帶鋼廠降低工作輥換輥次數(shù)的對策探析
2020-03-18 11:04:18郝春霞
江蘇科技信息 2020年4期
郝春霞
(南京鋼鐵股份有限公司,江蘇南京 210035)
0 引言
通常冷軋需要的熱帶原料橫截面尺寸是中間厚兩邊薄,這樣軋制時(shí)板型平整、尺寸更好控制[1]。但是一般軋輥軋制時(shí)會因?yàn)闇囟榷冃危虚g凸起,軋制出來的鋼帶就會產(chǎn)生中間薄兩邊厚,無法滿足客戶需求[2-3]。南鋼帶鋼廠為滿足用戶的需求,只有通過加大換輥頻次來實(shí)現(xiàn),而高的換輥頻次不僅增加了換輥停機(jī)時(shí)間也打亂了生產(chǎn)節(jié)奏,制約了產(chǎn)量。本文通過現(xiàn)場調(diào)研分析換輥原因,找出方法并制定措施,解決換輥量高的問題。
1 軋輥分布及加工工藝
南鋼帶鋼廠連軋機(jī)組使用的軋輥分為平輥和立輥。其中,平輥包括工作輥、支承輥和中軋輥3種。工作輥、支承輥搭配使用在六架四輥精軋軋機(jī)中,中軋輥則在兩架兩輥軋機(jī)使用,立輥在2架立式軋機(jī)使用,其加工質(zhì)量直接關(guān)系著產(chǎn)品質(zhì)量。
工作輥加工工藝——將軋輥表面疲勞層車削后,再將其磨削至規(guī)定的圓錐度和表面粗糙度,年換輥量為20 500套;支承輥加工工藝——將軋輥表面疲勞層車削后,再將其磨削至規(guī)定的圓錐度和表面粗糙度,年換輥量為1 000只;中軋輥的加工工藝——僅將軋輥表面疲勞層車削掉即可,年換輥量為700只;立輥加工工藝——將立輥孔型內(nèi)疲勞層車削干凈,再根據(jù)改型樣板修復(fù)立輥孔型。
與工作輥相比,支承輥、中軋輥、立輥換輥量可忽略不計(jì),本文只討論工作輥,下文所述軋輥皆指工作輥。
2 現(xiàn)狀調(diào)查
根據(jù)南鋼帶鋼廠2018年1月至2018年12月軋輥的使用情況,從軋輥月?lián)Q輥量、軋輥更換原因等方面進(jìn)行現(xiàn)狀調(diào)查。
2018年1月至12月帶鋼廠平均每月?lián)Q輥量為1 563套,平均軋輥過鋼量為75噸。針對2018年JP6機(jī)架更換的659套軋輥進(jìn)行了統(tǒng)計(jì)分析得出三點(diǎn)差超標(biāo)、鋼帶中間薄占換輥總數(shù)的83.1%,只要削弱這兩項(xiàng)影響,就能解決換輥量高過鋼量低的問題。
3 原因分析
在帶鋼熱軋過程中軋輥承受較大的軋制力,軋輥呈現(xiàn)出一定的饒度,按此正常情況下軋制出的鋼帶應(yīng)該是中間厚兩邊薄的橫截面尺寸,但是帶鋼廠軋輥冷卻能力不足,軋制過程中軋輥熱量不能及時(shí)通過冷卻水帶走,軋輥溫度逐漸上升,熱凸度逐漸加大,一般在生產(chǎn)20支鋼后,熱凸度抵消掉軋輥饒度后還存在富余,這樣帶有熱凸度的軋輥軋制出帶鋼就呈現(xiàn)出中間薄兩邊厚的橫截面形狀。
3.1 冷卻水管安置位置不當(dāng)
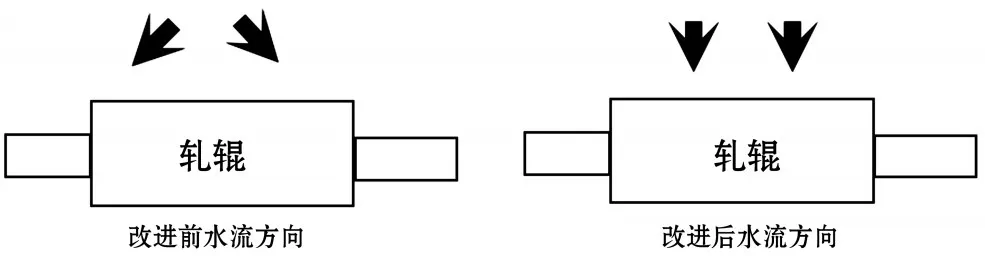
冷卻水管出水位置安裝向軋輥兩邊傾斜,水流沖向軋輥兩頭,工作輥輥面不能有效得到冷卻,軋輥三點(diǎn)差高。
3.2 冷卻水頭不適用
水頭裝置各水管間采用焊接方式連接。目前存在的問題如以下幾點(diǎn)。
(1)軋機(jī)拆裝軋輥時(shí),輥?zhàn)讓⑺^裝置上豎水頭撞變形造成水流方向失控或與橫水管脫焊,冷卻水四溢。
(2)帶鋼生產(chǎn)時(shí)鋼帶時(shí)有跑鋼的故障發(fā)生,飛出的鋼帶易將橫水管與軋機(jī)的固定鋼板撞變形,冷卻水方向偏離正常方向。
以上故障都必須停機(jī)處理,由于是焊接件,處理時(shí)間較長。
3.3 軋輥加工工藝不適應(yīng)鋼帶加工要求
通常冷軋需要熱帶原料橫截面尺寸是中間厚兩邊薄,即正三點(diǎn)差,這樣軋制時(shí)板型平整,尺寸更好控制。相反如果是反三點(diǎn)差,在冷軋時(shí)由于兩邊的尺寸厚,兩邊的延伸勢必較中間部位大,這樣就出現(xiàn)兩邊浪的板型缺陷,而且冷軋后的三點(diǎn)差也很難消除。一些高要求的客戶明確提出了產(chǎn)品要在鋼帶中間帶有一定的凸度,即鋼帶中間厚度尺寸比兩邊大的要求。但是一般軋輥使用時(shí)軋制20根鋼以后軋輥會因?yàn)闇囟榷冃危虚g凸起,軋制出來的鋼帶就會產(chǎn)生中間厚度尺寸比兩邊厚度尺寸小,無法滿足客戶需求,南鋼帶鋼廠為了滿足用戶的需求,只有通過加大換輥頻次來實(shí)現(xiàn)。
4 對策措施
4.1 調(diào)整冷卻水管位置
將冷卻水出口固定在正對軋輥中間位置,并在每日點(diǎn)檢時(shí)由專人檢查。改進(jìn)前后水流方向?qū)Ρ热鐖D1所示。
4.2 改進(jìn)水頭
(1)改變橫水管和豎水管的連接方式,由焊接改為螺栓連接,在橫水管焊接并帽背死螺栓,在豎水管上加工螺紋,通過螺紋將豎水管固定在橫水管上,便于拆卸更換。
(2)將豎水管前端壓扁,增加水壓,可根據(jù)工藝要求調(diào)節(jié)水管扁頭方向。
改進(jìn)后水頭結(jié)構(gòu)和布置如圖2—4所示。

圖2 豎水頭前端壓扁,后端改為螺紋
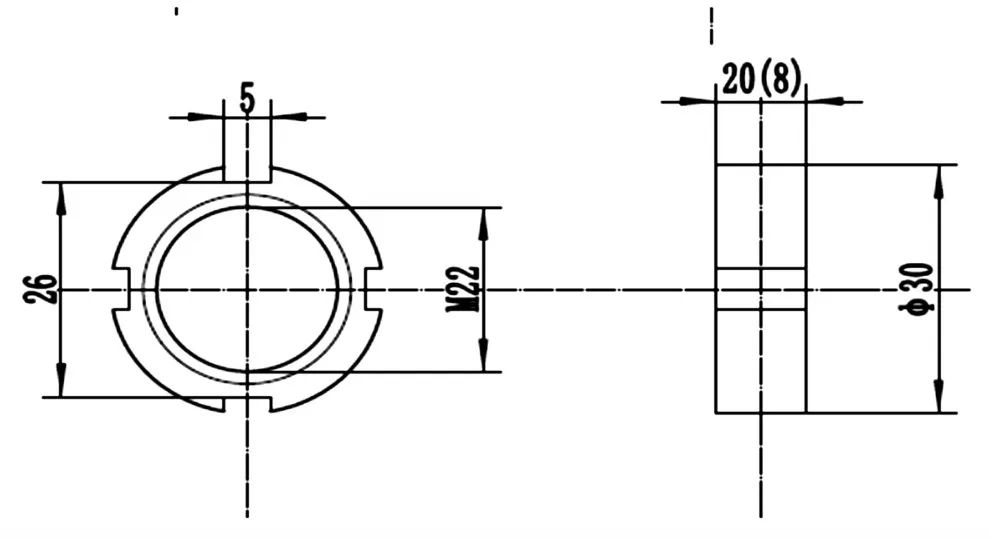
圖3 并帽背死螺栓
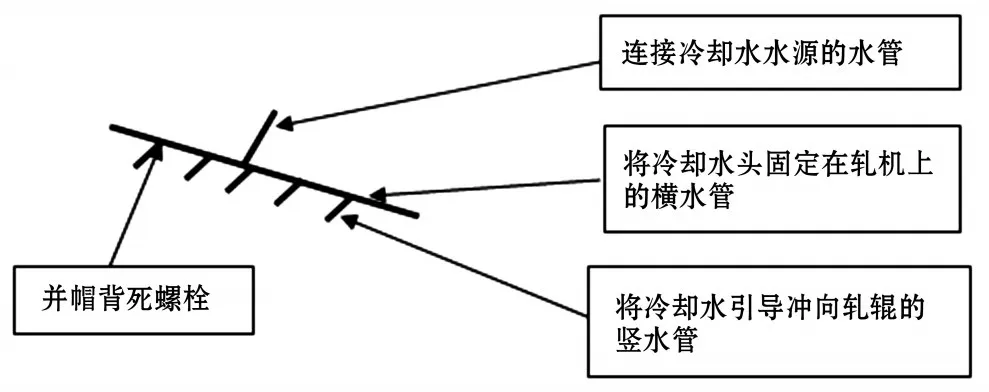
圖4 改進(jìn)后的水頭示意
4.3 改進(jìn)軋輥加工工藝-磨削弧形凹度輥
弧形凹度輥的加工分兩種情況,第一種情況:新軋輥磨削成指定輥形;第二種情況:弧形輥使用過后再進(jìn)行磨削修復(fù)。
第一種情況如下。
(1)新軋輥進(jìn)廠,先將軋輥磨平,保證跳度、同心度、大小頭。
(2)再用卡板定出軋輥中心線和兩側(cè)寬度限位線。
(3)從磨床尾部開始磨削軋輥,將磨床的工件行程速度調(diào)慢到2 m/min,按照圓弧進(jìn)度比例逐漸加大磨削進(jìn)刀量,到正中間時(shí)磨削量為+0.1 mm。
(4)當(dāng)磨過中心線后,按照前面的進(jìn)刀量逐漸的減小磨削量,到磨床頭部的寬度線后保證砂輪完全離開。
(5)測量軋輥,均勻選擇7個(gè)點(diǎn)量,然后根據(jù)測量結(jié)果再把行程速度調(diào)慢到1.5 m/min。
第二種情況如下。
(1)使用過的軋輥,修復(fù)后復(fù)用,直接按照以上2、3、4、5步驟把軋輥的凹度部分先磨出來,凹度比實(shí)際要求多0.03~0.06 mm;
(2)再從磨床尾開始重新磨削軋輥,按正常平輥的方式磨削,保證跳度、同心度、大小頭,每次進(jìn)刀量保持在0.03 mm以內(nèi)。
弧形凹度輥的加工示意如圖5所示。
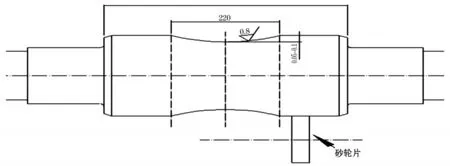
圖5 弧形凹度輥的加工示意
5 效果檢查
5.1 換輥量
2019年3月至7月月平均換輥量為1 428套,大幅降低。
5.2 單次過鋼量
工作輥單次平均過鋼量由2018年的75噸增加為2019年的98噸,增加幅度較大。
6 鞏固措施
(1)將磨削弧形凹度輥的措施寫入軋輥加工操作規(guī)程,將軋輥可用范圍寫入工藝技術(shù)操作規(guī)程-軋輥部分。
(2)磨工加強(qiáng)對直接磨削軋輥加工質(zhì)量的檢查力度。
(3)軋鋼工對更換下的有缺陷軋輥進(jìn)行標(biāo)注,方便磨工對可直接磨削軋輥的查找。
(4)確保冷卻水管位置和水量的檢查。
