聚酯短纖維頭尾絲自動隔離系統的設計
2020-03-16 07:03:26李德駿鄭力文袁浩然紀昌俊薛文偉
毛紡科技 2020年2期
李德駿,鄭力文,袁浩然,紀昌俊,薛文偉
(1.武漢紡織大學電子與電氣工程學院,湖北 武漢 430200;2.武漢紡織大學現代紡織學院,湖北武漢 430200;3.中石化儀征化纖股份有限公司高纖事業部,江蘇儀征 211400)
目前在聚酯短纖維的生產加工過程中對成品包質量控制的方法是人工估算頭尾絲在后紡成品包中的大概位置,設定一個較大范圍來分離出可能含有頭尾絲的成品包[1-2]。由于估算精度有限,造成剔除包數較多而且不準確,為了解決這一問題,需要精確識別頭尾絲在紡絲后處理階段出現的位置,并進行有效隔離,確保合格成品包中沒有頭尾絲。本文對短纖維頭尾絲在生產工藝中的位置變化進行了分析,得出了牽伸前后頭尾絲位置的計算公式,實現了頭尾絲的準確定位和跟蹤,根據此定位信息實現頭尾絲自動隔離。本文主要研究牽伸階段,利用前方卷繞記錄的頭尾絲產生的時間戳信息和自動配桶環節產生的時間戳跟蹤信息,對時間戳進行計算并識別頭尾絲的位置,最終將該位置信息傳到剪切打包處,利用分包裝置對含有頭尾絲的成品包進行分包處理,實現頭尾絲的自動隔離。
1 頭尾絲自動隔離原理
短纖維生產過程主要分為前紡卷繞、落桶、集束、牽伸、后紡打包等幾部分[3]。在前紡生產原絲的過程中,由于噴絲口在長期生產過程中會發生堵塞,經常需要進行硅整理修板作業,期間需要將紡絲位切斷,此時就會產生尾絲,再次進行生產作業時就會產生1個頭絲,尾絲和頭絲會進入到整束原絲里面[4-5]。牽伸是一個物理過程,牽伸之后的位置與牽伸比成正比關系,進行牽伸操作之后頭尾絲的位置也會以一定的比例發生位置變化,頭尾絲位置變化見圖1。
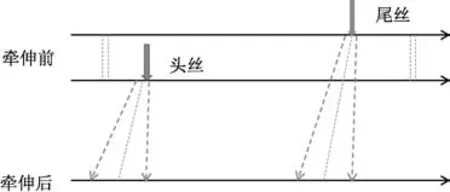
圖1 頭尾絲位置變化
隔離的基本原理是在牽伸環節根據牽伸比對頭尾絲時間戳位置進行估算,同時實時記錄絲束牽伸的進程,對比二者能定位頭尾絲出現的位置,將時間戳出現的位置換算成牽伸機轉動的圈數Q,理論計算公式如下:
式中:v為紡絲速度,m/s;h為由工廠實時溫度濕度確定的打滑率,%;i為齒輪比;D為牽伸輪直徑,m;T為落桶時間,s;Q為牽伸總圈數。
2 自動隔離系統硬件設計
根據頭尾絲產生的過程,對前紡階段頭尾絲出現的時間打上時間戳標記,然后根據生產工藝對絲束拉伸的比率、絲束完成整個后紡工序所需的時間,重新定位頭尾絲位置[6-7]。最后將頭尾絲出現的位置傳到剪切打包處,利用分包裝置來挑出含有頭尾絲的成品包。系統方案整體設計圖見圖2。

圖2 系統方案整體設計圖
2.1 牽伸計數器
牽伸計數器在頭尾絲自動隔離系統中非常重要,主要用來采集和實時記錄牽伸處牽伸輪轉動的圈數,是計算頭尾絲位置的依據。在采集了大量的數據后可以優化檢測精度,調整現場打滑率參數,提高檢測準確性。牽伸計數器記錄的圈數結合前紡部分頭尾絲的信息,可計算后紡中頭尾絲所在位置,硬件控制系統核心采用STM32F407ZGT6作為MCU,搭配有LCD屏幕和SD卡用于顯示和記錄[8]。主要檢測并記錄紡絲工藝后紡階段牽伸輪的轉動圈數,LCD屏幕顯示當前記錄的圈數,并通過光線通信傳輸到后紡階段工控機。牽伸計數器原理見圖3。

圖3 牽伸計數器原理
2.2 自動分包裝置設計
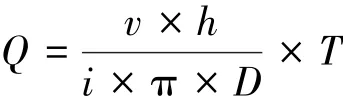
自動分包裝置接收到來自牽伸的數據后會自動分離含有頭尾絲的成品包與不含頭尾絲的成品包。倒Y型的隔離裝置可以將短纖維分成2個部分,一邊是允許不含頭尾絲的短纖維正常通過,另外一邊則是當牽伸階段的工控機開始預報含有頭尾絲的地方即將出現的時候,則啟動自動分包隔離裝置,含有頭尾絲的短纖維則會從另外一邊進入打包區域,從而實現頭尾絲的自動隔離。自動分包裝置原理見圖4。
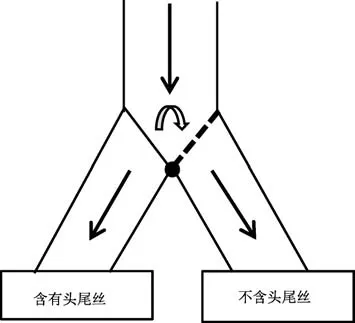
圖4 自動分包裝置原理
2.3 通信方式分析
為保證數據的準確傳輸,考慮到工廠環境的特殊性、牽伸計數器與自動隔離裝置的距離達到500 m以上。在本系統中采用光纖通信,通過光纖收發器來完成前紡頭尾絲定位與后紡牽伸以及最終的隔離系統之間的數據通信。可以保證信息的實時傳輸和穩定性,從而達到工業級檢測系統的標準。在本系統中選用TL-FC111A光纖收發器(TP-LINK有限公司)[9-10]。
3 頭尾絲隔離控制系統軟件
根據頭尾絲自動隔離系統工作原理及過程,控制系統需要具備前紡頭尾絲數據實時接收、儲存、處理、下發;后紡牽伸圈數處理、包含頭尾絲成品包定位;自動分包裝置控制與反饋3大模塊。頭尾絲自動隔離控制系統軟件結構見圖5。
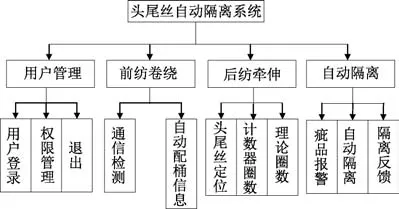
圖5 頭尾絲自動隔離控制系統軟件結構
4 實驗結果
首先,對前紡卷繞階段的生頭裝置所產生的時間戳準確性進行實際測試。通過撥動生頭裝置,觀察軟件系統中是否出現記錄,經過測試,生頭裝置每動作一次,就會在系統中留下1個時間記錄,該時間與實際生頭裝置動作的時間相吻合。
其次,對前紡卷繞階段產生的尾絲時間戳的準確性進行實際測試。通過記錄人工剪斷絲束的時間作為尾絲產生的時間,觀察軟件系統中是否有出現記錄,經過測試,剪斷的實際時間與系統記錄的時間相吻合。
最后,對后紡牽伸運行結果進行驗證。由于前紡階段的尾絲或頭絲不能在生產線上人工觀察,為了觀察實際結果,將盛絲桶的了桶尾絲作為時間戳的一種尾絲,觀察了桶尾絲是否準確地出現在預報指示期間所生產的成品包內,為此,在實際驗證的批次中設置了落桶時間較短的盛絲桶,當尾絲出現的時候,觀察是不是在預報指示的圈數段內,如果跟蹤測試的尾絲都能夠在預報指示期間落入成品包內,那么在中間出現的頭尾絲也就能更加準確地被預報顯示。
預報指示的圈數是根據成品包中1包絲的長度來設定的。根據實際測試,生產1包1.33dtex的產品,牽伸轉動輪運轉圈數小于1 000圈,因此,設定的預報圈數是根據預測尾絲進入打包機的圈數(±1 000圈)為范圍,從預報開始到結束,打包量不會超過3包,只要在預報指示期間將生產的含有頭尾絲的成品包進行隔離,就能夠實現頭尾絲的準確隔離,達到本項目實際研究目標。
通過短纖生產線各環節的運行驗證,本項目實驗結果對頭尾絲產生的跟蹤有效而且準確,并且能夠在后紡牽伸過程中,有效提示生產線上頭尾絲在打包時候的出現位置,能夠實現頭尾絲自動隔離的目的。牽伸階段測試數據表見表1。
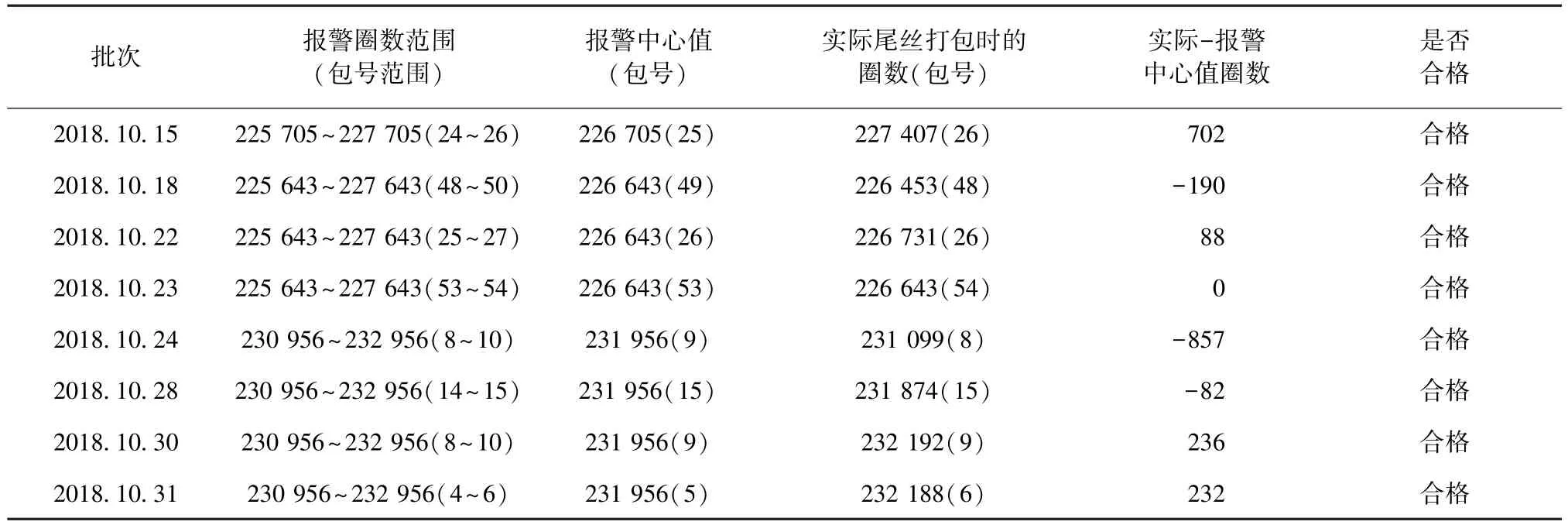
表1 牽伸階段測試數據表
5 結束語
本文完成了頭尾絲自動隔離系統,在能夠準確捕獲到頭尾絲時間戳的基礎上完成了對含有頭尾絲成品包的準確分離。利用光纖通信完成了整個系統的數據通信,建立了數據處理系統,在牽伸崗位設立了頭尾絲管理系統,實現了頭尾絲進入成品包的預報功能,在打包崗位處設置了頭尾絲預報指示裝置,以及自動分包動裝置,實現短纖頭尾絲的自動隔離。
頭尾絲自動隔離系統減少了剔除含有頭尾絲的成品包的數量,如何避免剔除良品包、直接在打包過程中剔除頭尾絲仍是后期需要進一步解決的問題。
