鋼筋骨架焊接工藝參數的優化研究
2020-03-09 01:50:36任書文陳士忠劉子金夏忠賢侯愛山王永華
建筑機械化 2020年11期
任書文,陳士忠,劉子金,夏忠賢,侯愛山,王永華
(1.沈陽建筑大學 機械工程學院,遼寧 沈陽 110168;2.中國建筑科學研究院有限公司 建筑機械化研究分院,河北 廊坊 065000)
隨著建筑工業化技術的發展,預制構件的使用逐漸成為建筑行業的主流形式。應國家“十三五”課題綠色建筑與建筑工業化要求,對預制板墻中的鋼筋骨架焊接關鍵技術及工藝進行優化研究。鋼筋骨架主要由主筋與箍筋構成,過去骨架成型主要采用綁扎和手動點焊,這兩種骨架成型方式不僅具有尺寸偏差較大的缺陷,而且費時費力還很難保證焊點質量的統一性和穩定性。
焊接技術作為一種應用廣泛的鋼筋連接方式,其焊接質量的影響因素較多,因素參數的不同組合對焊接質量的影響也大有差異[1-2]。Zhan X H 等人使用正交實驗方法對激光焊接中主要影響因素激光功率、焊接速度、離焦距離進行參數組合優化并得出最優組合參數[3]。余果等人通過正交實驗方法提出對0.2mm 厚GH4169 膜片微束TIG 焊接工藝參數進行優化[4]。房元斌等人將數值模擬與正交方法結合使用,優化了T 型焊接中的焊接參數[5]。
本文的主要研究內容是鋼筋骨架上的箍筋與單個主筋之間進行的十字搭接焊過程中各影響因素的最佳參數組合。鋼筋的十字搭接焊接情況不同于一般的板材焊接,其焊接有效焊接區域較小,且HRB400 鋼筋屬于熱軋帶肋鋼筋,由于其表面帶肋而使得焊接表面極度凸凹不平,從而導致焊接過程較為復雜,因此各焊接因素對其焊接質量的影響也較之常規焊接差異較大。試驗以在二氧化碳保護焊中的三項主要影響因素焊接電流、焊接電壓、焊接時間為自變量,根據《鋼筋焊接接頭試驗方法標準》中拉伸實驗標準規范,以焊接后主筋屈服強度、抗拉強度、斷后延長率為指標,使用二次回歸正交旋轉組合設計方法,對三項影響因素做出最佳工藝參數確定。
1 試驗材料與方法
1.1 試驗材料
骨架成型焊接使用標準牌號HRB400 鋼筋。其中箍筋鋼筋規格為?6mm,尺寸為580mm×160mm。主筋鋼筋規格為?12mm,其力學性能如表1 所示。

表1 HRB400鋼筋性能參數
1.2 試驗設計
1.2.1 工藝流程
調整參數→焊接→截取→拉伸試驗。
為了保證在截取過程中不對焊點造成破壞,所截取的試件可方便地安裝至拉伸試驗機上(拉伸實驗機上的夾持部分至少要夾持試件長度為100mm 才能保證夾持牢固),截取時保證主筋上截取點距離焊點175mm,箍筋上截取點距離焊點50mm,截取拉伸試件如圖1 所示。

圖1 截取后待拉伸試件
1.2.2 試驗參數確定
經過對長期焊接經驗總結,對焊接參數進行范圍性確認,如表2 所示。

表2 前期探索的試驗參數有效范圍表
1.2.3 二次回歸正交旋轉組合設計試驗
根據二次回歸正交旋轉組合設計試驗設計原則該試驗為三因素三水平試驗類型,因此試驗選用L23(33)正交試驗表記錄數據,試驗總共進行23 組,以焊接電流,焊接電壓,焊接時間為試驗因素,焊接過后以主筋屈服強度,抗拉強度,斷后延長率為指標做二次回歸正交旋轉組合設計試驗,根據所選用的各項試驗因素參數范圍,制定試驗因素水平取值及編碼表,如表3 所示。
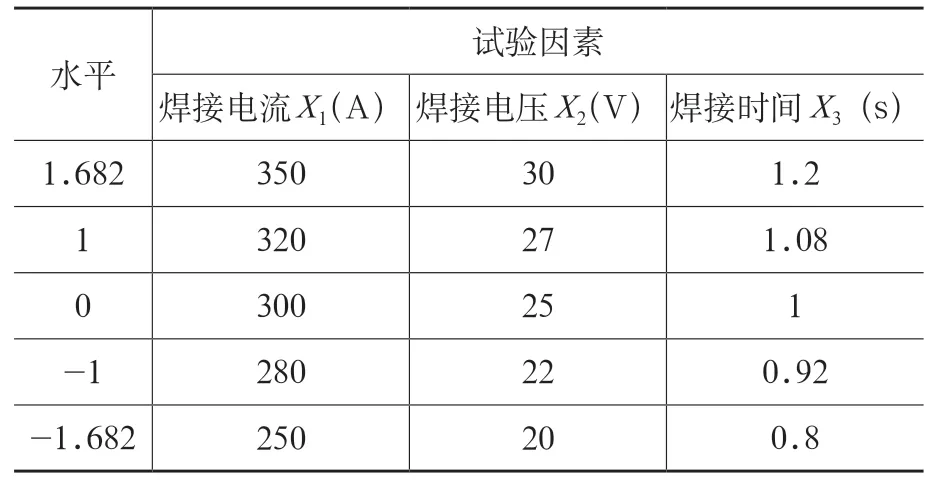
表3 試驗因素水平取值及編碼表
2 試驗結果與分析
2.1 試驗結果
根據表3 組合試驗次序,得到試驗結果如表4 所示。表中X1,X2,X3為試驗因素編碼值,Y1,Y2,Y3為試驗結果編碼值,依次代表屈服強度,抗拉強度,斷后延長率,其試驗結果記錄表中值均為每組試驗的平均值,為了保證試驗數據的可靠性,每組試驗均在相同條件下進行100次,部分實驗結果見表4。
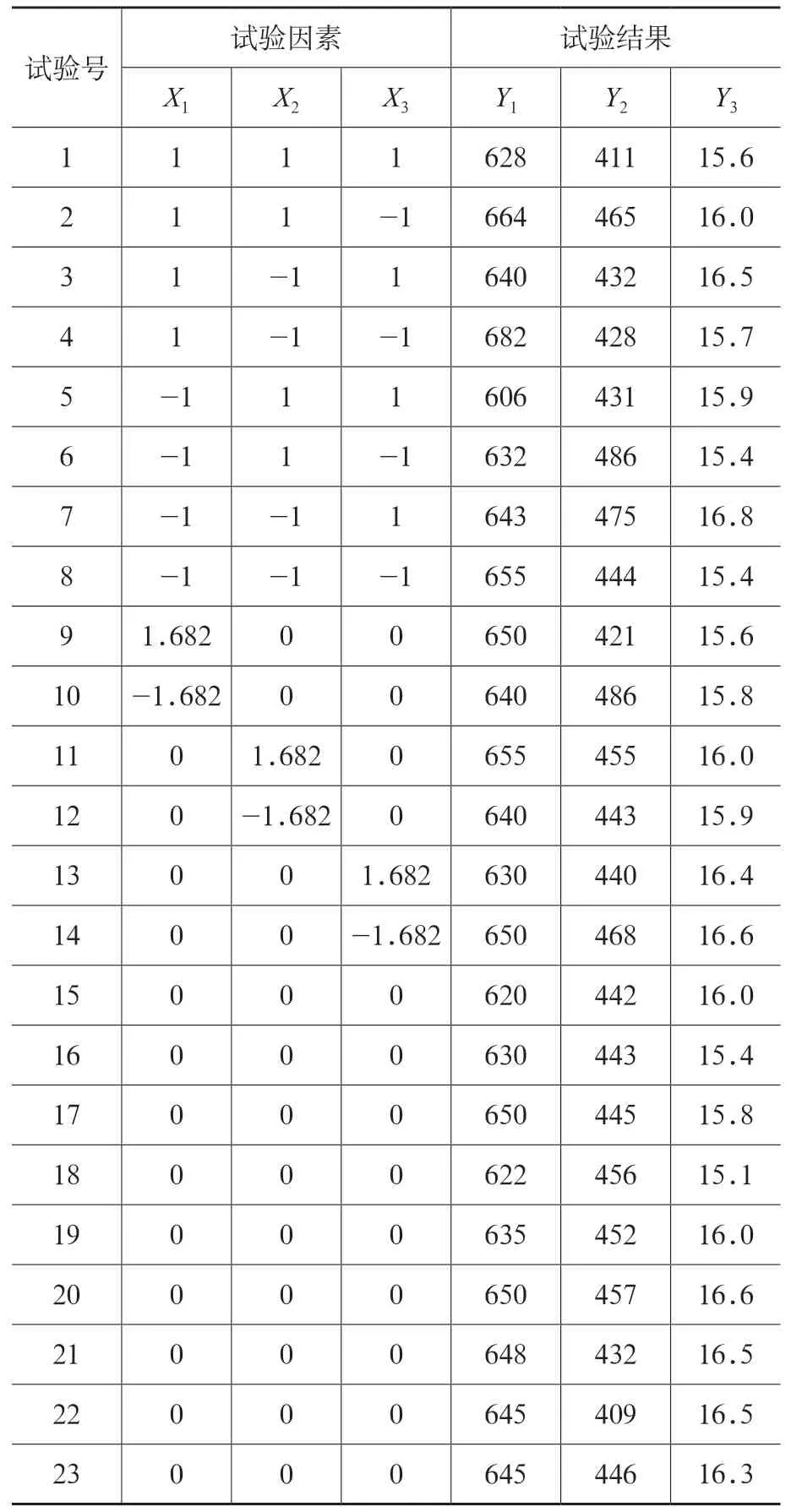
表4 試驗結果記錄表
在表4 的試驗結果記錄中,每組試驗得出結果數據為3 個,不便于對試驗結果進行評估,因此在這里引進優良率的概念,及對所測得的試驗數據進行初步判定。根據JGJ/T 27-2014《鋼筋焊接接頭試驗方法標準》,結合各組試驗記錄數據得出各組試驗優良率如表5 所示。
2.2 試驗數據分析及回歸方程建立
根據上述試驗過程及得到的試驗數據,利用Design-Expert 7.0 中心組合設計功能,對試驗所得到的二次回歸正交旋轉試驗數據果進行分析,得到如表6 所示的方差分析結果,并得到關于焊接電流X1,焊接電壓X2,保護氣體流量X3三個因素與優良率Y之間的二次回歸方程:
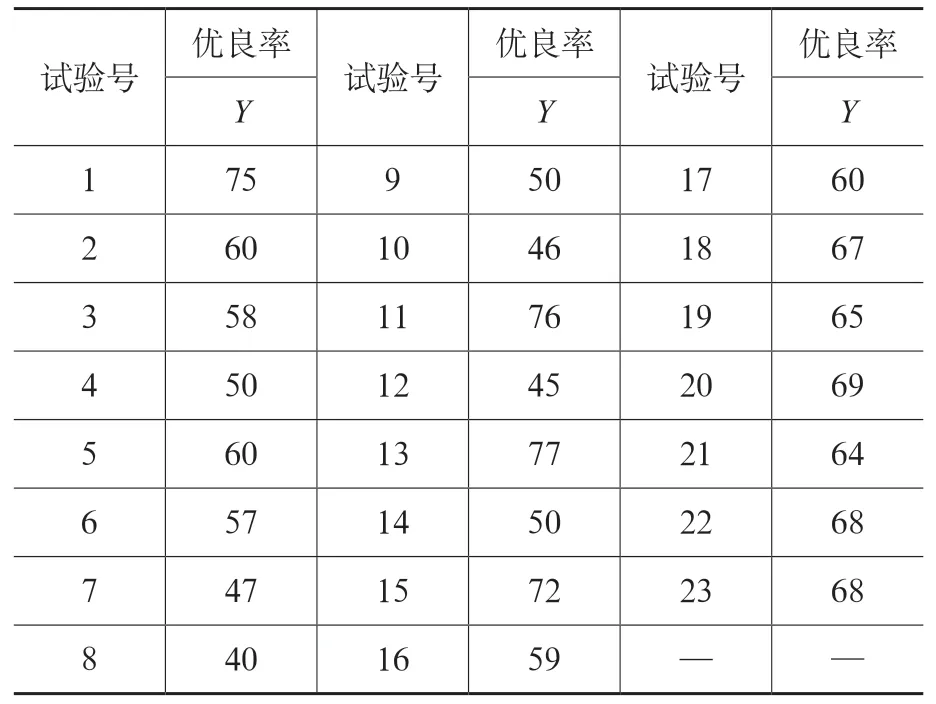
表5 焊接試驗結果優良率(%)

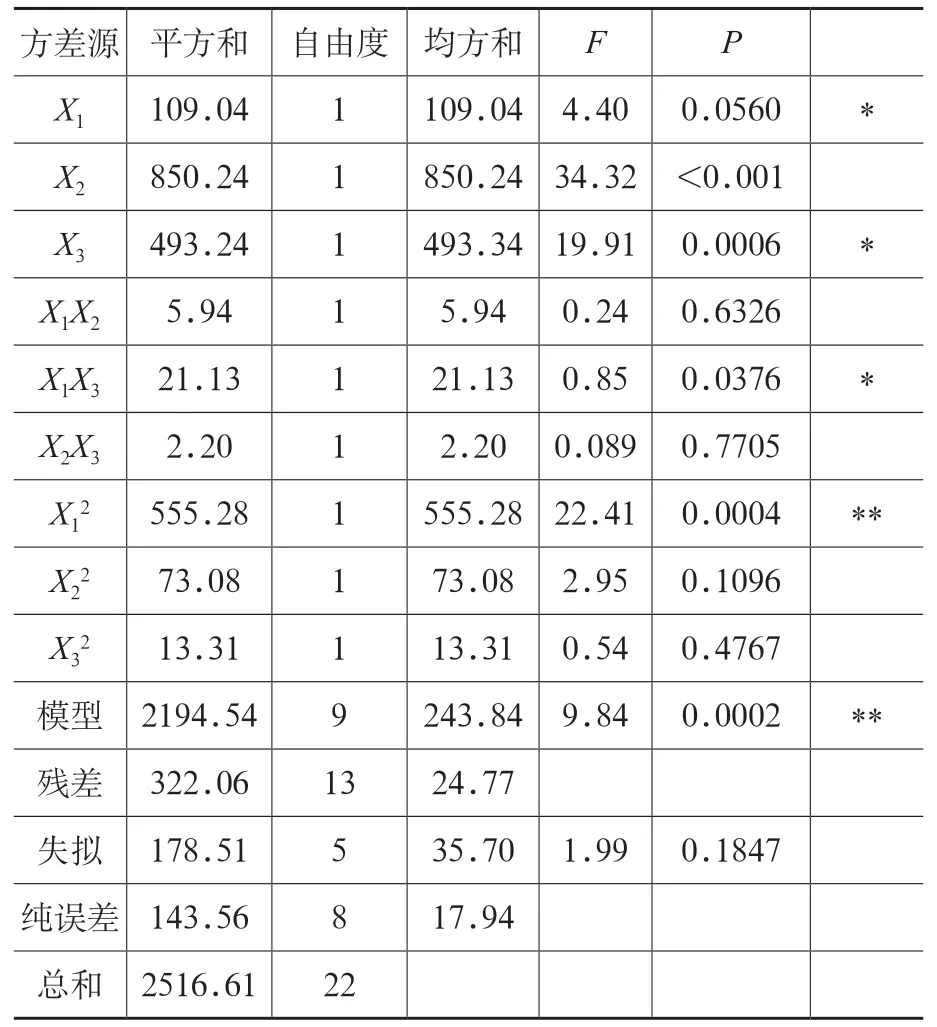
表6 方差分析結果
2.3 回歸方程模型顯著性檢驗分析
按二次回歸正交旋轉組合設計顯著性檢驗方法對所得到的回歸方程進行檢驗。方差分析結果表明,模型項P=0.0002<0.05,表明所建立的模型回歸方程在0.05 水平上極顯著,與試驗數據匹配合理;失擬項P=0.01847>0.05,失擬項不顯著,因此所建立回歸模型方程未出現顯著失擬現象,與實際擬合水平較好。F=模型平方和/誤差平方和=15.28>F0.01=7.6049,達顯著狀態,表明回歸方程對于各項試驗因素可靠性較高。
復相關系數R2=模型平方和/總平方和=0.872,表明所得模型可解釋87.2%的響應值變化,實際擬合性較好。
由方差分析表中P值可以得出,對于焊接優良率性影響因素X1、X2、X3均具有顯著性水平,尤其是X2達到了極顯著水平,其數值大小呈現出X1>X3>X2的現象。根據P值越小顯著性越高的判斷原則,得出相關結論,即焊接電壓對焊接優良率的影響最大,其次為焊接時間,最后為焊接電流。
2.4 鋼筋骨架優良率最佳優化方案及驗證結果
利用Design-Expert 7.0 的Box-Benhnken的中心組合設計功能預測其模型回歸方程的最大值。得到當焊接電流,焊接電壓,焊接時間分別為315A、30V、1.2s 時,焊接優良率可以達到87.045%。針對此焊接參數匹配方案,進行焊接試驗驗證,試驗結果表明,在此匹配參數下,焊接優良率達到了91%,達到了提高焊接優良率的效果。
2.5 討論與分析
在數據分析結果中可知,焊接電流隨因素水平呈拋物線狀,在焊接過程中發現,隨著焊接電流的增大,焊接點處焊接熔池的深度增大,對于直徑為6mm 的箍筋傷害較大,當焊接電流較小時,熔深較淺,焊接效果不佳。焊接電壓過大時發現焊接點處出現凹坑,且在焊接時飛濺較大,甚至出現大量焊渣的現象。隨著焊接時間的增大,優良率增大,但是根據實際情況分析,焊接時間增大到一定值后對鋼筋性能不再有有效性提升,反而增加電耗、延長工時。通過對在試驗過程中觀察現象與試驗結果數據可以分析得出,試驗所采用的三因素對焊接效果影響均較為顯著。本文所提出優化參數僅適用于使用HRB400 鋼筋主筋?12mm,箍筋為?6mm 進行十字搭接焊的焊接成型鋼筋骨架,對于其它牌號或者其它尺寸的鋼筋進行焊接則需要進一步實驗分析與驗證。
3 結論
本次試驗建立了合理的回歸方程,且擬合效果較好,能有效地反應焊接真實情況。所選取的試驗三因素對拉伸試驗結果影響達到87.2%,為主要影響因素,選取因素得當,且得到三因素對焊接優良率的影響主次關系為焊接電流最大,其次為焊接時間,最后為焊接電壓。通過Design-Expert 7.0 對數據分析,得到本次試驗的最佳預測值為焊接電流,焊接電壓,焊接時間分別為315A,30V,1.2s,并且經過試驗驗證,焊接優良率具有顯著提高。
