微米級氫氧化鋁的洗滌工藝實驗研究
2020-03-10 15:37:26李廣戰
山東冶金 2020年1期
關鍵詞:實驗
李廣戰
(中鋁山東有限公司,山東 淄博255050)
1 前 言
化學品氧化鋁廣泛應用于國家生產各個領域,以其性能優良,產品附加值高、應用廣泛等優點得到快速發展。化學品氧化鋁在國際上有廣闊的應用前景,占世界氧化鋁產量的10%左右,生產和需求呈逐步增加的趨勢。化學品氧化鋁的發展存在著氧化鋁生產與化學品氧化鋁生產矛盾的問題,主要表現在化學品氧化鋁生產產生大量的低濃度堿液進入氧化鋁流程,給氧化鋁生產增加了負擔。隨著化學品氧化鋁的發展,超細氫氧化鋁降低洗滌用水的問題越來越突出,這也是發展化學品氧化鋁所必須解決的問題。
超細氫氧化鋁是化學品氧化鋁應用范圍最廣泛的品種之一,因具有優良的填充、阻燃、消煙等特性作為有機阻燃劑替代產品應用于塑料、涂料、橡膠、彈性體、無鹵電纜的包覆和絕緣材料。國內超細氫氧化鋁產品結構單一,質量和品種與國際先進有一定差距,高端超細氫氧化鋁阻燃劑需要進口。
本文對超細氫氧化鋁生產過程中洗滌用水進行研究討論,采用逆流(反向)洗滌工藝優化了超細氫氧化鋁生產洗滌過程,有效降低了洗滌用水量,改良了工藝參數,節約了大量生產成本,促進了超細氫氧化鋁生產工藝的進步。
2 實驗部分
主要原料:超細氫氧化鋁來自中鋁山東有限公司新材料公司。
洗滌方法采用逆流(反向)洗滌工藝,洗滌4次。設物料的含水量為a(干基),附液的濃度為M0;第n次洗滌洗液的濃度為Mn;單位物料的洗水量為b;沖稀比為c;物料洗滌合格要求附液濃度為M。沖稀比:c=(M0/M)1/n。單位洗水量為:b=ac。第n次洗液濃度為:Mn=M0/cn。
不考慮超細氫氧化鋁的洗滌液固比,理想情況下洗滌;假設超細氫氧化鋁濕濾餅的含水量為1(水分50%),附液Na2O濃度為110~120 g/L。末次洗滌合格附液濃度為≤0.05 g/L。
料漿分離母液后的濾餅首次洗滌使用M1沖稀,沖稀后在95℃攪洗30 min分離,洗液倒掉,再使用M2按同樣的沖稀比沖稀,在95℃攪稀30 min分離,洗液倒回M1;依次反復,最后一遍蒸餾水倒回末次洗液。
實驗過程中每次洗液都取樣分析Na2O含量,最后濾餅送樣分析。
3 結果與討論
3.1 洗滌溫度與添加助洗劑實驗
選取同批次生產的超細氫氧化鋁料漿,料漿固含量80 g/L(每L料漿中含有干基氫氧化鋁80 g),料漿的液體中含有Na2O為120 g/L。分別選取不同的助洗劑按照不同的添加量進行洗滌實驗,觀察最終產品超細氫氧化鋁中的Na2O殘留量,結果見表1。從表1可以看出,乙酸加入后抽濾時間明顯加長數十倍,料漿黏稠,抽干耗費時間長,同時隨乙酸加入量增大,Na2O含量有升高的趨勢。乙酸與附液中的殘留氧化鋁反應生成了鋁膠,洗滌困難。加入聚乙二醇、PA-982后,和空白樣相比,1次抽濾時間沒有明顯變化,但加入聚乙二醇、PA-982后,Na2O含量都有降低的趨勢。十二烷基磺酸鈉實驗和空白樣相比,Na2O升高。
3.2 反向洗滌實驗
選取同上批次生產的超細氫氧化鋁料漿,采取4次反向洗滌實驗,每次洗滌后的濾餅按照質量比干基氫氧化鋁∶逐級洗液=1∶7進行沖稀打漿,再次抽濾洗滌進行實驗,分別按照添加助洗劑草酸銨和不加任何助洗劑進行,考察最終洗滌產品氫氧化鋁中的Na2O殘留量,結果見表2和表3。
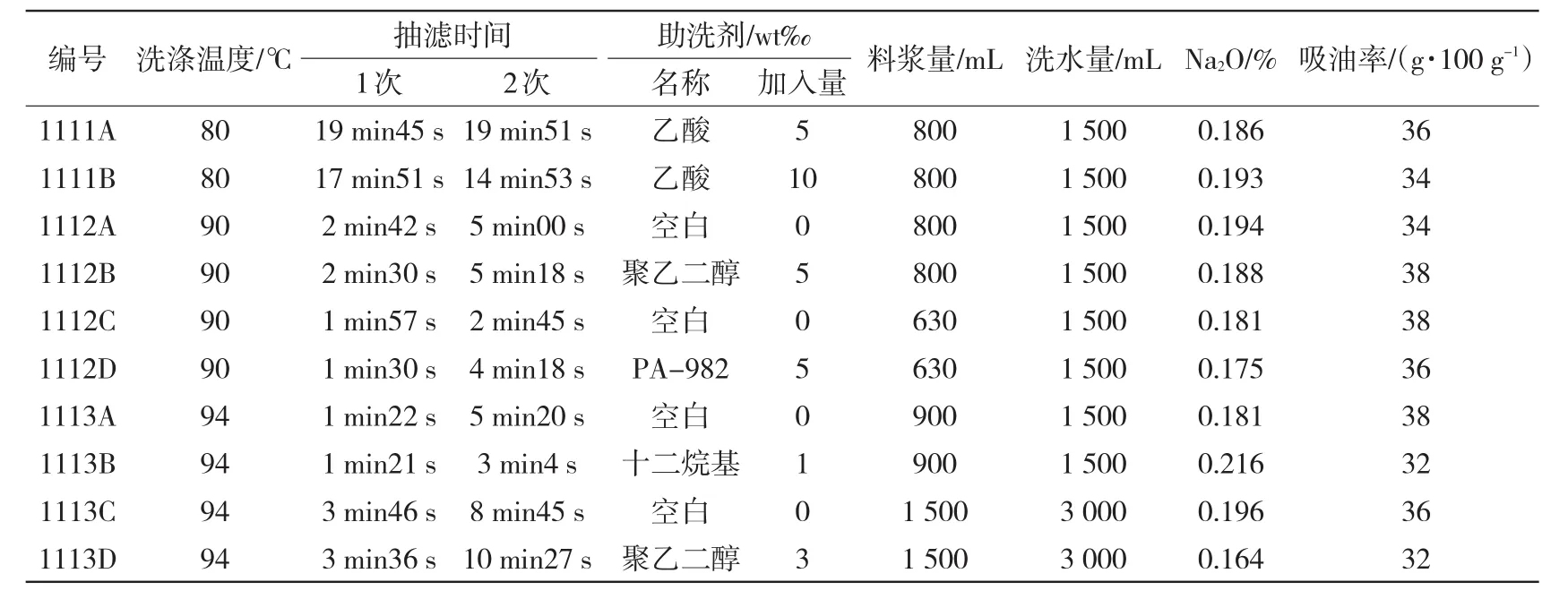
表1 洗滌助劑對洗水量的影響
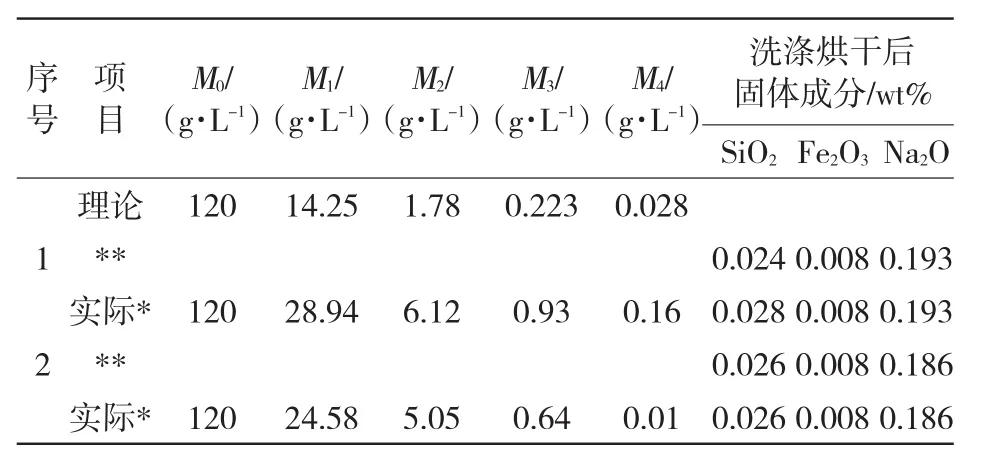
表2 每次洗滌洗液中Na2O的含量與濾餅分析

表3 4次洗滌抽濾時間
從表2來看,4次洗滌方案沖稀比為7,也就是水耗為7 t/t,可將樣品氧化鈉洗滌到0.2以下。說明提高料漿溫度,減少了洗水量,洗滌效率提高。另外,僅從干品Na2O含量來看,加入草酸銨后對于降低Na2O貢獻不大。從表3來看,由于沖稀比為7,洗水量少,抽濾時間明顯減少。空白樣和添加助劑樣抽濾時間對比相差不大。
3.3 反洗驗證實驗
選取另一批次生產的超細氫氧化鋁料漿進行重復性實驗,考察4次反向洗滌后產品中的Na2O殘留量,結果見表4和表5。

表4 超細氫氧化鋁洗滌NT數據

表5 不同階段洗液中Na2O的含量
從表4可以看出,每噸產品需洗滌用水8 t,可以達到洗滌要求,控制產品的Na2O≤0.2%。實際數據與理論數據差別較大,主要原因是實驗室濾餅的水分控制不穩。從表5可以看出,超細分解完成進行分離,濾餅首先進行攪洗,然后采用分段靜洗的方式進行洗滌除鈉,可以利用8 t水洗滌合格。提高洗水溫度,并且降低濾餅水分后,可利用4 t水洗滌合格。提高洗水溫度后,物料中的鈉離子自由擴散速度提高,洗滌效果明顯,降低了洗水用量。
3.4 濾餅厚度和料漿溫度實驗
為提高洗滌效率,減少洗滌用水量,結合工業常用設備實際情況,進行了不同濾餅布料厚度和洗水溫度實驗,考察洗滌時間和洗水量對應的氫氧化鋁殘留Na2O含量,結果見表6。
從表6可以看出,料漿溫度越高,分離速度越快,可能原因為物料黏度減小,洗滌中可以促進水相和固相相對流動,有利于帶走Na2O;同時增加了Na2O等雜質離子的遷移速度,促進固相表面的雜質離子向水中擴散,這就為提高濾餅厚度提供了條件。由實驗測定數據可知,濾餅厚度最佳選擇為1 cm左右,洗滌效果最好。
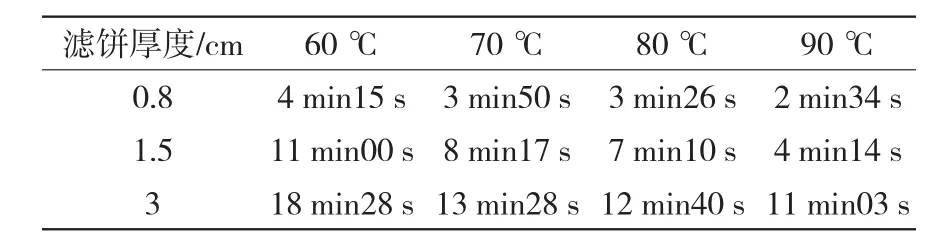
表6 濾餅厚度和料漿溫度對分離速度影響數據
4 推薦工藝方案(移動盤洗滌設備)
種分分解完成后,進壓濾機分離并吹風,盡量降低濾餅水分,濾餅進行攪洗,溫度90℃以上,充分打漿后進入皮帶洗滌,皮帶采用分區3次反向洗滌。末端加新水4 t左右,皮帶洗滌后的產品要保證合格。皮帶下料進攪洗槽用新水打漿,該攪洗槽中的水可反復使用,直到Na2O達到一定濃度后,送到最初的攪洗打漿使用,然后進壓濾機分離脫水后進烘干。反向洗滌示意圖見圖1。`
5 結 論
5.1 超細氫氧化鋁結晶是完善晶體(相對于擬薄水),符合附堿的分配沖稀規律。
5.2 料漿與洗水的溫度決定了濾餅的過濾速度,溫度越高,有利于鈉離子的擴散熱運動,有利于洗滌,溫度至少要>90℃。
5.3 返洗次數決定了用水量。經理論計算:返洗4次,用水為物料7倍左右。
5.4 高溫洗滌不但降低了洗水量,同時分離速度快,提高了設備產能。
5.5 降低洗水量的關鍵是降低分離濾餅水分,提高濾餅厚度,提高洗水溫度,采用逆流循環洗滌工藝。
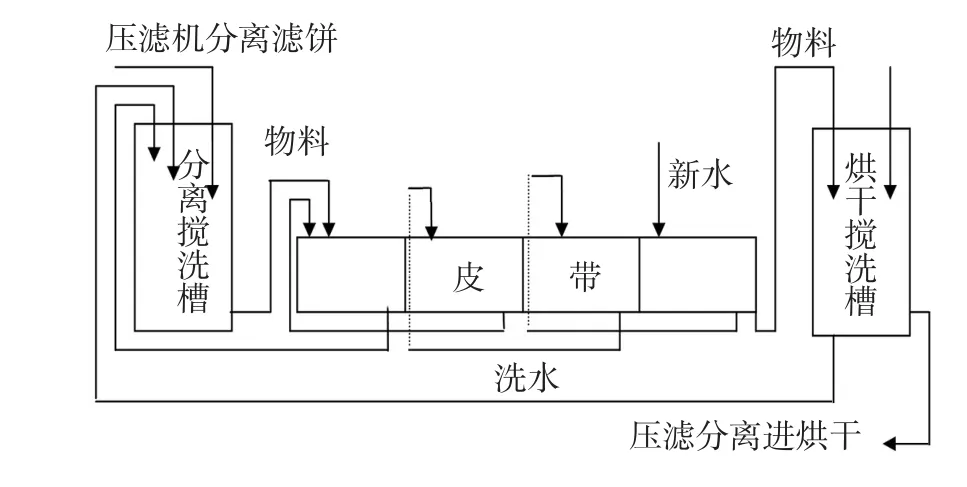
圖1 反向洗滌示意圖
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55