評定結果稍大于1995版的評定結果;
(2)對于齒廓傾斜偏差,由于評定的終點延長至齒頂圓直徑位置,2013版的齒廓傾斜偏差評定結果的絕對值均大于1995版評定結果;
(3)兩個版本的齒廓形狀偏差的評定結果一致;
(4)對于該試件,齒輪評定精度等級均為6級。
5 結束語
圓柱齒輪精度國際標準ISO1328-1:2013相對于其前一版本1995版作了大量修訂。依據ISO1328-1:2013中的齒輪齒廓偏差的定義及評定方法,本文給出了齒廓偏差評值的具體計算公式,并針對齒廓偏差評定中的難點,給出了求解方法,包括:齒廓計值范圍和齒廓計值長度、平均齒廓線擬合、齒廓偏差測量數據濾波。
本文設計了ISO1328-1:2013齒廓偏差評定流程,開發了齒廓偏差評定軟件,并進行了齒廓實測數據的齒廓偏差評定結果的對比。
本文給出的齒輪齒廓偏差評定方法及軟件,對于應用ISO1328-1:2013進行齒廓偏差評定,可提供一定的參考。
猜你喜歡
海峽姐妹(2020年9期)2021-01-04 01:35:44
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
山東青年(2016年1期)2016-02-28 14:25:25
當代修辭學(2014年3期)2014-01-21 02:30:44
公務員文萃(2013年5期)2013-03-11 16:08:37