卡車玻璃導軌槽模具設計
2020-03-18 08:36:34劉焱,張懃,汪鑫
模具制造 2020年1期
劉 焱,張 懃,汪 鑫
湖北隨州市齊星模具公司(湖北隨州 441300)
1 玻璃導軌槽簡介
圖1所示的玻璃導軌槽形狀細長且窄,導軌的斷面形狀完全一致,從截面看呈T字型,槽寬22.6mm,翻邊高度一邊17mm,一邊20.8mm,翻邊上的兩條方筋外形為4.6×3mm,制件成半封閉狀態。導軌材料為DC04,料厚0.8mm。
玻璃導軌槽是汽車車門玻璃升降時的導向零件,在其前方、后方和上方各有一件導軌導向,左右車門共6個部件。玻璃導軌槽是一個很復雜的沖壓零件,零件整體形狀呈3D立體形狀,外形細長狹窄,如圖1所示。
2 玻璃導軌槽的現狀及工藝方案
目前玻璃導軌槽的主要成形方法有滾輪滾彎成形和冷沖模壓制成形等方法,從導軌的截斷面形狀看,比較適用滾輪滾彎成形方法,但由于導軌呈三維立體形狀,尤其是上導軌其縱向曲率變化很大,各處曲率半徑不一致,用滾彎很難控制其形狀和回彈。
用冷沖模壓制,主要分為3工序,如表1所示,第一工序翻邊成形U型槽;第二工序側壓成形一邊的方形筋;第三工序側壓另一方的方形筋(見圖2)。如果導軌槽形狀過于復雜,還須在第一工序翻邊成形U型槽之前加預彎工序(見圖3)。
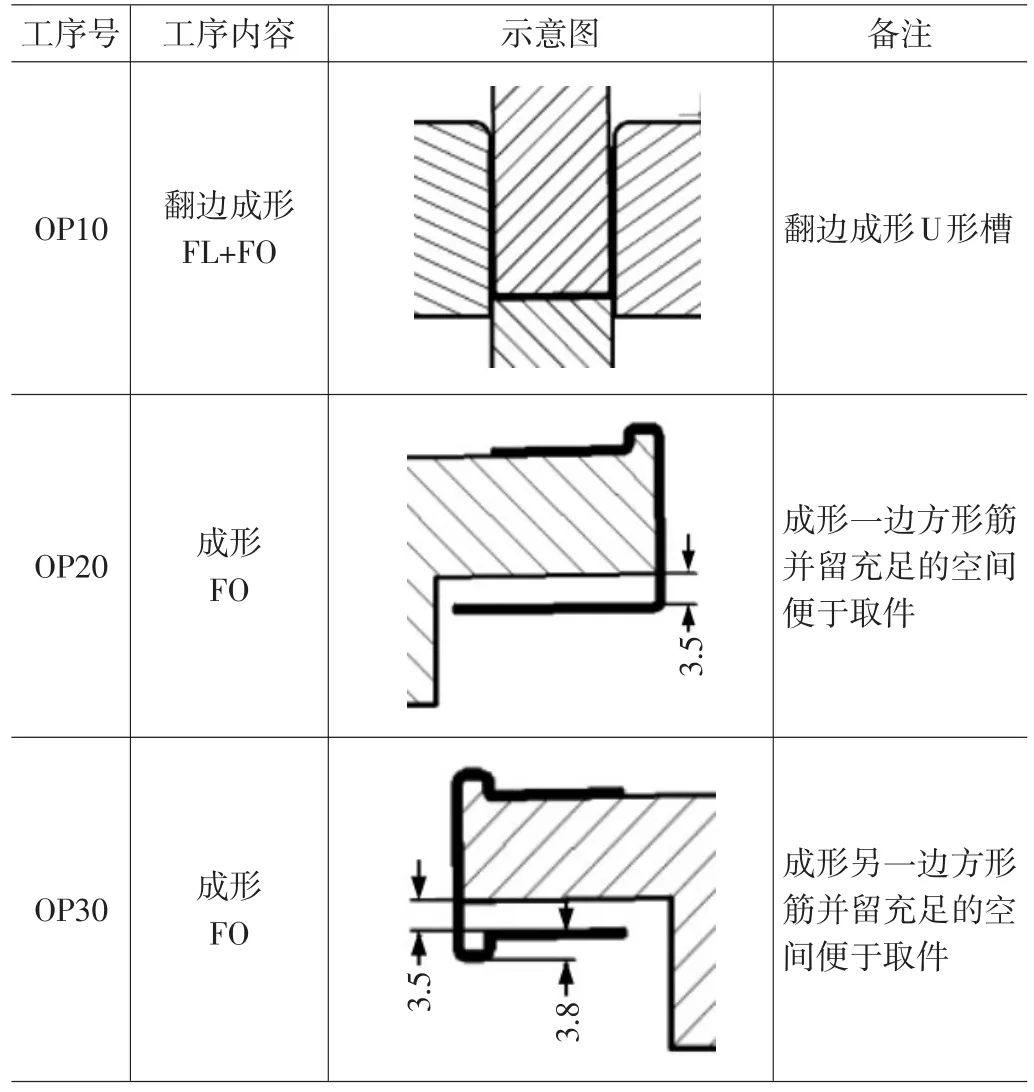
表1 導軌槽成形3工序表
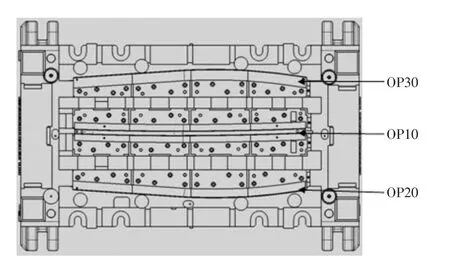
圖2 一般導軌槽模具結構
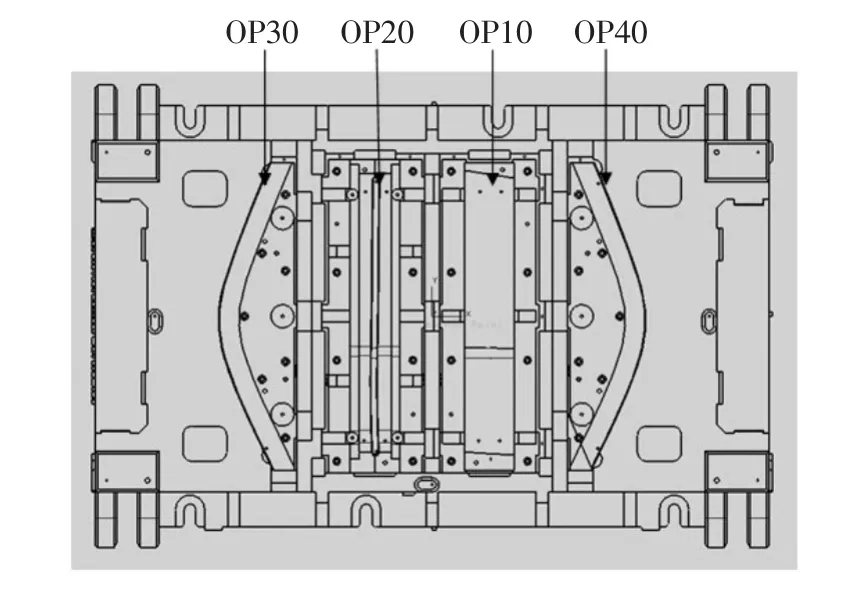
圖3 形狀較復雜導軌槽模具結構
這種壓制方法可以很好的成形零件,并解決取件難的問題,不過這種成形方法工序過多,實際操作起來不方便。另外在側壓翻邊成形兩條方筋時,工件必須側放,而導軌槽翻邊較高,最短的地方也有17mm,為了保證制件成形,這就導致翻邊凸模下方會有很大的懸空。同時為了保證制件的順利取出,凸模和制件之間必須留3.5mm以上的間距。這樣就會使成形凸模較薄且工作部位懸空,很難保證凸模的強度。而且這種成形結構一副模具只能成形一個零件,6個導軌槽就需要6副這樣的模具,成本很高。另外制件側壓的時,由于方筋還未壓出,沒有型面可以定位,所以制件定位不穩定,有可能會造成成形缺陷。所以急需一種新的成形方法,克服這些困難。
3 玻璃導軌槽的改進方案及工藝分析
通過對零件形狀的分析發現,導軌槽兩邊形狀除了翻邊高度有所不同之外,其他完全一樣,而此類零件成形的最大難點一個是定位問題,另一個是成形之后取件困難,如果能夠先將導軌槽兩側方筋先成形出來,然后在翻兩邊正翻邊,是否就可以解決這個件的成形難點。按照這個思路,先將導軌槽展開成近似W的形狀,讓導軌槽中間U型槽平面凸起,這樣就可以將兩側小方筋展開至可以從正面直接成形,展開后的料片兩頭用定位銷固定,前后方向用定位靠板固定,如圖4所示。然后第二工序成形時直用第一工序成形好的形狀定位,并直接成形U形槽,如圖5所示,這樣就可以順利解決定位問題和取件難的問題。
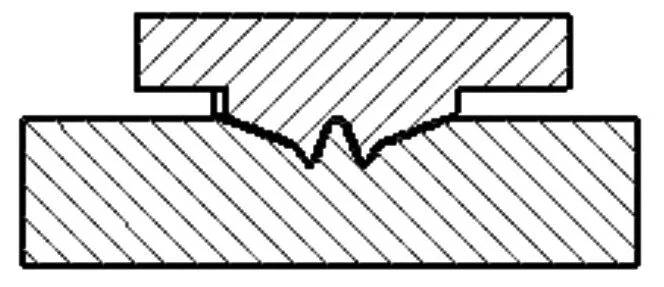
圖4 先成形W形狀

圖5 成形U形
改進后的工藝可以較好的成形該零件,工序的減少可以減少操作時間,減少時間成本。同樣采用聯合安裝模具,這種方案就可以將左右件的零件同時放在一副模具上進行成形,這樣就達到了減少模具的數量,同時減少機床的使用數量的目的。從時間和使用方面來降低零件的生產成本。從另一方面改進模具的結構,加強了凸模的強度,減低模具的損傷風險。本模具通過銷定位和外形定位,可以避免零件移動,規避風險。
根據上述分析,玻璃導軌槽模具結構設計時,首先要確定如下幾個問題:
(1)在模具工作時OP10工序的凸模和凹模的部分區域的強度可能存在風險,在模具制造時采用Cr12MoV材料生產凸、凹模,由于凸、凹模較長需要分成幾個較小的鑲塊,并在模具工作部位進行淬火處理,提高模具硬度,如圖6所示。
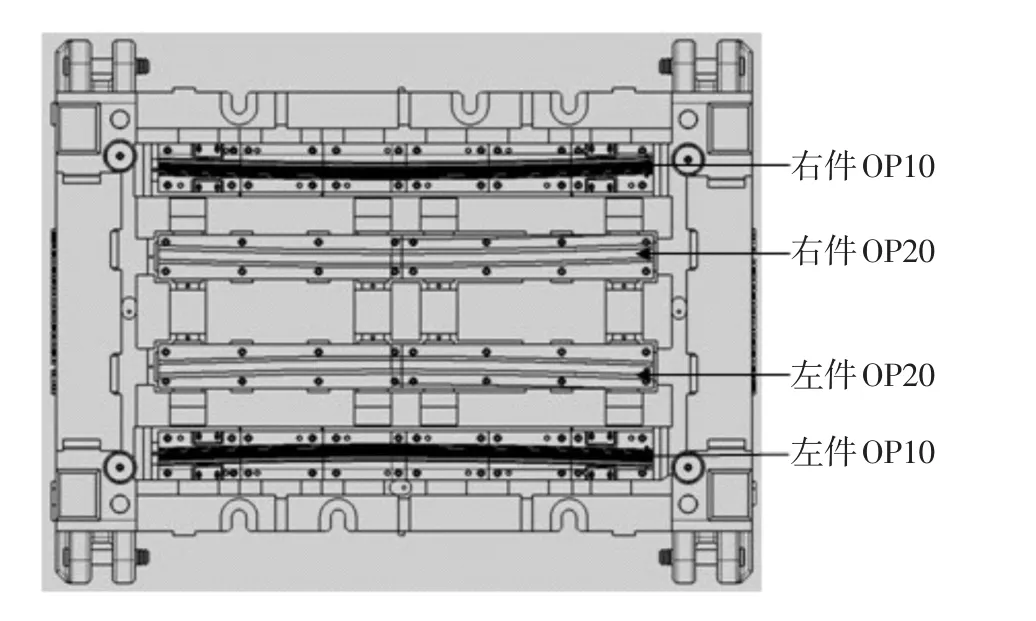
圖6 新工藝下模平面圖
(2)在模具設計時,OP10工序中的凸、凹模,OP10工序的模具成形兩側方筋,這時需要先成形一個類似“W”的形狀。在兩側方筋成形時需要充分考慮兩側方筋的角度,同時還要計算翻邊面和筋的角度。
(3)為了精確地完成工藝要求,在OP10工序中采用了銷定位和定位板的結合的方法,來提高定位的準確性:在OP20工序采用銷定位和外形定位結合的方法來完成制件的定位。
(4)第二工序成形U形槽時,制件有很大概率會包在凸模上無法退件,所以上模必須做退料裝置,如圖7所示。
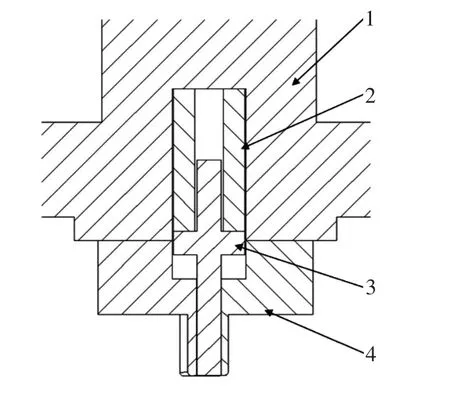
圖7 上模退件裝置
另外本模具結構主要適用于大型卡車的玻璃導軌槽,卡車的上導軌擦幅度較小。而在一些微卡或小型卡車上的導軌槽曲率較大,在彎曲幅度大的制件成形時,導軌槽翻邊時翻邊的面會有縱向的壓應力,會使制件產生皺紋,就需要在料片的兩邊進行開口設計,如圖8所示。

圖8 展開料片須開缺口減少起皺
不過對于形狀更復雜的尖頭微卡和小型卡車上的玻璃導軌槽,用本結構回彈還是很大的,建議還是用側壓的方式成形較好。
4 模具結構
玻璃導軌槽成形模具結構如圖9所示,整體模具較為簡單,模具采用聯合安裝的方法,將左右件的模具安裝在同一副模具上。模具上半部分由上模座1、左導軌槽凸模3和凸模7、凸模13和凸模12構成;模具下半部分由下模座2、凹模5和凹模6、凹模14和凹模15構成。其中所有凸、凹模長度過長必須分成幾個鑲塊用螺釘固定在模座上。凸、凹模是工作部位的對鑲塊的應度要求較高,所有鑲塊采用Cr12MoV并采用淬火56HRC以上,上下模座由鑄造而成一般采用HT300。
模具工作過程:模具安裝后,機床滑塊帶動上模上升,模具處于打開狀態時,把料片放在凹模上,用銷和定位板3、11定位,滑塊下行,凸模下行將料片壓制成形。機床滑塊帶動上模上升,模具處于打開狀態時,然后取出壓制件放入凹模上,滑塊下行,凸模下行將料片壓制成形,然后上模上行,同時退料彈簧6、8伸長將退件頂桿5、7下壓,制件受向下的壓力脫離凸模,取出成形好的制件。

圖9 模具結構
5 結束語
實踐證明:利用上述方案成形玻璃導軌槽,可以較好的實現預期效果,制件性能穩定,滿足產品要求。
(1)模具方面加強模具強度,減低力模具損傷風險,減少了工序數量和模具數量,節約了模具成本。
(2)生產上減少工序和模具數量,節約了模具、機床和人工成本,操作起來更為方便快捷,有利于制件的批量生產。
