異型坯單點(diǎn)澆注條件下結(jié)晶器控制模型研究與應(yīng)用
2020-03-10 15:37:22趙立峰劉忠建
山東冶金 2020年1期
公 斌,寧 偉,盧 波,趙立峰,劉忠建
(山鋼股份萊蕪分公司煉鋼廠,山東 萊蕪271104)
1 前 言
萊蕪鋼鐵集團(tuán)銀山型鋼有限公司煉鋼廠1#異型坯連鑄機(jī)于2005年投產(chǎn),中間包澆注采取翼緣兩點(diǎn)“定徑水口+漏斗”生產(chǎn)工藝。為滿足高端用戶產(chǎn)品質(zhì)量要求,提升異型坯連鑄機(jī)生產(chǎn)高級別含鋁鋼鋼種的能力,需要改原先兩點(diǎn)的定徑水口澆注模式為單點(diǎn)的塞棒澆注模式。由于澆注方式的改變,翼緣單點(diǎn)澆注條件下結(jié)晶器內(nèi)流場和溫度場較原澆注方式改變較大,需要對結(jié)晶器設(shè)備結(jié)構(gòu)及工藝參數(shù)進(jìn)行優(yōu)化調(diào)整,才能保證含鋁鋼異型坯過程質(zhì)量控制的穩(wěn)定性。
2 非平衡翼緣單點(diǎn)澆注下結(jié)晶器工藝研究
2.1 單點(diǎn)澆注時(shí)結(jié)晶器工藝條件現(xiàn)狀
萊鋼型鋼煉鋼廠含鋁鋼異型坯連鑄機(jī)的生產(chǎn)采用中間包翼緣單點(diǎn)“塞棒+浸入式水口”澆注工藝,該生產(chǎn)工藝主要存在的不足:1)翼緣單點(diǎn)澆注時(shí)結(jié)晶器鋼水流場、溫度場分布不對稱、不均勻,結(jié)晶器內(nèi)鑄坯坯殼生長不均勻,易導(dǎo)致漏鋼、拉矯力過大,從而導(dǎo)致一系列生產(chǎn)事故及鑄坯表面裂紋質(zhì)量問題。2)采用翼緣單點(diǎn)澆注時(shí)結(jié)晶器鋼水流場、溫度場分布不對稱、不均勻,導(dǎo)致異型坯兩側(cè)翼緣、腹板中心位置保護(hù)渣液渣層厚度不均勻,保護(hù)渣南北側(cè)熔化消耗差別大,南北翼緣液渣層差值達(dá)5 mm左右,進(jìn)一步增加了鑄坯表面質(zhì)量缺陷的風(fēng)險(xiǎn)[1]。
2.2 結(jié)晶器流場和溫度場研究[2-3]
2.2.1 工程條件
模擬以750 mm×370 mm×90 mm斷面(BB2)含鋁鋼種異型坯為研究對象,設(shè)定模擬條件為結(jié)晶器長度800 mm,結(jié)晶器鋼液面距上口距離約為150 mm,保護(hù)渣渣厚為45 mm。根據(jù)需要本次數(shù)值模擬針對750 mm×370 mm×90 mm異型坯結(jié)晶器的實(shí)際工藝參數(shù)設(shè)定為水口浸入深度為70 mm,中包過熱度15~35℃,拉速0.95~1.2 m/min。
2.2.2 結(jié)晶器鋼液流場和溫度場的數(shù)值仿真模擬
異型坯塞棒中間包澆注采用腹板單點(diǎn)“塞棒+浸入式水口”生產(chǎn)工藝時(shí),結(jié)晶器鋼液流場如圖1所示,溫度場如圖2所示。
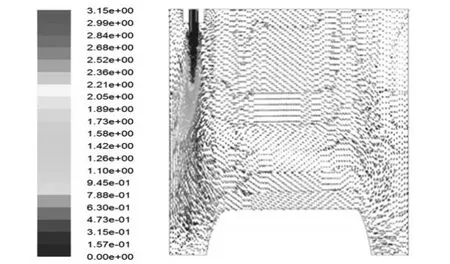
圖1 結(jié)晶器水口中心截面的流場分布
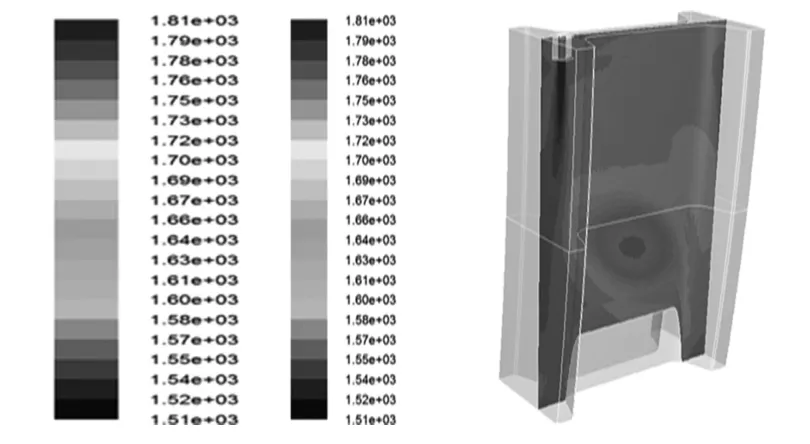
圖2 結(jié)晶器內(nèi)鋼液溫度場分布
從整體來看,整個(gè)流場分布存在很明顯的不對稱性,結(jié)晶器窄面左側(cè)受到鋼液流股的沖刷嚴(yán)重,對坯殼均勻性生產(chǎn)有很大的影響,在出結(jié)晶器部位鑄坯翼緣左側(cè)極易發(fā)生漏鋼事故,同時(shí)結(jié)晶器窄面右側(cè)上部存在很大的死區(qū)。連鑄機(jī)的弧度對結(jié)晶器下部的流場也有一定的影響。
具體來看,鋼液從左側(cè)單個(gè)直通型水口流入結(jié)晶器,以很大的速度向下沖擊,形成很深的沖擊流股,達(dá)到一定沖擊深度后,流股逐漸擴(kuò)散,部分鋼液進(jìn)入鑄坯液相穴深處,大部分?jǐn)U散開的鋼液沿橫向流入腹板,形成向上的回流,在0.6 m處形成一個(gè)很大的回旋區(qū),到達(dá)自由液面近乎靜止。同時(shí)向下的鋼液流股達(dá)到一定沖擊深度后也有一部分?jǐn)U散流向翼緣方向,對翼梢處的坯殼產(chǎn)生沖刷又形成回流區(qū)。對于H型結(jié)晶器而言,過深的回旋區(qū)不利于良好凝固坯殼的生長,容易造成拉漏等生產(chǎn)事故,還有鋼液流股沖擊太深不利于的夾雜物上浮去除。
從結(jié)晶器內(nèi)鋼液溫度分布結(jié)果來看,直通型水口下方形成一條狹長的高溫柱狀區(qū),是高溫區(qū)域主要存在部位,尤其是結(jié)晶器出口外弧處左側(cè)翼梢部位溫度較高,存在拉漏風(fēng)險(xiǎn)。而在腹部中心結(jié)晶器出口下方存在一個(gè)低溫區(qū),整個(gè)腹板溫度分布極不均勻。此外,由于直通型水口射流沖擊深,使得結(jié)晶器上部鋼液流動緩慢,不能及時(shí)得到熱量補(bǔ)充,所以結(jié)晶器上部溫度也相對較低,尤其是自由液面得不到高溫鋼液的補(bǔ)給,不利于保護(hù)渣的熔化。
3 結(jié)晶器銅板冷卻水縫結(jié)構(gòu)的開發(fā)應(yīng)用
作為連鑄機(jī)的“心臟”,結(jié)晶器控制著坯殼的初始凝固,坯殼在結(jié)晶器內(nèi)的生長過程就是鋼液將熱量不斷通過結(jié)晶器銅板傳遞給冷卻水的過程。合理的結(jié)晶器冷卻制度是確保鑄坯在結(jié)晶器內(nèi)冷卻均勻,初生坯殼均勻穩(wěn)定生長,減少因初生坯殼厚度偏薄或厚薄不均產(chǎn)生鑄坯表面缺陷的重要手段。結(jié)晶器銅板上冷卻水縫的布置、水流量大小對鋼液熱量有效傳輸、銅板使用壽命以及鑄坯表面質(zhì)量都有十分重要的影響[4]。
3.1 原異型坯結(jié)晶器水縫結(jié)構(gòu)及冷卻
目前異型坯連鑄機(jī)結(jié)晶器兩側(cè)銅板均勻布置寬24 mm、深5 mm矩形冷卻水槽11個(gè),結(jié)晶器內(nèi)外弧銅板均勻布置直徑Φ10 mm圓形冷卻水孔各42個(gè),兩相鄰圓形冷卻水孔間隔約10 mm,異型坯內(nèi)外弧圓形的等間距均勻分布,致使一次冷卻強(qiáng)度相同。
異型坯連鑄機(jī)結(jié)晶器冷卻水流量見表1,寬面內(nèi)弧、寬面外弧、窄面左側(cè)、窄面右側(cè)結(jié)晶器冷卻水流量可以單獨(dú)進(jìn)行控制。實(shí)際使用過程中,寬面內(nèi)弧與寬面外弧結(jié)晶器冷卻水流量設(shè)定相同,窄面左側(cè)與窄面右側(cè)結(jié)晶器冷卻水流量設(shè)定相同,結(jié)晶器水呈對稱均勻分布。
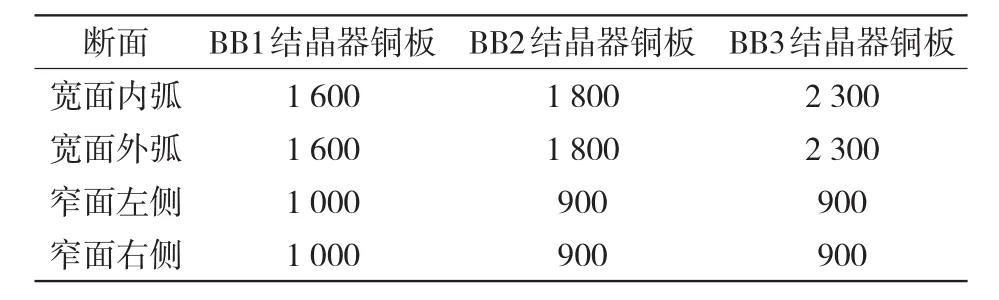
表1 異型坯各斷面結(jié)晶器冷卻水流量設(shè)定 L/min
異型坯連鑄機(jī)塞棒中間包澆注采用翼緣單點(diǎn)“塞棒+浸入式水口”生產(chǎn)工藝時(shí),澆注點(diǎn)側(cè)翼緣部位溫度高,腹板及非澆注點(diǎn)側(cè)翼緣部位溫度低,結(jié)晶器冷卻水縫、圓形水孔的均勻分布,致使各部位冷卻強(qiáng)度相同,導(dǎo)致澆注點(diǎn)側(cè)翼緣坯殼厚度偏薄,易造成漏鋼、拉不動生產(chǎn)事故及鑄坯表面裂紋質(zhì)量問題。結(jié)晶器的進(jìn)出水溫差見表2,澆注點(diǎn)側(cè)窄面進(jìn)出水溫差明顯高于非澆注點(diǎn)側(cè)。
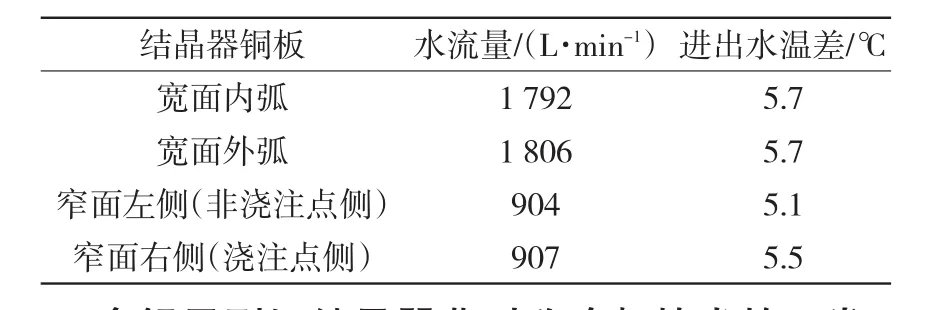
表2 異型坯BB2斷面結(jié)晶器進(jìn)出水溫差
3.2 含鋁異型坯結(jié)晶器非對稱冷卻技術(shù)的開發(fā)
根據(jù)大規(guī)格含鋁鋼異型坯的單點(diǎn)非平衡保護(hù)澆鑄的特點(diǎn),以及全弧形結(jié)晶器設(shè)備和工藝特性,并依據(jù)現(xiàn)有的結(jié)晶器冷卻工藝不能適應(yīng)單點(diǎn)非平衡保護(hù)澆鑄的原因,重新對結(jié)晶器冷卻工藝進(jìn)行設(shè)計(jì)來優(yōu)化結(jié)晶器冷卻工藝,提高鑄坯質(zhì)量。在實(shí)際澆鑄過程中,單水口在異型坯一側(cè)翼緣處三角區(qū)澆鑄時(shí),鑄流對靠近澆鑄口一側(cè)窄面和寬面外弧坯殼沖刷嚴(yán)重,易導(dǎo)致局部坯殼薄,發(fā)生漏鋼等生產(chǎn)事故。為了應(yīng)對上述的狀況,需要根據(jù)實(shí)際需要加強(qiáng)靠近澆鑄口一側(cè)的窄面結(jié)晶器冷卻,并同時(shí)對寬面外弧也加強(qiáng)冷卻。為了加強(qiáng)對靠近澆鑄口一側(cè)窄面和寬面外弧坯殼的冷卻,通過合理的分析和計(jì)算,對結(jié)晶器4個(gè)面銅板采用分開冷卻的方式,在此條件下,通過對結(jié)晶器四面銅板進(jìn)行水量非對稱設(shè)定,實(shí)現(xiàn)不同面銅板的冷卻需求,如表3所示。
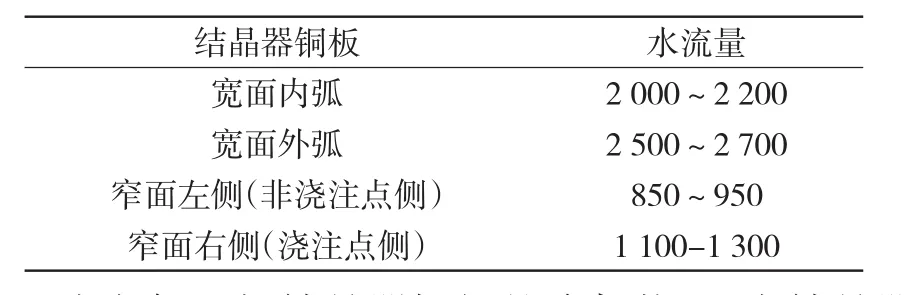
表3 異型坯BB2斷面結(jié)晶器水量設(shè)定 L/min
為方便了解結(jié)晶器銅板的冷卻狀況,在結(jié)晶器4個(gè)面冷卻水進(jìn)口和出口處分別設(shè)置有溫度檢測裝置。溫度檢測裝置可以采用溫度傳感器或者是熱電偶,用于檢測冷卻水進(jìn)口處和出口處的水溫;同時(shí)為了確保結(jié)晶器冷卻的效果,結(jié)晶器4個(gè)面銅板得到有效的傳熱,結(jié)晶器同一面的冷卻水出口與冷卻水進(jìn)口水溫差值保持在5.5~6.5℃。結(jié)晶器進(jìn)水溫度控制在35~40℃,進(jìn)水溫度由自動控溫的設(shè)備進(jìn)行保證。
含鋁鋼異型坯結(jié)晶器冷卻采用非對稱圓形水孔以及結(jié)晶器非對稱冷卻水量控制,增加澆注點(diǎn)側(cè)翼緣部位冷卻強(qiáng)度,確保澆注點(diǎn)側(cè)坯殼厚度,實(shí)現(xiàn)結(jié)晶器內(nèi)鑄坯坯殼的均勻生長。改造后的結(jié)晶器兩側(cè)銅板矩形冷卻水槽保持不變,澆注點(diǎn)側(cè)30個(gè)圓形冷卻水孔直徑由Φ10 mm增加到Φ12 mm,提高澆注點(diǎn)側(cè)翼緣單個(gè)圓形冷卻水孔流量。
改造后的結(jié)晶器非對稱冷卻水量控制:保持寬面內(nèi)弧、寬面外弧結(jié)晶器冷卻水流量不變,窄面左側(cè)(澆注點(diǎn)側(cè))結(jié)晶器冷卻水流量增加100 L/min,窄面右側(cè)側(cè)(非澆注點(diǎn)側(cè))結(jié)晶器冷卻水流量降低50 L/min,見表4。

表4 改造后異型坯結(jié)晶器冷卻水流量設(shè)定 L/min
4 應(yīng)用效果
通過對結(jié)晶器水縫結(jié)構(gòu)優(yōu)化,實(shí)現(xiàn)了含鋁鋼異型坯質(zhì)量大幅提升,大大減少了異型坯橫向裂紋的發(fā)生,提升了異型坯連鑄機(jī)生產(chǎn)高級別含鋁鋼鋼種的能力。順利完成俄羅斯阿穆爾AGPP油氣工廠項(xiàng)目用鋼的生產(chǎn)任務(wù),提高了異型坯連鑄機(jī)產(chǎn)品質(zhì)量控制能力,滿足高端用戶產(chǎn)品質(zhì)量要求,拓寬了異型坯生產(chǎn)線H型鋼品種結(jié)構(gòu)。在原冷卻技術(shù)的條件下,腹板裂紋率為60%;非對稱冷卻技術(shù)的應(yīng)用改造實(shí)施后,含鋁鋼異型坯鑄坯合格率控制在98%以上。
5 結(jié)論
5.1 異型坯連鑄機(jī)采用翼緣單點(diǎn)澆注方式時(shí),通過對結(jié)晶器水縫結(jié)構(gòu)進(jìn)行非平衡改造和冷卻工藝參數(shù)改進(jìn),可以有效促進(jìn)鑄坯坯殼的均勻生長,避免生產(chǎn)事故及鑄坯表面裂紋質(zhì)量問題發(fā)生。
5.2 通過非平衡冷卻技術(shù)的實(shí)施改進(jìn),改善了異型坯非平衡布流單點(diǎn)澆注時(shí)結(jié)晶器鋼水流場、溫度場分布不對稱、不均勻情況,促進(jìn)了鑄坯坯殼的生長均勻性,有效避免了漏鋼、拉不動等生產(chǎn)事故及鑄坯表面裂紋質(zhì)量問題,實(shí)現(xiàn)了含鋁鋼異型坯連鑄機(jī)塞棒中間包非平衡布流單點(diǎn)澆注和含鋁鋼的批量、穩(wěn)定生產(chǎn)。